You might also like
- An Introduction To Design of Experiments - A Simplified Approach-ASQ Quality Press (1999)Document116 pagesAn Introduction To Design of Experiments - A Simplified Approach-ASQ Quality Press (1999)Khalid El Masry100% (1)
- Eddy Current TestingDocument73 pagesEddy Current Testingnathgsurendra100% (2)
- Restriction Orifice Sizing For A Minimum Recirculation LineDocument5 pagesRestriction Orifice Sizing For A Minimum Recirculation LineChemical.AliNo ratings yet
- Tubing Inspection Using Multiple NDT TechniquesDocument4 pagesTubing Inspection Using Multiple NDT TechniquesshifaNo ratings yet
- Corrosion Monitoring TechniquesDocument34 pagesCorrosion Monitoring TechniquesMubarik AliNo ratings yet
- Buch 15 Corrosion Under Pipe SupportsDocument8 pagesBuch 15 Corrosion Under Pipe SupportsTrajko GorgievskiNo ratings yet
- Pigging MFL or Ut TechniqueDocument13 pagesPigging MFL or Ut Techniquesathish_iyengarNo ratings yet
- Tangential Radiography For The Wall Thickness Measurement of Process PipingDocument7 pagesTangential Radiography For The Wall Thickness Measurement of Process Pipingkirubha_karan2000No ratings yet
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- ROSEN Group Inspection of Corrosion Under Pipe SupportsDocument8 pagesROSEN Group Inspection of Corrosion Under Pipe SupportsNurul Amirah PrinceszaNo ratings yet
- Non-Arc Welding ProcessesDocument30 pagesNon-Arc Welding ProcessesKhalid El MasryNo ratings yet
- Ansi C80.6-2005Document21 pagesAnsi C80.6-2005Leonardo Nicolás Nieto SierraNo ratings yet
- Long Range Ultrasonic Technologies: Part of TWI's Non-Destructive Testing Technology GroupDocument8 pagesLong Range Ultrasonic Technologies: Part of TWI's Non-Destructive Testing Technology GroupNesanNo ratings yet
- NDT Phased Array Ultrasonic TestingDocument54 pagesNDT Phased Array Ultrasonic TestingDeepak100% (2)
- IRIS - Boiler Tubes Inspection ReportDocument11 pagesIRIS - Boiler Tubes Inspection Reportkoib789No ratings yet
- Pipeline Internal InspectionDocument31 pagesPipeline Internal InspectionHussain ElboshyNo ratings yet
- Weldability of SteelsDocument5 pagesWeldability of SteelsKhalid El Masry100% (1)
- LRUTDocument6 pagesLRUTimranajmiNo ratings yet
- The ABCs of Eddy Current Weld InspectionDocument4 pagesThe ABCs of Eddy Current Weld Inspectionpadmgovi23No ratings yet
- Current RatesDocument17 pagesCurrent Ratessadiq_r2007No ratings yet
- Lecture - 3 - Doors and WindowDocument45 pagesLecture - 3 - Doors and WindowGanesh.Rajan100% (2)
- In-Line Inspection Programs ForDocument12 pagesIn-Line Inspection Programs ForCamilo Godoy V100% (1)
- Application of Ultrasonic Guided Wave To Heat Exchanger Tubes InspectionDocument6 pagesApplication of Ultrasonic Guided Wave To Heat Exchanger Tubes InspectionAqib AliNo ratings yet
- Construction Estimate GuideDocument70 pagesConstruction Estimate Guidejanetabunar100% (2)
- Form Report Lrut (Repaired)Document7 pagesForm Report Lrut (Repaired)cozmoanandkNo ratings yet
- Un-Piggable Pipeline 1Document9 pagesUn-Piggable Pipeline 1Muhammad NuhNo ratings yet
- Underground Piping TestingDocument2 pagesUnderground Piping TestingDouglas HillNo ratings yet
- DCVG Coating Survey Data SheetDocument8 pagesDCVG Coating Survey Data SheetMihail BusuiocNo ratings yet
- Astm D6087 08Document6 pagesAstm D6087 08Andres GmoNo ratings yet
- Online Corrosion Monitoring For DummiesDocument0 pagesOnline Corrosion Monitoring For DummiesDimas Aldiantono100% (1)
