NOTA TECNICA
CALIDAD DE LOS PRODUCTOS ASERRADOS DE
MADERA COMO EFECTO DE LA CALIDAD DEL.
ACABADO DEL FILO DE LAS SIERRAS DE CINTAS,
Shonattan Trejo Pablo Ninin Franz Rossso®
\“2.Maestria en Ingenieria Mecinica Universidad de los Andes,
©O—MSe. Forest Industries Technology (WALES)
Resumen: Se estudio ol efecto que cjerwe un acabado final en el afilado de
smas de Cintas sobre el
pracesamiento primario de maderss PERTENECIENTES al Grupo Energética ll. Para ello se prepararon
dos tipos de herramientas de corte con idénticas magnitudes de parimetros geométricos,considerando como
variables del estudio una Herramienta A representativa DE! afilado convencionalmente aplicado en la
industria del aserrio nacional al empleartnicemente una picdra abrasiva de granulometria 60 (picdra de
desbast), versus una Herramienta B representativa DE un acabado final del aflado con notable reduccién
de In rugosidad del metal y una disminucidn en la cantidad de rebabas de las aristas de los dienes de la
hhermaienta, al aplicar un tratamiento ADICIONAL con una piedra abrasiva de granulometria 120 (piedra
para acabado final). La Herramienta B demostrd superioridad, puesto que se logr6 reducie ala mitad la
‘antidad de productos defectuosos obtenidos con la Herramienta A, por ende se duplics la eanidad de
productos conformes con latolerancia dimensional establecda por la norma nacional COVENIN y la norma
Americana SPIB. Esto reflejé una Diferencia Altamente Signficaiva entre ambas herramienas.
‘Palabras clave: Aserrado de madras’ Control dimensional’ Variacionce dimensionalew Siemas de Cinta!
Norma COVENIN/ Norma SPIB.
MANAGEMENT OF THE PRODUCTS QUALITY IN
TIMBER SAWING AS AN EFFETC ON THE BLADE
QUALITY IN BANDSAWS
Tr was studied the effect that offers a finish on the sharpening of Bandsaws on the primary
of woods for the Energetic Group IL. Two types of cuting tools with identical geometrical
parameters were prepared, assigning as variable for this study a Tool A that represents the sharpening
conventionally applied in the national sawmills industry by using only an abrasive stone with grain 60
(grinding stone), versus a Tool B that represents a finish in the sharpening of the bandsaws reducing
Fcantly the roughness of the metal and decreasing the amount of burrs on the tcth edges ofthe tool by
apply a final treatment with an abrasive stone with grain 120 (finish stone). The Tool B had a superior
bbchavior than Too! A, because the number of defective products obtained withthe Tool A were halved. The
products which comply the dimensional tolerances established by the COVENIN (national standard) and
the SPIB (american standard) were doubled. It demonstrated a Highly Significant Difference between both
tools.
Key words: Timber Sawing] Dimensional Control! Dimensional Variations! Bandsawal COVENIN Standard
SPIB Standard
QUEWCTA y TEQMOLOCHA siternen 15, 9°61, 2011 pp 232-241
Trejo. Ja Nit
LINTRODUCCION
El aserrado de la madera es la transformacién primaria de las
trozas 0 rolas, es decir, el corte primario de la madera, cuya
finalidad es dar ala madera una escuadria determinada, la cual
tno es mis que la expresin numérica DE los productos 0
piiezas aserradas (espesor, ancho y largo); através del empleo
de sierras de diversos tipos (JUNAC, 1989).
En el proceso de aserrado o corte de la madera, se persiguen
constantemente cinco (5) metas fundamentales, las cuales son
(NININ, 1986)
+ Obiener calidad de superficies y precision en los cores.
+ Limitar las pérdidas de materia prima.
+ Obiener eficiencia en la operacién,
+ Limitar el desgaste de los filos
+ Limitar el consumo de energia.
