
You might also like
- Wear Mechanism of Exhaust ValveDocument8 pagesWear Mechanism of Exhaust Valvemuki10No ratings yet
- Yogesh Aghav 2Document7 pagesYogesh Aghav 2pranjalbaruah8No ratings yet
- Thermal Shock Corrosion of Valve SteelsDocument13 pagesThermal Shock Corrosion of Valve Steelsmuki10No ratings yet
- Wear and Wear Mechanism Simulation of Heavy-Duty Engine Intake Valve and Seat InsertsDocument13 pagesWear and Wear Mechanism Simulation of Heavy-Duty Engine Intake Valve and Seat Insertsmuki10No ratings yet
- Engine Combustion Deposit PDFDocument16 pagesEngine Combustion Deposit PDFMomina AliNo ratings yet
- Technical Data Sheet: Persang Alloy Industries Pvt. LTDDocument2 pagesTechnical Data Sheet: Persang Alloy Industries Pvt. LTDmuki10No ratings yet
- SAC305 Lead Free Electrolytic Wave Solder Product Bulletin: Metallic Resources, IncDocument2 pagesSAC305 Lead Free Electrolytic Wave Solder Product Bulletin: Metallic Resources, Incmuki10No ratings yet
- Valve Face BurningDocument2 pagesValve Face BurningMomina AliNo ratings yet
- Transient Thermal Analysis of Engine Exhaust ValveDocument20 pagesTransient Thermal Analysis of Engine Exhaust Valvemuki10No ratings yet
- Understanding Valve Design and AlloysDocument6 pagesUnderstanding Valve Design and Alloysmuki10No ratings yet
- Combating automotive engine valve recession through testing and modelingDocument4 pagesCombating automotive engine valve recession through testing and modelingmuki10100% (1)
- 7-Failure Analysis of InternalDocument9 pages7-Failure Analysis of Internalrajeshsrajan1974No ratings yet
- SAC ALLOY 305 MaterialDocument2 pagesSAC ALLOY 305 Materialmuki10No ratings yet
- Nodal Analysis for Improving Gas Lift Wells ProductionDocument10 pagesNodal Analysis for Improving Gas Lift Wells ProductionSeth CheathamNo ratings yet
- Effects of High Temperature On The Microstructure of Engine ValvesDocument5 pagesEffects of High Temperature On The Microstructure of Engine ValvesMomina AliNo ratings yet
- Reference LetterDocument2 pagesReference Lettermuki10No ratings yet
- Lead-Free Comparison of AlloysDocument11 pagesLead-Free Comparison of Alloysmuki10No ratings yet
- Gas Lift Paper ResearchDocument15 pagesGas Lift Paper Researchmuki10No ratings yet
- Wellbore Cleanout ReportDocument2 pagesWellbore Cleanout Reportmuki10No ratings yet
- SAC ALLOY 305 MaterialDocument2 pagesSAC ALLOY 305 Materialmuki10No ratings yet
- SAC 305 Bar Solder Data SheetDocument2 pagesSAC 305 Bar Solder Data Sheetmuki10No ratings yet
- Add To Study GuideDocument16 pagesAdd To Study Guidemuki10No ratings yet
- Ultrapure K100LD Bar SolderDocument2 pagesUltrapure K100LD Bar Soldermuki10No ratings yet
- CNG Blasts Kill Two, Injure 10 in Peshawar, NowsheraDocument3 pagesCNG Blasts Kill Two, Injure 10 in Peshawar, Nowsheramuki10No ratings yet
- Gas Lift Paper 1Document12 pagesGas Lift Paper 1muki10No ratings yet
- Metal Foam Heat ExchangerDocument16 pagesMetal Foam Heat Exchangermuki10No ratings yet
- Technical Data Sheet: Persang Alloy Industries Pvt. LTDDocument2 pagesTechnical Data Sheet: Persang Alloy Industries Pvt. LTDmuki10No ratings yet
- Demister EfficiencyDocument9 pagesDemister EfficiencyHastelloy MonelNo ratings yet
- ME4Document12 pagesME4muki10No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Circ BaseDocument8 pagesCirc BaseMario Sajulga Dela Cuadra100% (1)
- Cohen-Tannoudji - Quantum Mechanics, Vol.1Document887 pagesCohen-Tannoudji - Quantum Mechanics, Vol.1elke_hk100% (15)
- Absorption Refrigerator - WikipediaDocument5 pagesAbsorption Refrigerator - Wikipediaaravind grandhiNo ratings yet
- MSC 337Document36 pagesMSC 337Alfred Esquillio MontealtoNo ratings yet
- CF4-GRID 8A-D, 8A-D1 Also Refrence For CF-1, CF3, CF2Document4 pagesCF4-GRID 8A-D, 8A-D1 Also Refrence For CF-1, CF3, CF2Parvez KhanNo ratings yet
- Kinematics and Dynamics of Machines ProblemsDocument8 pagesKinematics and Dynamics of Machines ProblemsAmadeo ErebaraNo ratings yet
