You might also like
- GTAW Chapter 1Document4 pagesGTAW Chapter 1Renold ElsenNo ratings yet
- Position of Welds ComparisonDocument3 pagesPosition of Welds ComparisonYuvaraj SathishNo ratings yet
- Rfi Request FormDocument1 pageRfi Request Formvishnu300022No ratings yet
- Consumable LasDocument35 pagesConsumable LasAfifYantoMutuHNo ratings yet
- Air Reciver Vessel-1 (Compressor Unit-2)Document5 pagesAir Reciver Vessel-1 (Compressor Unit-2)MD Shadikul Huq ShezanNo ratings yet
- ASME P Material Numbers ExplainedDocument6 pagesASME P Material Numbers Explainedsagar1503100% (1)
- CV FormateDocument8 pagesCV Formatetariq_hussain_20No ratings yet
- Es 14 603 05Document12 pagesEs 14 603 05Fakhri GhrairiNo ratings yet
- Designing A CGMP BioprocessDocument5 pagesDesigning A CGMP Bioprocesshareesh13hNo ratings yet
- Reliance Industries Limited Line History Sheet For Low Alloy Steel PipingDocument2 pagesReliance Industries Limited Line History Sheet For Low Alloy Steel PipingRavi ShankarNo ratings yet
- Pressure Vessel ComponentsDocument24 pagesPressure Vessel Componentsrpr013279100% (1)
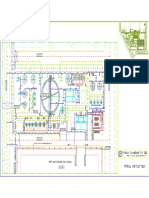
- Typical Unit Plot Plan PDFDocument1 pageTypical Unit Plot Plan PDFArun KumarNo ratings yet
- NDT of PipingDocument1 pageNDT of PipingVu Tung LinhNo ratings yet
- Walk Down Punch ListDocument7 pagesWalk Down Punch ListGomathyselviNo ratings yet
- Reliance Industries Limited Line History Sheet For CS Piping Without PWHTDocument1 pageReliance Industries Limited Line History Sheet For CS Piping Without PWHTRavi ShankarNo ratings yet
- PmsDocument3 pagesPmsKurian JoseNo ratings yet
- List of AWSDocument5 pagesList of AWSkoneidinNo ratings yet
- 4 - PRESSURE VESSEL (Inspection and Testing)Document69 pages4 - PRESSURE VESSEL (Inspection and Testing)Wahyu Lailil FaisNo ratings yet
- SMAW Electrode IdentificationDocument2 pagesSMAW Electrode IdentificationAsim AliNo ratings yet
- Welding Inspection Consumables PDFDocument28 pagesWelding Inspection Consumables PDFJoseph PeterNo ratings yet
- Welder Qualification Certificate for MainuddinDocument1 pageWelder Qualification Certificate for MainuddinAnirban Sen SharmaNo ratings yet
- Sec 05100 - Structural SteelDocument10 pagesSec 05100 - Structural Steeltiju2005hereNo ratings yet
- Effect of Corrosion On Mild Steel in Food Processing Industry: A ReviewDocument8 pagesEffect of Corrosion On Mild Steel in Food Processing Industry: A ReviewIJAERS JOURNALNo ratings yet
- Duplex Stainless Steel - Part 2 - TWIDocument6 pagesDuplex Stainless Steel - Part 2 - TWItuanNo ratings yet
- Astm B 633Document41 pagesAstm B 633JOSENo ratings yet
- Tie in Joint Welding Gold Weld SpecDocument1 pageTie in Joint Welding Gold Weld SpecMuhammedHafisNo ratings yet
- Microborganisms Role in Industrial Microbiology and BiotechnologyDocument36 pagesMicroborganisms Role in Industrial Microbiology and BiotechnologyManu InnocentNo ratings yet
- 6-Welding Symbols - KashyapDocument32 pages6-Welding Symbols - Kashyapabhinay soni100% (1)
- Larsen & Toubro Minerals & MetalsDocument2 pagesLarsen & Toubro Minerals & MetalsneerajNo ratings yet
- Liquid Penetrant Examination ReportDocument1 pageLiquid Penetrant Examination ReportBalmiki SinghNo ratings yet
