You might also like
- Introduction To Bits For Oil Well Drilling Introduction To Diamond BitsDocument9 pagesIntroduction To Bits For Oil Well Drilling Introduction To Diamond BitsRebar KakaNo ratings yet
- Week 6 CasingsDocument21 pagesWeek 6 CasingsSidra IqbalNo ratings yet
- Cutting Tool Applications Chapter 10: Boring Operations and MachinesDocument1 pageCutting Tool Applications Chapter 10: Boring Operations and MachinesVikas SharmaNo ratings yet
- Boring OperationDocument9 pagesBoring Operation3pherNo ratings yet
- Bits Reamers & Stabilizer Types in Drilling Oil and Gas IndustryDocument15 pagesBits Reamers & Stabilizer Types in Drilling Oil and Gas IndustryrahulNo ratings yet
- Pete321 Chapter4Document20 pagesPete321 Chapter4Jessica Cecilia Silva AnguloNo ratings yet
- Roller BitDocument16 pagesRoller BitRebar KakaNo ratings yet
- Drilling BitsDocument9 pagesDrilling BitsAli AbdelrahemNo ratings yet
- Ch-6 Reaming, Boring, BroachingDocument47 pagesCh-6 Reaming, Boring, BroachingAnkush AhirraoNo ratings yet
- Multi Point Cutting Tool Design PDFDocument73 pagesMulti Point Cutting Tool Design PDFsrutiiNo ratings yet
- Drill Bit Design and Process Article - DEW JournalDocument5 pagesDrill Bit Design and Process Article - DEW Journalginni koundalNo ratings yet
- Rock BitsDocument17 pagesRock Bitssuresh_501No ratings yet
- Lec9-Rock Cutting ToolsDocument27 pagesLec9-Rock Cutting ToolsEnchanting EffortNo ratings yet
- Grinding With Segments: Choosing the Right AbrasiveDocument5 pagesGrinding With Segments: Choosing the Right AbrasiveRajesh RamaswamyNo ratings yet
- Drill Bits - Taurex PDFDocument14 pagesDrill Bits - Taurex PDFCarlos Antonio Padra PerezNo ratings yet
- Ch-10 Grinding and FinishingDocument84 pagesCh-10 Grinding and FinishingNitin TembhurnikarNo ratings yet
- Lec9-Rock Cutting ToolsDocument35 pagesLec9-Rock Cutting ToolsAmraha NoorNo ratings yet
- Rollercone Bit DesignDocument15 pagesRollercone Bit Designvano0No ratings yet
- DI Geoset Stratapax EngDocument8 pagesDI Geoset Stratapax Engmyounis82No ratings yet
- Drill Bit Types - The Ultimate GuideDocument7 pagesDrill Bit Types - The Ultimate Guidev.andreadisNo ratings yet
- Ch-10 Grinding and FinishingDocument121 pagesCh-10 Grinding and FinishingMANJEET KUMARNo ratings yet
- Bit TechnologyDocument86 pagesBit TechnologyGlen RoelNo ratings yet
- Fea Stress Analysis of Drill BitDocument40 pagesFea Stress Analysis of Drill BitjagadeeshNo ratings yet
- Halliburton - FX Series™ Performance Drill Bits - h07259.2 PDFDocument2 pagesHalliburton - FX Series™ Performance Drill Bits - h07259.2 PDFandrzemaNo ratings yet
- Features of A Milling CutterDocument8 pagesFeatures of A Milling CutterAnuj KrNo ratings yet
- PDC bit design principlesDocument5 pagesPDC bit design principlessuresh_501No ratings yet
- Overview of Drill BitsDocument153 pagesOverview of Drill BitsJohnSmithNo ratings yet
- A Wheel Used For Cutting, Grinding, or Finishing Metal or Other Objects, and Typically Made of Abrasive Particles Bonded TogetherDocument4 pagesA Wheel Used For Cutting, Grinding, or Finishing Metal or Other Objects, and Typically Made of Abrasive Particles Bonded TogetherSofyan HadiNo ratings yet
- Rotary Drilling Bits GuideDocument153 pagesRotary Drilling Bits GuideHeris SitompulNo ratings yet
