You might also like
- Welding Catalogue ESABDocument294 pagesWelding Catalogue ESABVinayak Bajpai100% (4)
- Metal Cored Wires BÖHLER HL 46 MC BÖHLER HL 51-FD (EN)Document4 pagesMetal Cored Wires BÖHLER HL 46 MC BÖHLER HL 51-FD (EN)lazaroccsNo ratings yet
- Product Data Sheet: Afrox 7018-1Document2 pagesProduct Data Sheet: Afrox 7018-1Gervasio AndradeNo ratings yet
- E 2209 AcdcDocument2 pagesE 2209 AcdcLuis Alejandro Gonzalez SantanaNo ratings yet
- Procedure For WQTDocument13 pagesProcedure For WQTdevikar8umNo ratings yet
- Welder Qualification Procedure PDFDocument13 pagesWelder Qualification Procedure PDFEngineersEDGE Coimbatore0% (1)
- Tata Steel - ASTM A193 B7 - A320 L7 DatasheetDocument2 pagesTata Steel - ASTM A193 B7 - A320 L7 DatasheetHolmer MorenoNo ratings yet
- Graaf Welding Consumables For Girth Welding of PipelinesDocument33 pagesGraaf Welding Consumables For Girth Welding of PipelinesRavjManjunathNo ratings yet
- E6010 Data SheetDocument2 pagesE6010 Data SheetKhaled A MarashliNo ratings yet
- R UPERTY - Second API Line Pipe Basics QA QC Inspection and Testing 2011Document156 pagesR UPERTY - Second API Line Pipe Basics QA QC Inspection and Testing 2011Abdul Wajid AliNo ratings yet
- Pinnacle Alloys E7018 E7018 1Document2 pagesPinnacle Alloys E7018 E7018 1BerniIrleNo ratings yet
- 2g Saw (FinalDocument25 pages2g Saw (Finalneil50% (2)
- SB Drill CollarDocument51 pagesSB Drill CollarJeff ZhangNo ratings yet
- Cr-Product Manual - PDFDocument28 pagesCr-Product Manual - PDFThơ Thẫn ThờNo ratings yet
- SB Darron Non-Magnetic Drill Collar CatalogDocument51 pagesSB Darron Non-Magnetic Drill Collar CatalogSiva GanaNo ratings yet
- Diamondspark Ni1 MC: Seamless Cored WireDocument2 pagesDiamondspark Ni1 MC: Seamless Cored WireDavid RodriguesNo ratings yet
- Essential Welding Variables for Qualified Welders and Approved WPSDocument14 pagesEssential Welding Variables for Qualified Welders and Approved WPSahmedNo ratings yet
- Lasting Connections with Seamless Cored WireDocument2 pagesLasting Connections with Seamless Cored WireEduardo FarfanNo ratings yet
- Viraj BookletaaDocument29 pagesViraj BookletaaSuhaib ShabandriNo ratings yet
- Fabshield Offshore 71ni-1Document2 pagesFabshield Offshore 71ni-1Anonymous ejnktktkY7No ratings yet
- Equotip 3Document6 pagesEquotip 3raveeceeNo ratings yet
- Basic Welding ProgrammeDocument104 pagesBasic Welding ProgrammeAmit SharmaNo ratings yet
- Weld RepireDocument91 pagesWeld RepireKapil ManloiNo ratings yet
- n2xh Iec 60502 1 Xlpe FRNC 0 6 1kv CableDocument4 pagesn2xh Iec 60502 1 Xlpe FRNC 0 6 1kv CableGalaxy Energy General Contracting LLCNo ratings yet
- Service Manual Incl. Parts KV-S3105C - KV-S3085Document274 pagesService Manual Incl. Parts KV-S3105C - KV-S3085smang1050% (2)
- S355G10 GBDocument4 pagesS355G10 GBH41GAMINGNo ratings yet
- Pipe Schedule ChartDocument16 pagesPipe Schedule ChartSamir ChaudharyNo ratings yet
- GP 11127Document5 pagesGP 11127SHivaprasad APITNo ratings yet
- C1e 010Document9 pagesC1e 010Agung SumargoNo ratings yet
- Pressure Vessel Code Asme Section IxDocument132 pagesPressure Vessel Code Asme Section IxImane KhammouriNo ratings yet
- COR-1076C Coreweld Brochure 141118Document28 pagesCOR-1076C Coreweld Brochure 141118Thanh TamNo ratings yet
- Presentasi SNI 2017Document43 pagesPresentasi SNI 2017Fransisca WijayaNo ratings yet