- PFI Document DatabaseDocument1 pagePFI Document DatabaseedwinramonNo ratings yet
- WPSPQRDocument11 pagesWPSPQR0502raviNo ratings yet
- Pipingpresentationmaster 170219125347Document61 pagesPipingpresentationmaster 170219125347Vignesh Nadimuthu100% (1)
- Piping Spec C ClassDocument1 pagePiping Spec C Classnestor ferrel floresNo ratings yet
- Weld Defects and Imperfections GuideDocument43 pagesWeld Defects and Imperfections Guideraju100% (1)
- SS 409M WeldingDocument12 pagesSS 409M WeldingwentropremNo ratings yet
- Fillet WeldsDocument17 pagesFillet Weldssoroush1111No ratings yet
- Carbon Steel Pipes - Comparing AmericanDocument2 pagesCarbon Steel Pipes - Comparing AmericanKazi Anwarul Azim SohelNo ratings yet
- Comparison TableDocument6 pagesComparison TablePand AemonaEonNo ratings yet
- Welding Martensitic Stainless SteelsDocument4 pagesWelding Martensitic Stainless SteelsBabar Manzoor GhauriNo ratings yet
- Handbook - Filler Metal ASTM SteelsDocument1 pageHandbook - Filler Metal ASTM SteelsadelNo ratings yet
- Piping CodesDocument3 pagesPiping Codesmexx4u2nvNo ratings yet
- ASME B 16-25 Interpretation PDFDocument5 pagesASME B 16-25 Interpretation PDFJFSC10No ratings yet
- British Standard 5289: 1976: Visual InspectionDocument10 pagesBritish Standard 5289: 1976: Visual InspectionMarcelo Rodriguez FujimotoNo ratings yet
- Welding Electrode NomenclatureDocument3 pagesWelding Electrode NomenclaturedcevipinNo ratings yet
- Piping System Hydraulic Test Procedure R0Document6 pagesPiping System Hydraulic Test Procedure R0cmc261185No ratings yet
- Types of Flanges-Definition of FlangesDocument4 pagesTypes of Flanges-Definition of FlangesindikumaNo ratings yet
- E1003-13 Standard Practice For Hydrostatic Leak Testing PDFDocument3 pagesE1003-13 Standard Practice For Hydrostatic Leak Testing PDFudomNo ratings yet
- Is 4310 Spec Weldeable Steel Pipe Fittings For Marine PurposesDocument12 pagesIs 4310 Spec Weldeable Steel Pipe Fittings For Marine Purposesnarasimhareddy415No ratings yet
- Introduction To Heat Exchangers (HXS) : DR Rashid AliDocument36 pagesIntroduction To Heat Exchangers (HXS) : DR Rashid AliUsama IbrahimNo ratings yet
- Types of Welding JointsDocument20 pagesTypes of Welding Jointssuresh rajendranNo ratings yet
- Reflected in WPS If Accepted: FCC BCC HCP FCC Ductile BCC FCC TightDocument3 pagesReflected in WPS If Accepted: FCC BCC HCP FCC Ductile BCC FCC TightAnonymous DMdGdsOENo ratings yet
- Gaurav Chudasama ContentDocument11 pagesGaurav Chudasama ContentDevashish JoshiNo ratings yet
- GMAWDocument12 pagesGMAWsushant47No ratings yet
- Welding& Inspection WPS& WelderDocument112 pagesWelding& Inspection WPS& WelderNitesh Garg100% (7)
- Nit 2019 20 56 Wps 1569579575Document16 pagesNit 2019 20 56 Wps 1569579575vijayachiduNo ratings yet
- Metallurgy and Chemical Composition of Steam Turbine Components (Part-1)Document2 pagesMetallurgy and Chemical Composition of Steam Turbine Components (Part-1)kattukoluNo ratings yet
- Materials Science & Engineering C: ReviewDocument19 pagesMaterials Science & Engineering C: ReviewAndreaNo ratings yet