- Milling Tool DesignDocument18 pagesMilling Tool DesignSiddharth DubeyNo ratings yet
- Circular Saw - Technical DescriptionDocument17 pagesCircular Saw - Technical DescriptionPuneeth KumarNo ratings yet
- REDBACK® Roller Reamers: Technical OverviewDocument3 pagesREDBACK® Roller Reamers: Technical OverviewNoe LopezNo ratings yet
- ABRASIVE MACHINING PROCESSESDocument13 pagesABRASIVE MACHINING PROCESSESAbdulRehman Ahmed SoomroNo ratings yet
- Drill Bits 1Document43 pagesDrill Bits 1aly449440No ratings yet
- Drilling Bit SelectionDocument8 pagesDrilling Bit SelectionanateghpourNo ratings yet
- PENG 6002 - Assignment 1Document12 pagesPENG 6002 - Assignment 1Kirk Woo ChongNo ratings yet
- Good Cutting Punch and Die Maintenance: Follow Good Grinding PracticesDocument10 pagesGood Cutting Punch and Die Maintenance: Follow Good Grinding PracticesBaziNo ratings yet
- Drilling Bits: Islamic Azad University Science and Research Branch Drilling DepartmentDocument28 pagesDrilling Bits: Islamic Azad University Science and Research Branch Drilling Departmentali nahiNo ratings yet
- Rolling PDC Cutter Advances Drilling Efficiency in Granite Wash FormationDocument4 pagesRolling PDC Cutter Advances Drilling Efficiency in Granite Wash FormationRio RizkiNo ratings yet
- Ch-10 Grinding and FinishingDocument83 pagesCh-10 Grinding and FinishingPrateek Bayal100% (1)
- The Lathe 6. Drilling and Reaming 6.1 Drilling: Tailstock SetupDocument9 pagesThe Lathe 6. Drilling and Reaming 6.1 Drilling: Tailstock SetupPuneeth KumarNo ratings yet
- Drill Bit - WikipediaDocument55 pagesDrill Bit - Wikipediaaddisugebre2125No ratings yet
- Carbide Burs: Acrylic Finishing Burs. Fits Standard HandpiecesDocument5 pagesCarbide Burs: Acrylic Finishing Burs. Fits Standard HandpiecesBashayer AbdNo ratings yet
- Drill BitsDocument38 pagesDrill Bitsrizky8474No ratings yet
- Boosting Deep-Hole Drilling Productivity Up To 10 Times (MAN August 1999) PDFDocument3 pagesBoosting Deep-Hole Drilling Productivity Up To 10 Times (MAN August 1999) PDFchidambaram kasiNo ratings yet
- Broaching PrsDocument41 pagesBroaching PrsParag PatelNo ratings yet
- Broaching BasicsDocument5 pagesBroaching Basicssaritha0003No ratings yet
- Bedford Fabrication - Installation LR v07312018Document16 pagesBedford Fabrication - Installation LR v07312018gillang1No ratings yet
- TB Grinding-English PDFDocument20 pagesTB Grinding-English PDFITL200_UNo ratings yet
- 01 Drill Bits SeminarDocument80 pages01 Drill Bits SeminarjalalNo ratings yet
- Cutting With BroachDocument5 pagesCutting With BroachJori Kristian RidayatNo ratings yet
- Ch-6 Reaming, Boring, BroachingDocument58 pagesCh-6 Reaming, Boring, BroachingAnshul AgrawalNo ratings yet
- ReamerDocument8 pagesReamerEirick Wayne Zuñigga De-Itzel100% (2)
- Broaching Machining Process ExplainedDocument31 pagesBroaching Machining Process ExplainedSahil SethiNo ratings yet
- Drill BitDocument22 pagesDrill BitPinto JovitaNo ratings yet
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- Getting Started with Handplanes: How to Choose, Set Up, and Use Planes for Fantastic ResultsFrom EverandGetting Started with Handplanes: How to Choose, Set Up, and Use Planes for Fantastic ResultsRating: 1 out of 5 stars1/5 (1)
- Supply Chain Management Assignment-1Document2 pagesSupply Chain Management Assignment-1Z Babar KhanNo ratings yet