- GBT 20065-2006 - English VersionDocument12 pagesGBT 20065-2006 - English VersionSanti Cheewabantherng100% (1)
- Non-Destructive Testing of Drilling Oil and Gas Equipment and ToolsDocument10 pagesNon-Destructive Testing of Drilling Oil and Gas Equipment and Toolsflasher_for_nokiaNo ratings yet
- Low Strain Pile Integrity TestingDocument6 pagesLow Strain Pile Integrity TestingWaqas SadiqNo ratings yet
- Ultrasonic Guided Waves Evaluation of Trials For Pipeline InspectionDocument9 pagesUltrasonic Guided Waves Evaluation of Trials For Pipeline InspectionEmily BrockNo ratings yet
- Guidedwave PipeinspectionDocument9 pagesGuidedwave PipeinspectionMohamed Zied ChaariNo ratings yet
- A New Approach To Boiler, Pipeline and Turbine Inspections: Bill@steeltest - Co.za, Ezar@steeltest - Co.zaDocument10 pagesA New Approach To Boiler, Pipeline and Turbine Inspections: Bill@steeltest - Co.za, Ezar@steeltest - Co.zaInChy Rencarnation PoseidonNo ratings yet
- Ultimate Quality Assurance On Liner Installation by Using State of The Art Electric Leak Location TechnologiesDocument11 pagesUltimate Quality Assurance On Liner Installation by Using State of The Art Electric Leak Location TechnologiesoscarNo ratings yet
- Srut TechniqueDocument1 pageSrut TechniqueRashmi Bhatt NautiyalNo ratings yet
- Vapor Line Inspection by Thermography - Dist. UnitDocument4 pagesVapor Line Inspection by Thermography - Dist. Unitعزت عبد المنعمNo ratings yet
- The Application of NDT and Analytical Assessment Techniques To Defects in High Temperature Pressure EquipmentDocument7 pagesThe Application of NDT and Analytical Assessment Techniques To Defects in High Temperature Pressure EquipmentaureconmetallurgyNo ratings yet
- 42266-041201technology Assesment ReliabilityDocument16 pages42266-041201technology Assesment ReliabilityosbertodiazNo ratings yet
- Weldolet Inspection at Higher TemperaturesDocument7 pagesWeldolet Inspection at Higher TemperaturesKarna2504No ratings yet
- Conventional Corrosion Detection MethodDocument7 pagesConventional Corrosion Detection MethodAmir HoseiniNo ratings yet
- 0e81 Spe 10402.1: New Techniques of Pipeline InspectionDocument11 pages0e81 Spe 10402.1: New Techniques of Pipeline InspectionAhmed NabilNo ratings yet
- Cable Avoidance Reaches A New LevelDocument6 pagesCable Avoidance Reaches A New LevelsivasankarNo ratings yet
- Paper - Practical Considerations of Inspecting Post-Tensioned BridgesDocument7 pagesPaper - Practical Considerations of Inspecting Post-Tensioned Bridgessyndicate_mauliNo ratings yet
- Riopipeline2019 1008 201906030844ibp1008 19 Acousti PDFDocument5 pagesRiopipeline2019 1008 201906030844ibp1008 19 Acousti PDFMarcelo Varejão CasarinNo ratings yet
- ASNT Paper - CrackingDocument5 pagesASNT Paper - CrackingtomcanNo ratings yet
- CCTV SonarDocument13 pagesCCTV SonarAlexandru AndreiNo ratings yet
- PAUT - Mode ConversionDocument8 pagesPAUT - Mode ConversionMohsin IamNo ratings yet
- Smart Gauge PlateDocument3 pagesSmart Gauge PlateJosip PobranNo ratings yet
- Schlumberger Paper FOS Corrosion Monitoring RG1Document4 pagesSchlumberger Paper FOS Corrosion Monitoring RG1Ryan GillespieNo ratings yet
- Ultrasonic Testing of Pipeline Girth WeldsDocument4 pagesUltrasonic Testing of Pipeline Girth WeldsManoj Kumar InsulkarNo ratings yet
- Alkazri - 2008 - A Quick Guide To Pipeline Engineering - 4 Pipeline Decommissioning and Industry DevelopmentsDocument9 pagesAlkazri - 2008 - A Quick Guide To Pipeline Engineering - 4 Pipeline Decommissioning and Industry DevelopmentsRUSSEL SAHDA MALAKANo ratings yet