El procesamiento de la madera al igual que cualquier otro
‘material, esta influenciado por diversos factores, los cuales
estin asociados a tres (3) grandes grupos. Un primer grupo,
por todos aquellos factores inherentes a la materia prima
(especie, propiedades mecénicas, constitucién quimica,
PRsTILLA DE
+ ESTELITE
Paso
L-
ACTuRA
DENTE
1
x
\capacinas De
arcana
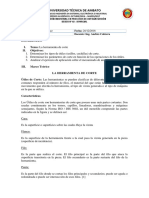
Conociendo perfectamente los parimetros zeométricos de las
hherramientas de corte, los parimetros inherentes a la materia
prima y conociendo perfectamente las caracteristicas y las
ccapacidades de los equipos (capacidad instalada) se pueden
‘optimizar las operaciones de produecién y lograr acceder a los
cespesores de viruta Sptimos.
vray de Cinta, (Izquierda TREJO F. et.
. Calidad de las productos aserrados de madera como efecto del acabado del flo de las sierra.
contenido de humedad, temperatura), un segundo grupo por
todos aquellos factores inherentes las herramientas de corte
(caracteristicas geométricas de las herramientas, agudeza de
los fils, fricci6n con la madera), y un tereer gran grupo por
todos aquellos factores inherentes a las condiciones de corte
(velocidad de la herramienta, velocidad de alimentacién,
espesores de viruta,alturas de corte, anchos de corte).
Las Sierras de Cinta estin compuestas esencialmente por dos
(2) volantes, dispuestos en un mismo plano (horizontal 0
‘vertical), soportados por una columna cuya separacién puede
ajustarse. En los bordes de los volantes (superior e inferior)
‘std colocada una hoja de sierra soldada en sus extremos la
‘cual constituye una cinta dentada sin fin,
Las herramientas de corte empleadas son sierras de cinta
‘conformadas por un cuerpo y una dentadura, IAS cuales deben
recibir una adecuada preparacién para poder cumplir su
funcion.
Los parimetros mis importantes que se deben sefalar all
specifica una sierra de cinta son: ancho (mum), espesor (mm),
longtud (mm) y las caracterstcas tenicas de su dentadura
paso (mm), altura del diente (mm), capacidad de garganta
lo fire 7) (arados)
ulo de hiervo (Bt (grados), sus valores ce traba () (ram
sus dngulos de ectificacin tanto frontal (RF) (grados), como
lateral (RL) (grados), y el tipo de perfil de la dentadura
empleada,
2007., Derecha JUNAC, 1989),
El espesor de viruta es la cantidad lineal teérica de madera
‘tomada por cada diente en la misma direccién del avance de
la madera o Ia herramienta, El espesor de viruta 6ptimo es
‘aquel que para una altura de corte dada satura la capacidad de
‘evacuacién de las gargantas con el aserrin resultante (NININ,
1986),
MEVEDSEDAD, CIFNCHA y TEC!
En la biisqueda de optimizar las operaciones de produecién y
simplificar actividades en Ia industria, se realiz6 una
clasificacién en seis (6) grupos considerados como Grupos
Energéticos, los cuales estin relacionados con la resistencia
que oftece la madera al corte (dureza, resistencia al
cizallamiento longitudinal, tenacidad, densidad) y los
parimetros recomendados para su_procesamiento
(herramientas éptimas y condiciones de procesamiento). Para
‘mayor informacién al respecto, véase: NININ S. LUC, 1986,
en su capitulo de Dentaduras éptimas y Grupos energeticos
dol Manual de aserrado y afilado. Universidad de Los Andes,
Il, DESARROLLO.
1, Productos y Normativas de Calidad
Ya se mencioné que el aserrado de la madera es simplemente
‘un proceso de transformacién de la materia prima, mediante el
uso de maquinarias y equipos de corte automiticos o
‘manuales, para obtener diversos productos en forma de
paralelepipedo regular a los cuales se lamara piezas aserradas.
Estas piezas aserradas estin definidas y clasificadas por sus
dimensiones (largo, ancho y espesor). Estas dimensiones estin
‘en concordancia con los estindares comerciales y para ello se
han establecido diversas normas nacionales ¢ intemacionales
que regulan la estabilidad de los productos.
