You might also like
- Digital Signal Processing by Ramesh BabuDocument303 pagesDigital Signal Processing by Ramesh BabuchandakberaNo ratings yet
- Adjustable Speed Drives TutorialDocument13 pagesAdjustable Speed Drives Tutorialapi-3765150100% (2)
- Adjustable Speed Drives TutorialDocument13 pagesAdjustable Speed Drives Tutorialapi-3765150100% (2)
- Basic Control Valve Sizing and SelectionDocument38 pagesBasic Control Valve Sizing and SelectionmohamedNo ratings yet
- Process Control and InstrumentationDocument27 pagesProcess Control and InstrumentationchandakberaNo ratings yet
- JELET - 2017 Question PaperDocument16 pagesJELET - 2017 Question PaperchandakberaNo ratings yet
- Rosemount 3100 Series Ultrasonic Level TransmittersDocument20 pagesRosemount 3100 Series Ultrasonic Level Transmittersrockyec78No ratings yet
- What Is KeyphasorDocument3 pagesWhat Is KeyphasorchandakberaNo ratings yet
- Basics of Profibus Profibus in Practice v111Document44 pagesBasics of Profibus Profibus in Practice v111chandakberaNo ratings yet
- CNT 2017 07 01Document50 pagesCNT 2017 07 01chandakberaNo ratings yet
- Basics of Profibus Operation Chapter1Document20 pagesBasics of Profibus Operation Chapter1kerusacba_2011No ratings yet
- Presented By: Michael Miller RE MasonDocument50 pagesPresented By: Michael Miller RE MasonAshok100% (1)
- Escape From BoredomDocument7 pagesEscape From BoredomchandakberaNo ratings yet
- Instrument Hook-Up DrawingDocument15 pagesInstrument Hook-Up DrawingNikhil Kautilya92% (12)
- E&I InterfaceDocument21 pagesE&I Interfacechandakbera100% (2)
- Zero Span PDFDocument6 pagesZero Span PDFPahlevi RidwanNo ratings yet
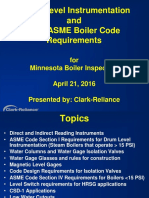
- Ind16 Drum and CodeDocument48 pagesInd16 Drum and CodefelixNo ratings yet
- Underground TankDocument1 pageUnderground TankchandakberaNo ratings yet
- DCS Spec - EIL - Jacobs PDFDocument564 pagesDCS Spec - EIL - Jacobs PDFchandakbera100% (3)
- Dr. B. C. Roy by K. P. ThomasDocument356 pagesDr. B. C. Roy by K. P. Thomaschandakbera33% (3)
- S7400 PLC ManualDocument734 pagesS7400 PLC Manualchandakbera100% (1)
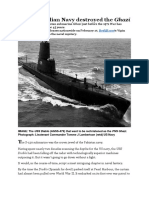
- How The Indian Navy Destroyed The GhaziDocument11 pagesHow The Indian Navy Destroyed The Ghazichandakbera100% (1)
- LT Capacitor Selection Catalogue - MaldeDocument8 pagesLT Capacitor Selection Catalogue - Maldechandakbera100% (2)
- Rangeability and TurndownDocument2 pagesRangeability and TurndownchandakberaNo ratings yet
- KKS Tagging Philosophy For Power Generating StationDocument61 pagesKKS Tagging Philosophy For Power Generating Stationchandakbera100% (1)
- Is.2379.1990 Color CodingDocument17 pagesIs.2379.1990 Color CodingKartheek RamishettiNo ratings yet
- EIL Spec For Instrumentation WorksDocument85 pagesEIL Spec For Instrumentation WorksRatnam Sk93% (15)
- Specifications For DCS, ESD and InstrumentationDocument219 pagesSpecifications For DCS, ESD and Instrumentationchandakbera100% (7)
