You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Arcane Formulas or Mental AlchemyDocument121 pagesThe Arcane Formulas or Mental AlchemyTim Boire100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Creative WritingDocument2 pagesCreative WritingSharmaine AsoyNo ratings yet
- Electronics Today 1977 10Document84 pagesElectronics Today 1977 10cornel_24100% (3)
- Failure-Rates VESSEL LPG !!!!Document106 pagesFailure-Rates VESSEL LPG !!!!serb329082100% (5)
- The Machine-Room-Less Elevator: Kone E MonospaceDocument8 pagesThe Machine-Room-Less Elevator: Kone E MonospaceAbdelmuneimNo ratings yet
- Interview Questions and Answer or Learning Pega - 39Document11 pagesInterview Questions and Answer or Learning Pega - 39Sharad Mishra100% (1)
- Statistics Interview QuestionsDocument5 pagesStatistics Interview QuestionsARCHANA R100% (1)
- Creative IndustriesDocument433 pagesCreative IndustriesDanielTavaresNo ratings yet
- HR Om11 ch01Document65 pagesHR Om11 ch01tbmariNo ratings yet
- Guide to Integration TechniquesDocument96 pagesGuide to Integration TechniquestbmariNo ratings yet
- Envhper00427 0043Document30 pagesEnvhper00427 0043tbmariNo ratings yet
- Photochemical Smog: - What It Means For UsDocument7 pagesPhotochemical Smog: - What It Means For UstbmariNo ratings yet
- Atmelqualityhandbook PDFDocument35 pagesAtmelqualityhandbook PDFtbmariNo ratings yet
- Engg ZC242-L6Document50 pagesEngg ZC242-L6tbmariNo ratings yet
- FMEADocument23 pagesFMEAtbmariNo ratings yet
- IntegrationDocument12 pagesIntegrationdestiny188No ratings yet
- Et ZC362-L1Document46 pagesEt ZC362-L1tbmariNo ratings yet
- Project Outline EvaluationDocument5 pagesProject Outline EvaluationtbmariNo ratings yet
- ASEE ETD Narang FinalDocument8 pagesASEE ETD Narang FinaltbmariNo ratings yet
- Engg ZC242-L5Document55 pagesEngg ZC242-L5tbmariNo ratings yet
- Engg ZC242-L7Document55 pagesEngg ZC242-L7tbmariNo ratings yet
- Engg ZC242-L2Document40 pagesEngg ZC242-L2tbmariNo ratings yet
- Engg ZC242-L2Document40 pagesEngg ZC242-L2tbmariNo ratings yet
- Engg ZC242-L1Document41 pagesEngg ZC242-L1tbmariNo ratings yet
- Engg ZC242-L4Document48 pagesEngg ZC242-L4tbmariNo ratings yet
- Workshop 20Document63 pagesWorkshop 20tbmariNo ratings yet
- The Strain Gage Pressure TransducerDocument7 pagesThe Strain Gage Pressure TransducertbmariNo ratings yet
- MM 06022010 SolutionDocument5 pagesMM 06022010 SolutiontbmariNo ratings yet
- AME 20231 SolutionsDocument78 pagesAME 20231 SolutionsÖzlem YılmazNo ratings yet
- Eee-III-electrical and Electronicmeasurements and Instrume (10ee35) - NotesDocument81 pagesEee-III-electrical and Electronicmeasurements and Instrume (10ee35) - Notessanjay_songraNo ratings yet
- IntByParts PDFDocument7 pagesIntByParts PDFNyonk Benyalo Al QoyimNo ratings yet
- PropertiesDocument8 pagesPropertiestbmariNo ratings yet
- MM 150214 Solution - DoDocument8 pagesMM 150214 Solution - Dotbmari100% (1)
- Aaoczc111 2006 S2 ComDocument1 pageAaoczc111 2006 S2 ComtbmariNo ratings yet
- 716-10 Linear Programming IDocument18 pages716-10 Linear Programming ILyes NasriNo ratings yet
- Phase DiagramDocument5 pagesPhase DiagramtbmariNo ratings yet
- Risk and Risk ManagementDocument8 pagesRisk and Risk ManagementMARY JUSTINE PAQUIBOTNo ratings yet
- BOQ Sample of Electrical DesignDocument2 pagesBOQ Sample of Electrical DesignAshik Rahman RifatNo ratings yet
- Catering Reserving and Ordering System with MongoDB, Express, Node.js (39Document5 pagesCatering Reserving and Ordering System with MongoDB, Express, Node.js (39radha krishnaNo ratings yet
- PC 5400 PC 5500Document53 pagesPC 5400 PC 5500ArturHeiseNo ratings yet
- 611k01 Kicatalog C Ka Us 1Document8 pages611k01 Kicatalog C Ka Us 1Ean LeeNo ratings yet
- Graffiti Model Lesson PlanDocument9 pagesGraffiti Model Lesson Planapi-286619177100% (1)
- Critical Thinking Chapter 9Document23 pagesCritical Thinking Chapter 9Desny LêNo ratings yet
- 2023 Grades 10-12 Mathematics ATP MediationDocument14 pages2023 Grades 10-12 Mathematics ATP Mediationkaybeach007No ratings yet
- List of SDAsDocument4 pagesList of SDAsAthouba SagolsemNo ratings yet
- P2-1 - NME1106 - Gas Turbine LabworkDocument23 pagesP2-1 - NME1106 - Gas Turbine LabworkKoh JovenNo ratings yet
- Private Void BtnDeleteActionPerformedDocument12 pagesPrivate Void BtnDeleteActionPerformedDDDNo ratings yet
- Five Sheets For Technology PlanDocument16 pagesFive Sheets For Technology Planapi-200984070No ratings yet
- Active-Passive VoiceDocument18 pagesActive-Passive VoiceDivya JainNo ratings yet
- The historical evolution of organizational behavior and how it shaped modern managementDocument3 pagesThe historical evolution of organizational behavior and how it shaped modern managementSaravanan Swagger100% (1)
- 10 ExtSpringsDocument27 pages10 ExtSpringsresh27No ratings yet
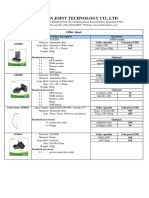
- Vehicle Tracker Offer SheetDocument1 pageVehicle Tracker Offer SheetBihun PandaNo ratings yet
- AI Berkeley Solution PDFDocument9 pagesAI Berkeley Solution PDFPrathamGuptaNo ratings yet
- Nature vs Nurture DebateDocument3 pagesNature vs Nurture DebateSam GoldbergNo ratings yet
- Galvanized and Black Malleable Iron Pipe Fittings SpecificationsDocument24 pagesGalvanized and Black Malleable Iron Pipe Fittings SpecificationsdeniNo ratings yet
- Soft Computing Techniques Assignment1 PDFDocument14 pagesSoft Computing Techniques Assignment1 PDFshadan alamNo ratings yet
- Mitigating arc ash hazards design constraintsDocument6 pagesMitigating arc ash hazards design constraintswaqas_a_shaikh4348No ratings yet
- Kerala University 2013 Admission ProspectusDocument50 pagesKerala University 2013 Admission ProspectusMuneer SainulabdeenNo ratings yet
- Mid SemDocument1 pageMid SemvidulaNo ratings yet