- VAG KRV Ball Check Valve SpecsDocument3 pagesVAG KRV Ball Check Valve SpecsMAYANKNo ratings yet
- Diamondspark 52 MC: Seamless Metal-Cored WireDocument2 pagesDiamondspark 52 MC: Seamless Metal-Cored WireDavid RodriguesNo ratings yet
- Critical Part of The Welding Inspector's Duties.: Rev 1 January 2010 Welding Consumables © TWI LTD 2010Document17 pagesCritical Part of The Welding Inspector's Duties.: Rev 1 January 2010 Welding Consumables © TWI LTD 2010AnasNo ratings yet
- NHG A: Aluminum Electrolytic Capacitors/ NHG Radial Lead TypeDocument5 pagesNHG A: Aluminum Electrolytic Capacitors/ NHG Radial Lead TypeChaitanya VaidyaNo ratings yet
- Pipe Welding Electrodes 1Document5 pagesPipe Welding Electrodes 1Adura OgunnuNo ratings yet
- Lasting Connections with Seamless Cored WireDocument2 pagesLasting Connections with Seamless Cored WireDavid RodriguesNo ratings yet
- Hyundai Welding Co., LTD.: Low Alloy, Cellulosic Smaw For PipeDocument6 pagesHyundai Welding Co., LTD.: Low Alloy, Cellulosic Smaw For PipeKali AbdennourNo ratings yet
- Synergy CatalogueDocument8 pagesSynergy CatalogueTino JuNo ratings yet
- 51 CR V4Document4 pages51 CR V4armin_kunosic9871No ratings yet
- n2xh Iec 60502 1 Xlpe FRNC 0 6 1kv CableDocument4 pagesn2xh Iec 60502 1 Xlpe FRNC 0 6 1kv CablegogugangNo ratings yet
- J506Fe low-hydrogen electrode for welding carbon steelDocument1 pageJ506Fe low-hydrogen electrode for welding carbon steelMAYMODERN STEELNo ratings yet
- GI CatalogueDocument28 pagesGI Catalogueharpalsingh19No ratings yet
- Specification: Si MN P S 0.08 0.56 1.02 0.013 0.010Document2 pagesSpecification: Si MN P S 0.08 0.56 1.02 0.013 0.010Jennylyn DañoNo ratings yet
- Essential questions for welding inspector examDocument12 pagesEssential questions for welding inspector examponnivalavans_994423No ratings yet
- DataDocument39 pagesDataJunghoon LeeNo ratings yet
- Varistor 222k.6kvDocument5 pagesVaristor 222k.6kvJess AJNo ratings yet
- Diamond Knurling Operation On CNC Lathe-Case Study-APPORODocument4 pagesDiamond Knurling Operation On CNC Lathe-Case Study-APPOROsrikanth_krishnamu_3No ratings yet
- Page 2 of 6: Test Certificate No. 0000052877Document1 pagePage 2 of 6: Test Certificate No. 0000052877pranesh kadam100% (2)
- We en Web in Ar Sic Mosfet 1638931895460Document29 pagesWe en Web in Ar Sic Mosfet 1638931895460Алексей ЯмаNo ratings yet
- (1mj16me027) InternshipDocument26 pages(1mj16me027) InternshipHarsh GamingNo ratings yet
- How To Use This Catalog: Have A Soundcard? - Click On MeDocument234 pagesHow To Use This Catalog: Have A Soundcard? - Click On MeitalangeloNo ratings yet
- Case Study On The Validation of SAC305 and SnCu Based Solders in SMT Wave and Hand Soldering at The Contract Assembler LevelDocument8 pagesCase Study On The Validation of SAC305 and SnCu Based Solders in SMT Wave and Hand Soldering at The Contract Assembler LevelJoel JacoboNo ratings yet
- Interview Questions For QAQC MechanicalDocument33 pagesInterview Questions For QAQC MechanicalBalakumar95% (351)
- Design Guidelines for Surface Mount TechnologyFrom EverandDesign Guidelines for Surface Mount TechnologyRating: 5 out of 5 stars5/5 (1)
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- Ceramic Backing: Reduce Costs Using One-Sided WeldingDocument16 pagesCeramic Backing: Reduce Costs Using One-Sided WeldingSamanthaPereraNo ratings yet