- Guided Wave Testing For Touch Point CorrosionDocument7 pagesGuided Wave Testing For Touch Point CorrosionkhanhtruongNo ratings yet
- Pipeline External Corrosion Analysis Using A 3D Laser ScannerDocument9 pagesPipeline External Corrosion Analysis Using A 3D Laser ScannerBoulHich BoulHichNo ratings yet
- Engineering Encyclopedia: Instrumented ScrapersDocument16 pagesEngineering Encyclopedia: Instrumented ScrapersabyNo ratings yet
- Peter Ciorau, Lou Pullia, Trek Hazelton, Wence Daks OPG-IMS, Pickering, CanadaDocument8 pagesPeter Ciorau, Lou Pullia, Trek Hazelton, Wence Daks OPG-IMS, Pickering, CanadaMalolan VasudevanNo ratings yet
- Techniques For Inspecting Wall Thickness Metal Loss of Pipelines Under Nonmetallic SleevesDocument9 pagesTechniques For Inspecting Wall Thickness Metal Loss of Pipelines Under Nonmetallic SleevesMubeenNo ratings yet
- Non-Destructive Evaluation of Corrosion On Insulated Pipe Using Double Wall Radiographic TechniqueDocument12 pagesNon-Destructive Evaluation of Corrosion On Insulated Pipe Using Double Wall Radiographic TechniqueSohail Aziz Ahmad MalikNo ratings yet
- Buried Services SafetyDocument16 pagesBuried Services SafetyajayjanardhankasleNo ratings yet
- OEM NewsDocument4 pagesOEM NewsAnbarasan PerumalNo ratings yet
- 4.5 ReberDocument7 pages4.5 ReberDheeraj Chowdary DhanekulaNo ratings yet
- 4th Middle East NDT Conference and ExhibitionDocument11 pages4th Middle East NDT Conference and Exhibitionam198801No ratings yet
- EMAT ExperienceDocument3 pagesEMAT ExperiencehellmanyaNo ratings yet
- High Resolution Ultrasonic In-Line Inspection: Added Value and Special ApplicationsDocument15 pagesHigh Resolution Ultrasonic In-Line Inspection: Added Value and Special Applicationsgo88No ratings yet
- Monitoring and Measurement Techniques For IR Drop Test Spans Rev 3-12-20 12Document8 pagesMonitoring and Measurement Techniques For IR Drop Test Spans Rev 3-12-20 12Abdul Wajid AliNo ratings yet
- Casing Corrosion Evaluation Using Wireline Techniques B. DennisDocument14 pagesCasing Corrosion Evaluation Using Wireline Techniques B. DennisRman HdrNo ratings yet
- Info ALP 201101 GB FullDocument26 pagesInfo ALP 201101 GB FullSaqib KhanNo ratings yet
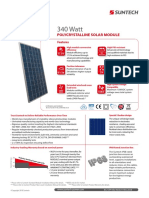
- Appendix A - SUNTECH Datasheet PDFDocument2 pagesAppendix A - SUNTECH Datasheet PDFKhalid El MasryNo ratings yet
- Mechanical Elements LectureDocument42 pagesMechanical Elements LectureKhalid El MasryNo ratings yet
- Appendix A - SUNTECH Datasheet PDFDocument2 pagesAppendix A - SUNTECH Datasheet PDFKhalid El MasryNo ratings yet
- Project/Client: Winnergy Report.N: Win-Bti-001 Date:24/12/2018 Tracker Number: From Row 11 To 18 & From Column 28 To 54Document1 pageProject/Client: Winnergy Report.N: Win-Bti-001 Date:24/12/2018 Tracker Number: From Row 11 To 18 & From Column 28 To 54Khalid El MasryNo ratings yet
- Welding Processes: EN358 - Ship StructuresDocument27 pagesWelding Processes: EN358 - Ship StructuresKhalid El MasryNo ratings yet
- Joining: TopicsDocument13 pagesJoining: TopicsKhalid El MasryNo ratings yet
- Audit Plan: - Tubular)Document1 pageAudit Plan: - Tubular)Khalid El MasryNo ratings yet
- Fundamentals of Solid State PhysicsDocument270 pagesFundamentals of Solid State PhysicsKhalid El MasryNo ratings yet