- ZohaiB CV Shabbir SBDocument3 pagesZohaiB CV Shabbir SBZ Babar KhanNo ratings yet
- Exercise QuestionsDocument1 pageExercise QuestionsZ Babar KhanNo ratings yet
- DR W. Edwards Deming 14 Principles PDFDocument2 pagesDR W. Edwards Deming 14 Principles PDFZ Babar KhanNo ratings yet
- Drilling Eng ExamDocument1 pageDrilling Eng ExamZ Babar KhanNo ratings yet
- Exercise QuestionsDocument1 pageExercise QuestionsZ Babar KhanNo ratings yet
- Sets and Numbering Systems Topic 1Document6 pagesSets and Numbering Systems Topic 1Z Babar KhanNo ratings yet
- Exercise QuestionsDocument1 pageExercise QuestionsZ Babar KhanNo ratings yet
- International Bebras Informatics Contest ResultsDocument1 pageInternational Bebras Informatics Contest ResultsZ Babar KhanNo ratings yet
- 1111Document24 pages1111Z Babar KhanNo ratings yet
- Internship ReportDocument47 pagesInternship ReportHarsh DadhichNo ratings yet
- Newsletter May-June 2016Document7 pagesNewsletter May-June 2016Z Babar KhanNo ratings yet
- Parenting AdvantageDocument14 pagesParenting AdvantageZ Babar Khan100% (2)
- ROCK FAILURE MECHANISMS AND DRILLING PERFORMANCEDocument11 pagesROCK FAILURE MECHANISMS AND DRILLING PERFORMANCEZ Babar KhanNo ratings yet
- Questions WellcontrolDocument10 pagesQuestions WellcontrolZ Babar KhanNo ratings yet
- Competing On The EdgeDocument6 pagesCompeting On The EdgeZ Babar KhanNo ratings yet
- Roller Cone Bit Geometry Design FactorsDocument7 pagesRoller Cone Bit Geometry Design FactorsZ Babar KhanNo ratings yet
- Bit Hydraulics EquationsDocument2 pagesBit Hydraulics EquationsZ Babar KhanNo ratings yet
- Training Couses CatalogueDocument99 pagesTraining Couses CatalogueZ Babar KhanNo ratings yet
- Bit Hydraulics EquationsDocument2 pagesBit Hydraulics EquationsZ Babar KhanNo ratings yet
- OFS PERMIT TO WORKDocument2 pagesOFS PERMIT TO WORKZ Babar KhanNo ratings yet
- Bit Types and Iadc ClassificationsDocument11 pagesBit Types and Iadc ClassificationsZ Babar KhanNo ratings yet
- Bottom Hole AssemblysDocument18 pagesBottom Hole AssemblysZ Babar KhanNo ratings yet
- Dusel: Working Group #9 Preliminary OutlineDocument15 pagesDusel: Working Group #9 Preliminary OutlineZ Babar KhanNo ratings yet
- Directional Drilling EqnDocument1 pageDirectional Drilling EqnscrbdgharaviNo ratings yet
- MBL923 Second AssignmentDocument20 pagesMBL923 Second AssignmentZ Babar KhanNo ratings yet
- Prevent Stuck PipeDocument65 pagesPrevent Stuck Pipeafreis29100% (2)
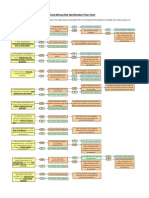
- Coal Mining Risk Identification Flow ChartDocument1 pageCoal Mining Risk Identification Flow ChartZ Babar Khan100% (1)
- Entered Into Between: Broker AgreementDocument4 pagesEntered Into Between: Broker AgreementZ Babar KhanNo ratings yet
- VW Golf Diagnostic Scan Reveals Multiple Fault CodesDocument17 pagesVW Golf Diagnostic Scan Reveals Multiple Fault Codeskikin strongNo ratings yet
- CV for Mechanical Inspector and Welding InspectorDocument28 pagesCV for Mechanical Inspector and Welding InspectorAJMAL KAREEMNo ratings yet
- Sni+03 6868 2002Document3 pagesSni+03 6868 2002abanghasanNo ratings yet
- BASH Shell Scripting SyllabusDocument4 pagesBASH Shell Scripting SyllabusAdzmely Mansor100% (1)
- DNS Amplification Attacks ExplainedDocument13 pagesDNS Amplification Attacks ExplainedhammNo ratings yet