Enel caso de Venezuela, la Comision Venezolana de Normas
Industriales establece en la norma COVENIN 2776 ~91 para
Madera Aserrada, los requisitos minimos que debe cumplir la
‘madera aserrada para su clasificacién, fijando entre otras
cosas, una serie de Tolerancias que regulan las variaciones
dimensionales admisibles de los productos. Caso similar
‘ocurre en los Estados Unidos de Norte América con la norma
‘Souther Pine Inspection Bureau (SPIB), la cual se centra en
las maderas de Pino.
En esta investigacién, se consideraron ambas normas para el
analisis, puesto que COVENIN establece las normativas
industriales de Venezuela y como se mencioné la SPIB es una
norma referencial exclusiva para Pinos y Venezuela cuenta con
luna gran reserva forestal para el procesamiento del Pino Caribe.
2. MATERIALES Y METODOS
2.1Herramientas de corte empleadas
Se prepararon bajo idénticas condiciones y_parimetros
‘geométricos dos (2) Sierras de Cintas (Herramientas de corte
evaluadas), identificdndolas como Herramienta Ay
Herramienta B.
WEA Volumen 15,.N°61, pp 232-241
Para ambos casos, las caracteristicas y parimetros
‘geométricos fueron los siguientes:
2.2. Caracteristicas de las Herramientas:
= Ancho = 200 mm
= Espesor= 1,45 mm
= Longitud = 9.000 mm
2.3. Pardimetros Técnicos de las Dentaduras:
= Perfil
Pico de Loro
= Paso = 50 mm
= Altura de los dientes = (17-18) mm
= Capacidad de las gargantas $04 mm?
Angulo de Corte (a) ~ 30°
Angulo Libre (9) ~ 10°
Angulo de Hierro ((})~ 50°
era)
= Thala (derecha e iz 8 mor
= Angulo de Rectfcacién Frontal = 7°
= Angulo de Rectfcacién Lateral = 6°
24, Herramienta A.
La Herramienta A, representa al tipo de afilado
convencionalmente empleado en la Industria nacional del
asetrio, el cual consiste en luego del respectivo diagnéstico
y preparacién de los parimetros geométricos de la
herramienta, hacerla pasar por el equipo de afilado de sierras
de cintas de forma tradicional, empleando una piedra
abrasiva de éxido de aluminio blanco, con una liga cerimica
vittificada de granulometria 60 habitualmente empleada en
Venezuela.
Esta técnica es aplicada sobre la dentadura de las herramientas
(Sierras de Cintas) con la finalidad de limpiar los dorsos de los
dientes, eliminar de los fondos de gargantas las micro fisuras
zgeneradas producto de la fatiga del metal, afilar y corregir
{tanto la linea de corte como las arstas de cada diente, tal como
se aprecia en la Figura 2,
Figura 2: Recorrido de la piedra abrasiva sobre
Ia Sierra de Cinta (JUNAC, 1989)
‘Tradicionalmente en la industria del asertio nacional, tanto
ppblica como privada, realizan esta actividad de la forma
deserita y luego las herramientas ya “afiladas”, pasan al
almacén de sierra de cintas operativas o en el peor de los casos
son montadas directamente sobre los volantes para una puesta
‘en operacién de forma inmediata
Esto evidencia, la estrecha relacién existente entre la calidad
del trabajo ylo trabajo minucioso realizado en las salas de
afilado de los aserraderos versus los inesperados
ccontratiempos presentados por Ia ocurrencia de productos
(piezas aserradas) defectuosos y de baja calidad.
En el detalle y profundizando en las caracterisicas observadas
sobre una herramienta “normalmente” afilada bajo. la
cotidianidad del trabajo industrial realizado en las salas de
afilado en Venezuela, se evidencian herramientas con altas
cantidades de rebabas filmente observables al ojo humano,
superficies con abundante rugosidad en los fondos de
gargantas, dorso de los dientes y sobre las caras de corte,
‘ocasionadas por la aparicién de rayas profundas (si se
vvisualizan con lupa de aumento) de forma perpendicular al eje
de las cintas, las cuales son producto del paso de la piedra
abrasiva para desbaste (granulometria 60).