- Thermocouple vs. Resistance Temperature Detector (RTD)Document6 pagesThermocouple vs. Resistance Temperature Detector (RTD)chandakberaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Northern Iraq & TurkeyDocument13 pagesNorthern Iraq & TurkeyferitbinzetNo ratings yet
- Pakistan Is Not A Poor Country But in FactDocument5 pagesPakistan Is Not A Poor Country But in Factfsci35No ratings yet
- Position Paper Usability of Life Cycle Assessment For Cradle To Cradle Purposes WDocument42 pagesPosition Paper Usability of Life Cycle Assessment For Cradle To Cradle Purposes WZhofran BintangNo ratings yet
- Under ReamerDocument2 pagesUnder Reamersuresh_501No ratings yet
- Indian Exhibitors ListDocument104 pagesIndian Exhibitors Listadnan editsproNo ratings yet
- LEDVANCE LED CatalogDocument202 pagesLEDVANCE LED CatalogJeevaNo ratings yet
- Crude Oil Trading GuideDocument12 pagesCrude Oil Trading GuideNil DorcaNo ratings yet
- Camarines Norte - AlbayaldeDocument56 pagesCamarines Norte - AlbayaldeJChris EsguerraNo ratings yet
- Seemp StudyDocument71 pagesSeemp StudyasdfightNo ratings yet
- Filtros de Aire Flander AAF Catalogo 2017Document170 pagesFiltros de Aire Flander AAF Catalogo 2017ChristianMachaNo ratings yet
- Work Permit Systems17 - 13910 PDFDocument16 pagesWork Permit Systems17 - 13910 PDFTrebor ZurcNo ratings yet
- Psalm Uc Guidelines PDFDocument19 pagesPsalm Uc Guidelines PDFRj FashionhouseNo ratings yet
- Refrigerant Suction Recovery UnitDocument4 pagesRefrigerant Suction Recovery UnitOmair FarooqNo ratings yet
- Sensata Fact SheetDocument2 pagesSensata Fact SheetVenugopal SikhaNo ratings yet
- Motor Management and Condition AssessmentDocument4 pagesMotor Management and Condition AssessmentEngr Irfan AkhtarNo ratings yet
- Process FundamentalsDocument7 pagesProcess Fundamentalsmuhammad kamranNo ratings yet
- PPG Track RecordDocument73 pagesPPG Track RecordFernando Emmanuel Benitez100% (1)
- Crude PricingDocument17 pagesCrude PricingAkshay MathurNo ratings yet
- Esso Teresstic T 30-100Document2 pagesEsso Teresstic T 30-100Siva KumarNo ratings yet
- The Hot Rolling ProcessDocument11 pagesThe Hot Rolling ProcessSrenii VasanNo ratings yet
- 110 26Document9 pages110 26Armin Fernández GerardoNo ratings yet
- Vattenfall DanTysk Case StudyDocument31 pagesVattenfall DanTysk Case StudyAndré RibeiroNo ratings yet
- Abb CaseDocument10 pagesAbb CaseNikhil RaoNo ratings yet
- Bondstrand RTR Pipe SystemDocument8 pagesBondstrand RTR Pipe SystemIsmailNo ratings yet
- Optimize VRM Operation & Parameters in 40 CharactersDocument32 pagesOptimize VRM Operation & Parameters in 40 Charactersrecai100% (5)
- Paladin Pellet MillDocument8 pagesPaladin Pellet MillELANo ratings yet
- Maintenance - V01Document4 pagesMaintenance - V01fairmix usaNo ratings yet
- Industrial Risk ManagementDocument58 pagesIndustrial Risk ManagementHorj JulianNo ratings yet
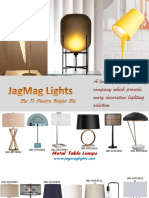
- Table Lamps CatalogueDocument12 pagesTable Lamps CatalogueJagMag LightsNo ratings yet
- Energy Law Agreement Drafting Competition by RGNLUDocument2 pagesEnergy Law Agreement Drafting Competition by RGNLUVasudha Gupta100% (1)