- The Definitive Guide To Cryogenic EngineeringDocument21 pagesThe Definitive Guide To Cryogenic EngineeringSamanthaPereraNo ratings yet
- The Execution FactorDocument6 pagesThe Execution FactorSamanthaPereraNo ratings yet
- General Details For WPS As Per EN PDFDocument12 pagesGeneral Details For WPS As Per EN PDFAnilNo ratings yet
- CWS Exam PackageDocument10 pagesCWS Exam PackageSamanthaPereraNo ratings yet
- Acethylene Solubility in AcetoneDocument12 pagesAcethylene Solubility in AcetoneBamrung SungnoenNo ratings yet
- Acid Mixtures GuideDocument40 pagesAcid Mixtures GuideSamanthaPereraNo ratings yet
- Advances in Welding and Joining TechnologiesDocument31 pagesAdvances in Welding and Joining TechnologiesSamanthaPereraNo ratings yet
- The Leadership KillerDocument6 pagesThe Leadership KillerSamanthaPereraNo ratings yet
- List of Helpful Windows Alt CodesDocument7 pagesList of Helpful Windows Alt CodesSamanthaPereraNo ratings yet
- Extreme Ownership PDFDocument14 pagesExtreme Ownership PDFNilesh ShobhaneNo ratings yet
- Wps Follow Chart PDFDocument2 pagesWps Follow Chart PDFmail_younes6592100% (1)
- LeadershipDocument44 pagesLeadershipSamanthaPereraNo ratings yet
- Wheel AlignmentDocument9 pagesWheel AlignmentSamanthaPereraNo ratings yet
- 30 Design of Welded JointsDocument8 pages30 Design of Welded JointsPRASAD326No ratings yet
- Physical Sciences Gr12 PDFDocument541 pagesPhysical Sciences Gr12 PDFYanga MbetaneNo ratings yet
- Lecture 17: Design and Static Strength of Welded JointsDocument36 pagesLecture 17: Design and Static Strength of Welded Jointssprashant5No ratings yet
- Xa00044820 EngDocument28 pagesXa00044820 EngDanem HalasNo ratings yet
- Beyond Lean - Simulation in Practice Second EditionDocument323 pagesBeyond Lean - Simulation in Practice Second EditionJeampierr JIMENEZ MARQUEZNo ratings yet
- 10 Elements of Business Killer Sales People UnderstandDocument47 pages10 Elements of Business Killer Sales People UnderstandJad SoaiNo ratings yet
- IntermediateAlgebra2e-WEB PDFDocument1,395 pagesIntermediateAlgebra2e-WEB PDFAshwin Hulikunte Mattadha100% (2)
- W Frec27Document41 pagesW Frec27e_gerlaNo ratings yet
- Calculus Volume 1Document871 pagesCalculus Volume 1Chancy Nordick100% (6)
- Full Math in Society PDF With Optional Sections 11-20-20Document406 pagesFull Math in Society PDF With Optional Sections 11-20-20SamanthaPereraNo ratings yet
- CalculusVolume1 OPDocument829 pagesCalculusVolume1 OPMOHAMMED IRFANUDDIN100% (1)
- Math 105 Odd Answers 1-3-21Document67 pagesMath 105 Odd Answers 1-3-21SamanthaPereraNo ratings yet
- Technical Mathematics 1611787947Document257 pagesTechnical Mathematics 1611787947om prakash patelNo ratings yet
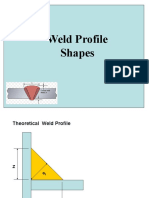
- Weld Profile ShapesDocument10 pagesWeld Profile ShapesSamanthaPereraNo ratings yet
- Mathematics Extension 2 HSC LevelDocument250 pagesMathematics Extension 2 HSC LevelkalstarNo ratings yet
- CH4 2 Welding Joint PreparationDocument46 pagesCH4 2 Welding Joint PreparationMatija BušićNo ratings yet
- Service Manual Multifuncional Sharp AL-1655CSDocument40 pagesService Manual Multifuncional Sharp AL-1655CSlaqr100% (1)
- NCERT Grade 11 Physics CH 07 System of Particles and Rotational MotionDocument32 pagesNCERT Grade 11 Physics CH 07 System of Particles and Rotational MotionNilanjan BiswasNo ratings yet