De igual manera, al observar con lupa de aumento (12X) sobre
los extremos de los dientes de la herramienta, se evidencia el
cexceso de rebaba sobre la linea de corte, atistas fragmentadas,
romas, incluso quemadas producto de un brusco impacto entre
el abrasivo y el metal de la herramienta, observado de igual
forma en los fondos de las gargantas.
‘TREJO Ft. al, 2007, afirmé que, estas superficies rugosas
yyestas cantidades excesivas de rebabas sobre las herramientas
de corte, inciden de forma directa y significativamente tanto
EN el deterioro de las sierras de cintas como EN el consumo
cenergetico producto del empleo de estas herramientas en tales
condiciones.
17. Calidad de los productos aserrados de madera como efecto del acabado del filo de las sierras,
2.8, Herramienta B
La Herramienta B, representa un tipo de afilado con alta
calidad de superficie y un trabajo minucioso pero sencillo, el
cual consistié en luego del tradicional afilado de la
herramienta de corte segin lo descrito anteriormente,
simplemente en hacer pasar de forma suave sobre la dentadura
de la sierra de cinta, una piedra abrasiva de mayor
‘granulometria (grano 120) y matriz resinoide, con el objetivo
de eliminar los residuos metilicos en forma de rebabas,
disminuir larugosidad del metal en los fondos de las gargantas
'yprincipalmente sobre las caras de corte, incluyendo las
de corte y aristas de los dientes de la herramienta B.
Para que esta técnica sea efectiva en el procesamiento
industrial, es importante contar con un minimo de herramientas
de corte clasificadas para su uso por turnos de trabajo, para
disponer del tiempo requerido en las salas de afilado, con el
fin de realizar el recorrido sobre la cinta, hasta notar la
disminucién de la rugosidad en las caras de corte y los fonds
de gargantas, puesto que las rebabas existentes précticamente
son eliminadas en las primeras pasadas de la piedra abrasiva de
granulometria 120. (;Se ha estimado el tiempo de esta
actividad combinada: reafilado- inspeccién visual?)
Es importante resaltar que en venezuela existe un cireulo
vvicioso parad6jico entre el mercado de los productos abrasivos
y la industria del aserrio, puesto que este tipo de piedras
abrasivas (granulometria 120 matriz resinoide) como noson
‘demandadas por el mercado , no se ofertan en el mismo, lo
que obstaculiza su adquisicién y mantenimiento ojo en los
almacenes. en la industria del aserrio no se solicitan estas
ppiedras abrasivas puesto que se desconocen sus beneficios por
lo que no se disponen con facilidad en las principales
distribuidoras de abrasivos del pais.(esto indica que por ahora
‘el método propuesto no es factible téenicamente).
Para validarcientificamente Ia SUPERIORIDAD DE UN
METODO SOBRE EL OTRO(Herramienta A y Herramienta
5), se contrastaron los parimetos geométricosrecomendados
por NININ, 1986, para el Grupo Energético correspondiente,
en la bisqueda del uso de herramientas éptimas, sobre los
Parimetros geométricos de las herramientas empleadas. Se
‘empleo un Vernier Digital con precsién de 0,001 mam y un
Medidor de Trabas con precision de 0,01 mm,
La verificacin se llevé a eabo con una intensidad de muestreo
del 20% de los dientes que conforman las herramientas en
ccuestién, los cuales fueron seleccionados de forma aleatoria
Luego de preparar las herramientas, verificar sus magnitudes
¥y analizar los resultados del diagndstico, se logré obtener la
‘conformidad comparativa de las herramientas, puesto que el
coeficiente de variacién CV (%) determinado entre los dientes
seleccionados fue inferior al 10%, discriminado de la
siguiente manera:
___SMIVEDSIDAD, CIFNCHA y FC!
= CV (%6) de la muestra (para n = 40 dientes) = 644%
= CV (a) del ingula de corte (a) 6.44%
= CV a} del ingute libre (71 6.78%
= CV (er del angula de hiero (B 6.59%
= CV a) dela Traba inquiceda Q.