- Cyber Dynamic Line UsDocument8 pagesCyber Dynamic Line UsMilan PitovicNo ratings yet
- Philips 26 PFL 3405 Chassis Tpn1.1e-La SM PDFDocument63 pagesPhilips 26 PFL 3405 Chassis Tpn1.1e-La SM PDFViorel GabrielNo ratings yet
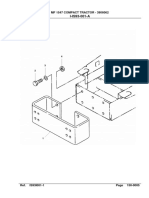
- MF1547Front Linkage - Seat PDFDocument18 pagesMF1547Front Linkage - Seat PDFAhmad Ali NursahidinNo ratings yet
- Cross-Cultural Issues in Business Ethics: John Hooker Carnegie Mellon University June 2007Document28 pagesCross-Cultural Issues in Business Ethics: John Hooker Carnegie Mellon University June 2007modaloves1242100% (2)
- Evaluating SWOT's Value in Creating Actionable, Strategic IntelligenceDocument94 pagesEvaluating SWOT's Value in Creating Actionable, Strategic IntelligenceMJFinnegan4100% (4)
- MVC & Web Api - MCQ: Duration: 30mins Marks: 20Document3 pagesMVC & Web Api - MCQ: Duration: 30mins Marks: 20ManuPcNo ratings yet
- WebSphere Installation InstructionsDocument1 pageWebSphere Installation InstructionsjcalaqNo ratings yet
- Accidentally Pulled A Remote Branch Into Different Local Branch - How To Undo The Pull?: GitDocument4 pagesAccidentally Pulled A Remote Branch Into Different Local Branch - How To Undo The Pull?: GitEdouard Francis Dufour DarbellayNo ratings yet
- C++ Chapter 12 - ClassesDocument62 pagesC++ Chapter 12 - Classesعلي العريبيNo ratings yet
- Tensile TestDocument15 pagesTensile Testdwimukh360No ratings yet
- Ztree 2 StataDocument3 pagesZtree 2 StataDaniel Felipe ParraNo ratings yet
- Spokane County Sheriff's Internal Communication PlanDocument11 pagesSpokane County Sheriff's Internal Communication Planjmcgrath208100% (1)
- Procedure For Management ReviewDocument3 pagesProcedure For Management ReviewMAYMODERN STEELNo ratings yet
- GENRE DocumentaryDocument10 pagesGENRE Documentaryemilyweal123No ratings yet
- Host 1Document6 pagesHost 1Lukman FafaNo ratings yet
- 4 Thermodynoamics ExercisesDocument25 pages4 Thermodynoamics ExercisesGoran MaliNo ratings yet
- Plan for Inspection and Testing of LV Power CablesDocument1 pagePlan for Inspection and Testing of LV Power CablesRami KsidaNo ratings yet
- Sixth Sense Technology: Submitted By: Sushma Singh EC (B) 0906831087Document23 pagesSixth Sense Technology: Submitted By: Sushma Singh EC (B) 0906831087Swechha KambojNo ratings yet
- Spare Parts List: Hydraulic Breakers RX6Document16 pagesSpare Parts List: Hydraulic Breakers RX6Sales AydinkayaNo ratings yet
- ICC ES Report: Barsplice Products, IncDocument6 pagesICC ES Report: Barsplice Products, IncXiomara Muñoz MendozaNo ratings yet
- Re Factoring and Design PatternsDocument783 pagesRe Factoring and Design PatternsEvans Krypton Sowah100% (5)
- CSEC Spanish January P2 2024-1Document24 pagesCSEC Spanish January P2 2024-1Sajiv JadoonananNo ratings yet
- DehumidificationDocument9 pagesDehumidificationRafael Echano AcederaNo ratings yet
- Answer Key Workbook Academic Plan DynEd Pro Certification B1 1Document22 pagesAnswer Key Workbook Academic Plan DynEd Pro Certification B1 1Dendel Ciprado EbioNo ratings yet
- Motor Protection Principles: Arijit Banerjee, Arvind Tiwari-GE Global Research Jakov Vico, Craig Wester - GE MultilinDocument35 pagesMotor Protection Principles: Arijit Banerjee, Arvind Tiwari-GE Global Research Jakov Vico, Craig Wester - GE Multilinvaradarajanrengasamy100% (1)