- The Periodic Table of Elements: Atomic Number Symbol ElementDocument2 pagesThe Periodic Table of Elements: Atomic Number Symbol ElementJan Angela BaylonNo ratings yet
- 3 Diagram FasaDocument86 pages3 Diagram FasaFahrussalamNo ratings yet
- High Density of Micro Cracks of Chrome LayerDocument1 pageHigh Density of Micro Cracks of Chrome Layermp87_ingNo ratings yet
- Metal-Ceramic Shell Interactions During Investment Casting: C. Mahimkar, V. L. Richards, and S. N. LekakhDocument11 pagesMetal-Ceramic Shell Interactions During Investment Casting: C. Mahimkar, V. L. Richards, and S. N. LekakhTraian TiberiuNo ratings yet
- A48Document6 pagesA48Luis Fernando LaverdeNo ratings yet
- 60 Years of Rolling MillsDocument28 pages60 Years of Rolling MillsAnurag Ramdas100% (2)
- ShahariarChina For Samsung VCM, Steel Sheet For Refrigerator Door Panel - China Vinyl Coated Metal, Refrigerator Door PanelDocument6 pagesShahariarChina For Samsung VCM, Steel Sheet For Refrigerator Door Panel - China Vinyl Coated Metal, Refrigerator Door PanelShahariar SabbirNo ratings yet
- Low Melting Point Alloys: Standard Specification ForDocument4 pagesLow Melting Point Alloys: Standard Specification ForROHITNo ratings yet
- FabshieldXLR 8Document2 pagesFabshieldXLR 8Michael ClaphamNo ratings yet
- Microstructure of Cast Titanium AlloysDocument6 pagesMicrostructure of Cast Titanium AlloysAli KhalilNo ratings yet
- List of Cations and AnionsDocument1 pageList of Cations and AnionsAudrina Norbert76% (29)
- Astm A490m 1993Document5 pagesAstm A490m 1993Jesse ChenNo ratings yet
- URB25Document4 pagesURB25malika_00No ratings yet
- Saudi Aramco Steel Repair MethodDocument11 pagesSaudi Aramco Steel Repair MethodDelta akathehuskyNo ratings yet
- Astm A194 A194m 23Document7 pagesAstm A194 A194m 23Kalanithi GKNo ratings yet
- List of Common Gangue Minerals - Introduction To Mineral ExplorationDocument1 pageList of Common Gangue Minerals - Introduction To Mineral ExplorationKareemAmen100% (1)
- Agua de Mar en Lixiviacion de CalcopiritaDocument8 pagesAgua de Mar en Lixiviacion de CalcopiritaMatias Varas AlarconNo ratings yet
- Acero 2333Document16 pagesAcero 2333RodrigoNo ratings yet
- Chalco Leach MSA and H2O2Document9 pagesChalco Leach MSA and H2O2Ade SatriaNo ratings yet
- 2011 JIS CatalogueDocument104 pages2011 JIS Catalogueedhy_03No ratings yet
- Tugboat material list and drawingsDocument3 pagesTugboat material list and drawingsphankhoa83-1No ratings yet
- Resultados - Aceite - Gloria IllapuDocument3 pagesResultados - Aceite - Gloria IllapuDavid Chapoñan PascoNo ratings yet
- Elems 10Document101 pagesElems 10Reynald de VeraNo ratings yet
- 02-02 Crystal StructureDocument15 pages02-02 Crystal StructureidanfriNo ratings yet
- A Corrosion Testing Method For Titanium in Nitric Acid EnvironmentsDocument5 pagesA Corrosion Testing Method For Titanium in Nitric Acid EnvironmentsCarlosNo ratings yet
- Fe-C Equilibrium Diagram PhasesDocument2 pagesFe-C Equilibrium Diagram Phasesروشان فاطمة روشانNo ratings yet
- Dental Casting Alloy GuideDocument70 pagesDental Casting Alloy GuideVeena Goud100% (1)
- m705 grn360 Kv20series20flyDocument2 pagesm705 grn360 Kv20series20flyKek Siang MingNo ratings yet