= CV (ede la Trabs derecha (2d)
08%
3. Maquinaria ut
‘La maquinaria empleada fue una Sierra de Cinta 0 Sierra
Principal de 1.400 mm de didmetro de volantes, con potencia
rng holgada de S4 HP, perteneciente al Laboratorio Nacional de
Productos Forestales de la Universidad de Los Andes (LNPF
ULA), Mérida ~ Venezuela.
4. Materia prima procesada
La especie utilizada fue un Pino Patula procedente de la
hacienda San Eusebio ULA - Mérida / Venezuela, con un
valor promedio de densidad de 0,527 gr/em? en sus zonas mis
homogéneas, que corresponde al Grupo Energético I que
barca un rango de densidad de (0,5 ~ 0,6) griem’, segiin lo
establece NININ, 1986, y con un contenido de humedad
(CH) promedio inmerso dentro del rango considerado por el
Punto de Saturacién de las Fibras.
Para obtener mayor precisidn en las causas asignables a la
hherramienta, especificamente al tipo de afilado, se
estandarizaron las alturas de corte (he) a 30 em (+ 3 em), con
la finalidad de mantener siempre la misma cantidad de dientes
haciendo su trabajo sobre la madera, para nuestro caso 6
dientes trabajando a la vez,
‘Al estandarizar las alturas de corte (he) y la velocidad de la
hherramienta (Vh), para el grupo energético al que corresponde
wt wea ws
EMA Vitumen 15, N° 61. pp 232-241
la especie empleada (grupo energético II), conociendo
perfectamente los pardmetros téenicos de las herramientas
‘empleadas, se puede acceder a trabajar con espesores de viruta
You might also like
- Manual CuchillosDocument120 pagesManual CuchillosMathu GarridoNo ratings yet
- 2.1.1 Materiales FerrososDocument6 pages2.1.1 Materiales FerrososMaleny YañezNo ratings yet
- Teorias Sobre El Maquinado de La MADERA - Aplicabilidad - 6pDocument6 pagesTeorias Sobre El Maquinado de La MADERA - Aplicabilidad - 6pMiky Mike0% (1)
- Labrado Mecanizado PDFDocument99 pagesLabrado Mecanizado PDFTup AckNo ratings yet
- Astm - MaderaDocument14 pagesAstm - MaderaJuan Carlos Cardenas Alanya0% (1)
- Paper Ansys Mecanizado2Document8 pagesPaper Ansys Mecanizado2Diego MolinaNo ratings yet
- Optimización de condiciones de corte en maquinado de maderaDocument9 pagesOptimización de condiciones de corte en maquinado de maderalhNo ratings yet
- Caracterización Mecánica de Placas Dentadas Estructurales para El Diseño de Vigas Reticuladas de Pino Oregón (Pseudotsuga Menziesii (Mirb.) Franco)Document28 pagesCaracterización Mecánica de Placas Dentadas Estructurales para El Diseño de Vigas Reticuladas de Pino Oregón (Pseudotsuga Menziesii (Mirb.) Franco)Cristian PNo ratings yet
- Resumen 3. Aserrados y Tableros. 2020 Ii. Dr. Walter Panduro Calderón.Document76 pagesResumen 3. Aserrados y Tableros. 2020 Ii. Dr. Walter Panduro Calderón.MateoNo ratings yet
- Herramientas de Corte.Document26 pagesHerramientas de Corte.Gilberto Morales100% (2)
- Disminución del desgaste de herramientas cortantes y ahorro energético como efecto de la calidad del filo de sierras de cintasDocument21 pagesDisminución del desgaste de herramientas cortantes y ahorro energético como efecto de la calidad del filo de sierras de cintasBRANDON QUEZADA ARCENo ratings yet