- Question Bank For Experimental Stress AnalysisDocument3 pagesQuestion Bank For Experimental Stress AnalysishamdanforaeroNo ratings yet
- TB Chapter7 PDFDocument24 pagesTB Chapter7 PDFAsmaa AhmedNo ratings yet
- Module 5 Extrusion Lecture 1Document10 pagesModule 5 Extrusion Lecture 1Ashrav GuptaNo ratings yet
- Ammonia Gas Turbine Co-Generation Tech Reduces NOx EmissionsDocument6 pagesAmmonia Gas Turbine Co-Generation Tech Reduces NOx EmissionsMartin VidmarNo ratings yet
- Capacities and Specifications: MaintenanceDocument22 pagesCapacities and Specifications: MaintenanceAlexander the greatNo ratings yet
- C H1 H6 Manual Jan.2021Document7 pagesC H1 H6 Manual Jan.2021RadNo ratings yet
- Is 2911 (PART 1, Sec-1) 2010 Design & Construction of Pile FoundationDocument22 pagesIs 2911 (PART 1, Sec-1) 2010 Design & Construction of Pile FoundationNaga Manikanta Tatikonda100% (1)
- C1250 D2R Partes (Ing)Document68 pagesC1250 D2R Partes (Ing)Marcelo QuispeNo ratings yet
- Week#3 - Olefins Production - Steam Cracking - Part2Document48 pagesWeek#3 - Olefins Production - Steam Cracking - Part2Agus WahyudhiNo ratings yet
- AXON 001 Drilling & Marine Packages Catalog v2014.08.27Document128 pagesAXON 001 Drilling & Marine Packages Catalog v2014.08.27Juan Pablo Villazon Richter67% (3)
- PTCDocument6 pagesPTCAndrey GyrychNo ratings yet
- Troubleshooting by Failure Code (Display of Code), Part 1Document7 pagesTroubleshooting by Failure Code (Display of Code), Part 1Henry Salas100% (1)
- Technical Bulletin: Air Supplies For Dry Systems: 1. DescriptionDocument4 pagesTechnical Bulletin: Air Supplies For Dry Systems: 1. DescriptionDjapaNo ratings yet
- Audi - Efficient and Clean - Exhaust Aftertreatment For Gasoline and Diesel Engines - Automotive WorldDocument7 pagesAudi - Efficient and Clean - Exhaust Aftertreatment For Gasoline and Diesel Engines - Automotive WorldPrasadNo ratings yet
- Significance of aircraft characteristics for airport designDocument17 pagesSignificance of aircraft characteristics for airport designCharan Deep100% (1)
- PP Bridge Beam DesignDocument68 pagesPP Bridge Beam DesigncrisNo ratings yet
- Mackay Flex Isolators CatalogueDocument142 pagesMackay Flex Isolators Cataloguemuss21No ratings yet
- Kitamura Mycenter HX 630i Stock No 2560Document3 pagesKitamura Mycenter HX 630i Stock No 2560Yang MuzeNo ratings yet
- English Manual PDFDocument16 pagesEnglish Manual PDFARISNo ratings yet
- Arijanit Cenaj SeminerDocument17 pagesArijanit Cenaj SeminernebaNo ratings yet
- GTAW Welding Procedure for TP-304 PipingDocument2 pagesGTAW Welding Procedure for TP-304 PipingproxywarNo ratings yet
- Determination of In-Situ Stress From Ori PDFDocument9 pagesDetermination of In-Situ Stress From Ori PDFLeon FouroneNo ratings yet
- CondenserDocument4 pagesCondenseratulbhogare7100% (1)
- 789C - 2BW-Hose Management GuideDocument70 pages789C - 2BW-Hose Management GuideAla Eddine BarhoumiNo ratings yet
- Tulip 2014 English PDFDocument68 pagesTulip 2014 English PDFjwdNo ratings yet
- CFB Boiler Primary Air System DescriptionDocument13 pagesCFB Boiler Primary Air System DescriptionTan Nguyen HuuNo ratings yet
- F32 Technical Repair ManualDocument131 pagesF32 Technical Repair ManualAndres Sorin100% (2)
- Product Catalogue 2014: AquathermDocument160 pagesProduct Catalogue 2014: Aquathermmarius_doman87No ratings yet