- Solutions For Physics and ChemistryDocument52 pagesSolutions For Physics and ChemistryPsatis PatelNo ratings yet
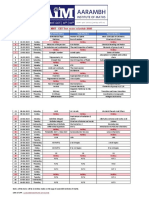
- MHT-CET 2023 Test Series ScheduleDocument2 pagesMHT-CET 2023 Test Series ScheduleVarad DNo ratings yet
- Melting and Solidification of A Metal System in A Rectangular CavityDocument11 pagesMelting and Solidification of A Metal System in A Rectangular CavityLucas SantosNo ratings yet
- Li 2016Document10 pagesLi 2016baihaqiNo ratings yet
- Distillation Process CalculationDocument11 pagesDistillation Process CalculationjaffliangNo ratings yet
- Manual For Design and Detailing of Reinforced Concrete 2013 HK GuideDocument301 pagesManual For Design and Detailing of Reinforced Concrete 2013 HK GuideLau Kim HwaNo ratings yet
- Ideal GasDocument60 pagesIdeal Gas68zrvtr9bfNo ratings yet
- Restrictive OrificeDocument11 pagesRestrictive Orificeligia hancu100% (1)
- H H H H H H: Ray OpticsDocument61 pagesH H H H H H: Ray OpticsAnonymous BnbPSoovbNNo ratings yet
- PaperchinaDocument10 pagesPaperchinaRAM KUMARNo ratings yet
- Final Bridge Design Report (Berhampur AniDocument98 pagesFinal Bridge Design Report (Berhampur AniYogesh Indolia100% (6)
- Chemical Engineering and Processing- Process Intensification Volume 48 Issue 5 2009 [Doi 10.1016_j.cep.2009.03.001] Christina B. Dirk-Faitakis; Weizhu an; Tzong-Bin Lin; Karl T. Ch -- Catalytic Distillation for SimulDocument8 pagesChemical Engineering and Processing- Process Intensification Volume 48 Issue 5 2009 [Doi 10.1016_j.cep.2009.03.001] Christina B. Dirk-Faitakis; Weizhu an; Tzong-Bin Lin; Karl T. Ch -- Catalytic Distillation for SimulAdi Prima RizkiNo ratings yet
- Unified Field Theory ExplainedDocument22 pagesUnified Field Theory ExplainedSaran AyyappanNo ratings yet
- Combustion Physics by C K LawDocument11 pagesCombustion Physics by C K LawSuvendu Kumar SethyNo ratings yet
- The (N, G) Cross Section of 135 - Cs.Document25 pagesThe (N, G) Cross Section of 135 - Cs.Saed DababnehNo ratings yet
- Sheet: 4: 1) Two Plates of 7 MM Thick Are Connected by A Triple Riveted Lap Joint of ZigDocument1 pageSheet: 4: 1) Two Plates of 7 MM Thick Are Connected by A Triple Riveted Lap Joint of ZigBen AhmedNo ratings yet
- ADM GEN - CHEMISTRY 2 Lesson 1Document23 pagesADM GEN - CHEMISTRY 2 Lesson 1EDGAR RIVERANo ratings yet
- Direct Shear (Astm D 3080) : Grafik Tegangan Geser Vs Displacement Grafik Tegangan Geser Max Vs Tegangan Geser NormalDocument2 pagesDirect Shear (Astm D 3080) : Grafik Tegangan Geser Vs Displacement Grafik Tegangan Geser Max Vs Tegangan Geser NormalMuhammad AziziNo ratings yet
- Chapter 1 Part 2Document26 pagesChapter 1 Part 2Mustafa OmerNo ratings yet
- Integrated Reservoir ModelingDocument24 pagesIntegrated Reservoir Modelingc_b_umashankarNo ratings yet
- Non-Destructive Inspection of Low-Pressure Steam Turbine BladesDocument2 pagesNon-Destructive Inspection of Low-Pressure Steam Turbine BladesBusairi AchmadNo ratings yet
- Wave Optics AssignmentDocument2 pagesWave Optics AssignmentSugam KapoorNo ratings yet
- The Structure of Crystalline Solids: Chapter 3 - 52Document42 pagesThe Structure of Crystalline Solids: Chapter 3 - 52Ali ZbayelNo ratings yet
- Determining SIMS Relative Sensitivity Factors From Ion Implanted External StandardsDocument3 pagesDetermining SIMS Relative Sensitivity Factors From Ion Implanted External StandardsLuigi HernándezNo ratings yet




















































































![Chemical Engineering and Processing- Process Intensification Volume 48 Issue 5 2009 [Doi 10.1016_j.cep.2009.03.001] Christina B. Dirk-Faitakis; Weizhu an; Tzong-Bin Lin; Karl T. Ch -- Catalytic Distillation for Simul](https://imgv2-2-f.scribdassets.com/img/document/212683560/149x198/61db6a310c/1439890498?v=1)











