You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Scotch Yoke Hacksaw Sriram Engg ReportDocument67 pagesScotch Yoke Hacksaw Sriram Engg ReportChockalingam Athilingam100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Sand Slinger MC Pneumatic 2016 VeltechDocument47 pagesSand Slinger MC Pneumatic 2016 VeltechChockalingam AthilingamNo ratings yet
- Air Brake PROJECT REPORTDocument52 pagesAir Brake PROJECT REPORTChockalingam Athilingam72% (18)
- 3 TcHxW6S6 k3B8VuouvuA Mod2 Devices QC Whiteoutsremoved Mar 2021Document173 pages3 TcHxW6S6 k3B8VuouvuA Mod2 Devices QC Whiteoutsremoved Mar 2021Umair Ejaz ButtNo ratings yet
- Mixer GrinderDocument29 pagesMixer GrinderChockalingam AthilingamNo ratings yet
- Box Shift Conveyor 2018Document2 pagesBox Shift Conveyor 2018Chockalingam AthilingamNo ratings yet
- Safety For Motorised Sheet Forming 2018Document3 pagesSafety For Motorised Sheet Forming 2018Chockalingam AthilingamNo ratings yet
- 11 Foldable Bridge 2017 PrintDocument48 pages11 Foldable Bridge 2017 PrintChockalingam AthilingamNo ratings yet
- Gas Cutting DeviceDocument3 pagesGas Cutting DeviceChockalingam AthilingamNo ratings yet
- Project Titles NC 2018 Cs Fea RDDocument9 pagesProject Titles NC 2018 Cs Fea RDChockalingam AthilingamNo ratings yet
- Bottling Plant PLC 2019Document4 pagesBottling Plant PLC 2019Chockalingam AthilingamNo ratings yet
- Project List With Cost Details 2018 2019 Panimalar PolyDocument8 pagesProject List With Cost Details 2018 2019 Panimalar PolyChockalingam AthilingamNo ratings yet
- Shock Absorber Failure 2018Document3 pagesShock Absorber Failure 2018Chockalingam AthilingamNo ratings yet
- Block Diagram of Carbon Level IndicatorDocument1 pageBlock Diagram of Carbon Level IndicatorChockalingam AthilingamNo ratings yet
- 6.design and Fabrication of Length Adjustable Belt Conveyor-1Document3 pages6.design and Fabrication of Length Adjustable Belt Conveyor-1Chockalingam AthilingamNo ratings yet
- Scotck Yoke PPT Veltech 2016Document29 pagesScotck Yoke PPT Veltech 2016Chockalingam Athilingam50% (2)
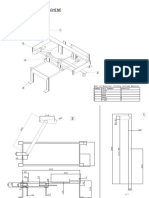
- Manual Bi Folding Gate PRINTCOPY SBDDocument50 pagesManual Bi Folding Gate PRINTCOPY SBDChockalingam AthilingamNo ratings yet
- Pneumatic Sand SlingerDocument1 pagePneumatic Sand SlingerChockalingam AthilingamNo ratings yet
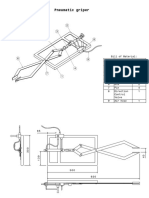
- Pneumatic GriperDocument2 pagesPneumatic GriperChockalingam AthilingamNo ratings yet
- Plastic Injection Manual 2016 Amk PolyDocument43 pagesPlastic Injection Manual 2016 Amk PolyChockalingam AthilingamNo ratings yet
- Abs 127two - Axes - Drill 2016 ReviewDocument3 pagesAbs 127two - Axes - Drill 2016 ReviewChockalingam AthilingamNo ratings yet
- HTTP FOR ENGINEERINGDocument1 pageHTTP FOR ENGINEERINGChockalingam AthilingamNo ratings yet
- HonningDocument1 pageHonningChockalingam AthilingamNo ratings yet
- MOTORISED Press Durga Poly 2016Document76 pagesMOTORISED Press Durga Poly 2016Chockalingam AthilingamNo ratings yet
- Pneumatic Elevator Abs 20124Document3 pagesPneumatic Elevator Abs 20124Chockalingam AthilingamNo ratings yet
- Lorry Trailor Lifter CostDocument1 pageLorry Trailor Lifter CostChockalingam AthilingamNo ratings yet
- Electronic ComparatorDocument1 pageElectronic ComparatorChockalingam AthilingamNo ratings yet
- Shell and Tube Heat Exchanger Design Using CFD ToolsDocument4 pagesShell and Tube Heat Exchanger Design Using CFD ToolsChockalingam AthilingamNo ratings yet