- Manual Practicas Aserrio de La MaderaDocument21 pagesManual Practicas Aserrio de La MaderaJhans Michael Quispe HoyosNo ratings yet
- ARTICULO CIENTIFICO - Rendimiento y Productividad de Un AserrioDocument8 pagesARTICULO CIENTIFICO - Rendimiento y Productividad de Un AserrioMarleni Reginaldo PomaNo ratings yet
- Taller 1 de OperatoriaDocument5 pagesTaller 1 de OperatoriaBrenda GarridoNo ratings yet
- Máquina cilindradora madera mangosDocument10 pagesMáquina cilindradora madera mangosJesus HernandezNo ratings yet
- Aplicación de La Criogenia en El Tratamiento Termico de Aceros para Trabajo en FrioDocument9 pagesAplicación de La Criogenia en El Tratamiento Termico de Aceros para Trabajo en FrioArnold Yassel Cabanillas Vigo100% (1)
- Selección de Herramientas de CorteDocument83 pagesSelección de Herramientas de CorteArmando VargasNo ratings yet
- Madera y Bosques 1405-0471: Issn: Publicaciones@ecologia - Edu.mxDocument12 pagesMadera y Bosques 1405-0471: Issn: Publicaciones@ecologia - Edu.mxPedro LagosNo ratings yet
- Tecnologias de AserraderoDocument38 pagesTecnologias de AserraderoMartin HernandezNo ratings yet
- Control de calidad y dimensiones en aserraderos de menos deDocument10 pagesControl de calidad y dimensiones en aserraderos de menos deEmanuel CardenasNo ratings yet
- Trabajabilidad de La MaderaDocument33 pagesTrabajabilidad de La MaderaEdwin PachecoNo ratings yet
- Sierra CircularDocument19 pagesSierra CircularChris RoblesNo ratings yet
- Evolucion Herramientas de CorteDocument4 pagesEvolucion Herramientas de CorteEdi BarajaNo ratings yet
- Grupo 3 Consulta I 2Document6 pagesGrupo 3 Consulta I 2HENRY DAVID PURUNCAJAS PAUCARNo ratings yet
- Factores Que Afectan El Coeficiente de AserríoDocument14 pagesFactores Que Afectan El Coeficiente de AserríoXimena Rojas GonzalesNo ratings yet
- Diapositivas Industrias1Document56 pagesDiapositivas Industrias1kevin john llatas florian100% (1)
- Informe BrocaDocument10 pagesInforme BrocaAnrres Velasquez GarciaNo ratings yet
- AserradoDocument7 pagesAserradoFarfros FarfrosNo ratings yet
- 16-Guia Lab Maderas UsachDocument37 pages16-Guia Lab Maderas UsachOmar Ricardo Durbahn UlloaNo ratings yet
- Maquinabilidad de Los Metales (Ensayo)Document5 pagesMaquinabilidad de Los Metales (Ensayo)Emiro Bonifacio Polo100% (2)
- Operaciones Básicas en TallerDocument41 pagesOperaciones Básicas en TallerJhojan Muñoz86% (7)
- Actividad #2 - 1er Corte - 20%. Tecnología MecánicaDocument10 pagesActividad #2 - 1er Corte - 20%. Tecnología MecánicaGeremy FranquizNo ratings yet
- Características de trabajabilidad de la madera de Pino Chuncho (Schizolobium amazonicumDocument14 pagesCaracterísticas de trabajabilidad de la madera de Pino Chuncho (Schizolobium amazonicumLena MeléndezNo ratings yet
- Clasificación Europea Madera Aserrada EstructuralDocument10 pagesClasificación Europea Madera Aserrada EstructuralsernielNo ratings yet
- Proceso de TaladradoDocument11 pagesProceso de TaladradoJonathan CedeñoNo ratings yet
- Operación Con Sierra Cinta para ContornosDocument5 pagesOperación Con Sierra Cinta para ContornosVictor TiconaNo ratings yet