- Pre Shipment RequirementsDocument2 pagesPre Shipment RequirementsKhalid El MasryNo ratings yet
- QHSEP 02 Control of RecordsDocument4 pagesQHSEP 02 Control of RecordsKhalid El Masry100% (1)
- Purpose: QHSE Management System Level 2 Procedure No. Qhsep 10 Title Occupational HealthDocument2 pagesPurpose: QHSE Management System Level 2 Procedure No. Qhsep 10 Title Occupational HealthKhalid El MasryNo ratings yet
- Technical WritingDocument3 pagesTechnical WritingKhalid El MasryNo ratings yet
- QHSEP 08 Chanage ManagementDocument4 pagesQHSEP 08 Chanage ManagementKhalid El MasryNo ratings yet
- 7discovering Ideas Mental SkillsDocument6 pages7discovering Ideas Mental SkillsKhalid El MasryNo ratings yet
- Pipe's Minor LossesDocument95 pagesPipe's Minor LossesJosept RevueltaNo ratings yet
- AgriculturalDocument16 pagesAgriculturalkafi1234No ratings yet
- Flexible Heaters0618Document36 pagesFlexible Heaters0618servicios TYANo ratings yet
- Comparative Evaluation of The Mechanical Properties of Three Commercially Available Flexible Denture Base Materials - An in Vitro StudyDocument132 pagesComparative Evaluation of The Mechanical Properties of Three Commercially Available Flexible Denture Base Materials - An in Vitro StudySkAliHassanNo ratings yet
- 2 CT-TheoryDocument9 pages2 CT-TheorynabilNo ratings yet
- Structural Calculations and Analysis: Proposed 2-Storey Residential HouseDocument39 pagesStructural Calculations and Analysis: Proposed 2-Storey Residential HouseGrace LagnayoNo ratings yet
- FULLTEXT01Document110 pagesFULLTEXT01mughees_itcompNo ratings yet
- Kera Awak Product CatalogueDocument22 pagesKera Awak Product CatalogueAnis TaboubiNo ratings yet
- Teflon Based GasketsDocument2 pagesTeflon Based GasketsAndroidNo ratings yet
- PVC ValveDocument28 pagesPVC ValveVincent Ferrer NironNo ratings yet
- STW Stilling WellDocument2 pagesSTW Stilling WellROGELIO QUIJANONo ratings yet
- Lecture 1 Course Goals Aims Plan OKDocument13 pagesLecture 1 Course Goals Aims Plan OKMuhammad Farrukh ShahabNo ratings yet
- Material & HardwareDocument381 pagesMaterial & HardwareVS KRISHNA KUMARNo ratings yet
- Project Sub Project Sipil Owner Date Revision Prepared by No Description Qty Unit Cost Total Cost RP RP Brand Part No. B Floor StrengtheningDocument6 pagesProject Sub Project Sipil Owner Date Revision Prepared by No Description Qty Unit Cost Total Cost RP RP Brand Part No. B Floor StrengtheningMas Ngabehi ErwinNo ratings yet
- Deflection and Member DeformationDocument7 pagesDeflection and Member DeformationChristopher LattaNo ratings yet
- FLP Catalouge PDFDocument2 pagesFLP Catalouge PDFPriti SonawaneNo ratings yet
- 208 217Document10 pages208 217amit_iitNo ratings yet
- Analysis of Time of Collapse of Steel Columns Exposed T o FireDocument12 pagesAnalysis of Time of Collapse of Steel Columns Exposed T o FireMurali Krishna Reddy ArikatlaNo ratings yet
- Revised Estimate Draft 24-12-2021Document100 pagesRevised Estimate Draft 24-12-2021Reenu CherianNo ratings yet
- Cikel Ushtrimesh-Sap2000Document4 pagesCikel Ushtrimesh-Sap2000Nikoll NdrejajNo ratings yet
- Transparent Technical GuideDocument7 pagesTransparent Technical GuideasdNo ratings yet
- Catalogue - SRS Flex Industries PDFDocument21 pagesCatalogue - SRS Flex Industries PDFSandeep RapakaNo ratings yet
- RAB Penawaran ROOFTOP TerbaruDocument6 pagesRAB Penawaran ROOFTOP Terbarujual granit lokal murahNo ratings yet
- PDF Din 976 - CompressDocument7 pagesPDF Din 976 - CompresskrisNo ratings yet