- F T ZL 6L: 4 - RLT TTJ R5 !.1Document1 pageF T ZL 6L: 4 - RLT TTJ R5 !.1Chockalingam AthilingamNo ratings yet
- IR Sensor UnitDocument1 pageIR Sensor UnitChockalingam AthilingamNo ratings yet
- Amk SymbolDocument6 pagesAmk SymbolChockalingam AthilingamNo ratings yet
- CM600HA-24H: Mitsubishi Igbt ModulesDocument4 pagesCM600HA-24H: Mitsubishi Igbt ModulesLODELBARRIO RDNo ratings yet
- Single Phase Rectifier GuideDocument22 pagesSingle Phase Rectifier Guidecharlesc5746No ratings yet
- Basic ElectronicsDocument40 pagesBasic Electronicsaletaash88No ratings yet
- IRF 510 DatasheetDocument8 pagesIRF 510 DatasheetGerman de los HerosNo ratings yet
- 60NF06 PDFDocument8 pages60NF06 PDFhectorsevillaNo ratings yet
- Important Copier Safety NoticesDocument172 pagesImportant Copier Safety NoticesjadopadoNo ratings yet
- Data SheetaaaDocument6 pagesData SheetaaaАлександар МазињанинNo ratings yet
- Dynamic Breaking - Motor Control Operation and CircuitsDocument5 pagesDynamic Breaking - Motor Control Operation and CircuitsVerbs FloresNo ratings yet
- Chapter 1 and 2 Electrical Engineering Fundamentals QuizDocument84 pagesChapter 1 and 2 Electrical Engineering Fundamentals QuizMark Erwin CamaraoNo ratings yet
- Ir53h420 Mosfet1Document9 pagesIr53h420 Mosfet1Gilson Mendes SilvaNo ratings yet
- Rotatone Install - FinalDocument4 pagesRotatone Install - FinalJacobNo ratings yet
- Gunn DiodeDocument80 pagesGunn DiodeBindu Narayanan Nampoothiri100% (2)
- Ham Online Radio & Electronics Course - 00 IndexDocument13 pagesHam Online Radio & Electronics Course - 00 IndexAries AlmeraNo ratings yet
- Chapter 6 Diode Applications Power Supplies Voltage Regulators LimitersDocument10 pagesChapter 6 Diode Applications Power Supplies Voltage Regulators LimitersPaoLo AsequiaNo ratings yet
- Activity 1Document3 pagesActivity 1Ryan Anderson ArbadoNo ratings yet
- ECE Andhra University SyllabusDocument91 pagesECE Andhra University Syllabush9emanth4No ratings yet
- Instructors GuideDocument17 pagesInstructors GuideAubrey TolentinoNo ratings yet
- Tps 65161Document35 pagesTps 65161Jose Fco. Aleman ArriagaNo ratings yet
- Water Level Controller Using Microcontroller and BuzzerDocument65 pagesWater Level Controller Using Microcontroller and Buzzermohit73% (11)
- Problem Statement:: Fig. 1: Zener Diode SymbolDocument10 pagesProblem Statement:: Fig. 1: Zener Diode SymbolTalha JabbarNo ratings yet
- Simple Circuit Design Tutorial For PoE ApplicationsDocument10 pagesSimple Circuit Design Tutorial For PoE ApplicationsTayyeb AliNo ratings yet
- Transistor Fundamentals QuizDocument30 pagesTransistor Fundamentals QuizRohit GhereNo ratings yet
- WB8VGE Micro M ChargerDocument6 pagesWB8VGE Micro M ChargerthesilentdaveNo ratings yet
- GNITS Basic Electrical Engineering Lab ManualDocument62 pagesGNITS Basic Electrical Engineering Lab Manualkuthurupandu5363No ratings yet
- GSM-Based Moving Display for College Notice BoardDocument42 pagesGSM-Based Moving Display for College Notice BoardSanjivee SachinNo ratings yet
- Appa305 ManualDocument33 pagesAppa305 ManualMarian AldeaNo ratings yet
- Sem 3,4,5,6,7,8-Syllabus & Sem 3-Time TableDocument210 pagesSem 3,4,5,6,7,8-Syllabus & Sem 3-Time TabledffsfsNo ratings yet
- 9m ELECTRONIC DEVICES PDFDocument65 pages9m ELECTRONIC DEVICES PDFSamaira DsouzaNo ratings yet
- Unit-4 Static Relays (Switchgear and Protection)Document54 pagesUnit-4 Static Relays (Switchgear and Protection)sujithNo ratings yet