- Corte y ClivajeDocument24 pagesCorte y ClivajeAngee Jeon ♡No ratings yet
- Estimación del espesor de viruta, rendimiento y productividad en el aserradero el Pino Distrito de CajasDocument5 pagesEstimación del espesor de viruta, rendimiento y productividad en el aserradero el Pino Distrito de CajasAlex T RodriguezNo ratings yet
- Fresado PresentacionDocument23 pagesFresado PresentacionDaniel Servin0% (1)
- Problemas Propuestos de Troquelado de La Chapa PDFDocument12 pagesProblemas Propuestos de Troquelado de La Chapa PDFJuancito TucupeiNo ratings yet
- Materiales para Herramientas de Corte de MetalDocument26 pagesMateriales para Herramientas de Corte de Metalmedwinm100% (4)
- Trabajo Calculo de Elementos de Maquinas LLDocument9 pagesTrabajo Calculo de Elementos de Maquinas LLAlonso GalvisNo ratings yet
- Herramientas de CorteDocument14 pagesHerramientas de CorteTodo FreeNo ratings yet
- Normas técnicas para construir en maderaDocument9 pagesNormas técnicas para construir en maderaLUIS ANDRADENo ratings yet
- Principios para Selección de Sierras CircularesDocument26 pagesPrincipios para Selección de Sierras CircularesJoas Alvarez PizarroNo ratings yet
- Reporte 2Document3 pagesReporte 2Gerardo López RamírezNo ratings yet
- Materiales para Herramientas de Corte de MetalDocument25 pagesMateriales para Herramientas de Corte de MetalJorgeluis GonzalesNo ratings yet
- Selección de materiales método tradicionalDocument14 pagesSelección de materiales método tradicionalEfrain Montoya guzmanNo ratings yet
- Cap 2, TensionesDocument34 pagesCap 2, TensioneskromoleonNo ratings yet
- ASM UD 1 Estándares Calidad SA 1Document17 pagesASM UD 1 Estándares Calidad SA 1Nicolai HinostrozaNo ratings yet
- ASM UD 1 Estándares Calidad SA 1Document17 pagesASM UD 1 Estándares Calidad SA 1Juan R. Julca TorresNo ratings yet
- Articulo Vigas Laminadas Pini Caribe Esfuerzosde DiseoDocument15 pagesArticulo Vigas Laminadas Pini Caribe Esfuerzosde DiseoRocael JuarezNo ratings yet
- Trabajo de Prensa Sobre Láminas MetálicasDocument17 pagesTrabajo de Prensa Sobre Láminas MetálicasCarlos NaranjoNo ratings yet
- Normas Tecnicas en MaterialesDocument7 pagesNormas Tecnicas en MaterialesJEFFERSON DAITON GOMEZ SHUPINGAHUANo ratings yet
- Planificacion Del MartilloDocument49 pagesPlanificacion Del MartilloWendy Panozo100% (4)
- Examen Tema 11 - 12 ProcesosDocument3 pagesExamen Tema 11 - 12 Procesosdavid898976777No ratings yet
- Mantenimiento a procesos de manufactura: Afilado de herramientas de corteDocument11 pagesMantenimiento a procesos de manufactura: Afilado de herramientas de corteCesar Valle Vizcaya LBsNo ratings yet
- UF1213 - Técnicas de mecanizado y metrologíaFrom EverandUF1213 - Técnicas de mecanizado y metrologíaRating: 4 out of 5 stars4/5 (5)
- ConservationDocument124 pagesConservationMario A. LeónNo ratings yet
- VariosDocument4 pagesVariosMario A. LeónNo ratings yet
- Dialnet ElOrigenDelEstado 2020484Document8 pagesDialnet ElOrigenDelEstado 2020484AleNo ratings yet
- Bio Divers Id AdDocument52 pagesBio Divers Id AdDavidNo ratings yet
- Cinpar 063Document11 pagesCinpar 063Mario A. LeónNo ratings yet