You might also like
- Inspection and Refurbishment of Floating, Fixed Roof and Sphere Storage TanksDocument97 pagesInspection and Refurbishment of Floating, Fixed Roof and Sphere Storage TanksOsama HadiNo ratings yet
- Oil Movemnt TanksDocument98 pagesOil Movemnt Tankssocomenin2013No ratings yet
- Scope of Work-Fabrication of Heat ExchangersDocument3 pagesScope of Work-Fabrication of Heat ExchangersAsad KhanNo ratings yet
- MethologyDocument28 pagesMethologysachidanand samalNo ratings yet
- Technical Specification For Micropile ConstructionDocument9 pagesTechnical Specification For Micropile ConstructionFFerideKochanNo ratings yet
- 1032002480Document14 pages1032002480Waqas GujjarNo ratings yet
- Guniting Slope, Ed.1, Rev.0Document8 pagesGuniting Slope, Ed.1, Rev.0Andrei Radu100% (2)
- Scope of Work For Tanks 3000 BBL Maintenance and Repair1Document15 pagesScope of Work For Tanks 3000 BBL Maintenance and Repair1MechanicalEngineNo ratings yet
- Work Procedure For Ducting Assembly & ErectionDocument23 pagesWork Procedure For Ducting Assembly & ErectionSadhasivam VeluNo ratings yet
- Installation of Auxiliary Steam Boiler PackageDocument10 pagesInstallation of Auxiliary Steam Boiler Packagesharif339No ratings yet
- Safety Method Statement for Welding PipeworkDocument22 pagesSafety Method Statement for Welding PipeworkCobbinah MarkNo ratings yet
- Construction of Cover DrainsDocument4 pagesConstruction of Cover DrainsnaseebNo ratings yet
- Repair ProcedureDocument6 pagesRepair ProcedureTomy GeorgeNo ratings yet
- Concrete Repair SpecificationDocument14 pagesConcrete Repair Specificationwafikmh4No ratings yet
- B2020-TDC-VF-009 Vessel Fabrication R0Document5 pagesB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranNo ratings yet
- Secant Pile Works Technical Specifications - Rev0Document16 pagesSecant Pile Works Technical Specifications - Rev0Sundar Kandasamy100% (1)
- Work OrderDocument16 pagesWork Orderalankar realitiesNo ratings yet
- NB: - Care Shall Be Taken To Ensure No Over Grinding On The Repair AreaDocument2 pagesNB: - Care Shall Be Taken To Ensure No Over Grinding On The Repair AreaaszlizaNo ratings yet
- AnnexuresDocument29 pagesAnnexuresammarashraf91No ratings yet
- Repair Welding of Pressure Vessels With TemperDocument10 pagesRepair Welding of Pressure Vessels With Tempersarath6725No ratings yet
- Reinforcement Work OrderDocument7 pagesReinforcement Work OrderOm Krish Ram75% (4)
- Amc Ac VCB DGDocument9 pagesAmc Ac VCB DGbalaji bNo ratings yet
- 4635-5-SPC-102 - 000 250 50130 Rev0 (Installation and Fusi 9D9Document9 pages4635-5-SPC-102 - 000 250 50130 Rev0 (Installation and Fusi 9D9Anonymous NupAudbjjNo ratings yet
- Scope of Work-Fabrication of Pressure VesselsDocument3 pagesScope of Work-Fabrication of Pressure VesselsAsad Khan100% (2)
- Job Procedure For Eriction of TankDocument13 pagesJob Procedure For Eriction of TankAnonymous i3lI9M100% (2)
- AST Nozzle Repair Req.Document10 pagesAST Nozzle Repair Req.Irvansyah RazadinNo ratings yet
- Standard Specification for Underground Piping InstallationDocument22 pagesStandard Specification for Underground Piping Installationt_solanki2001100% (1)
- 41537TECH MechDocument24 pages41537TECH MechSunilChotaliyaNo ratings yet
- Welding InspectionDocument132 pagesWelding InspectionEnrique TaviraNo ratings yet
- Pipework Maintenance: 15.1 Maintenance-Key To Trouble-Free ServiceDocument6 pagesPipework Maintenance: 15.1 Maintenance-Key To Trouble-Free ServiceAde Sari TrianaNo ratings yet
- CSWIP Welding Inspection Notes and Questions (Said)Document138 pagesCSWIP Welding Inspection Notes and Questions (Said)Ericson Cabigao100% (1)
- Description of MNDocument7 pagesDescription of MNAnonymous jvaG8m7No ratings yet
- 7-Method Statement For Gypsum PartitionDocument9 pages7-Method Statement For Gypsum Partitionozyoclown100% (5)
- Method Statement For Cable Containment For CablesDocument15 pagesMethod Statement For Cable Containment For CablesshareyhouNo ratings yet
- Wms Acmv Duct WorksDocument8 pagesWms Acmv Duct Worksfahmi_majid_2No ratings yet
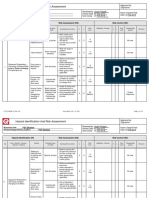
- Inspection Test Plan: 1. Surface Preparation 2. Coating Applications 3. Concrete Repair 1. Surface PreparationDocument17 pagesInspection Test Plan: 1. Surface Preparation 2. Coating Applications 3. Concrete Repair 1. Surface PreparationPrakash SIngh Rawal100% (1)
- Guide Lines For Erection of Verticallift GatesDocument46 pagesGuide Lines For Erection of Verticallift GatesMahipal Reddy100% (1)
- Typ. Construction MethodologyDocument29 pagesTyp. Construction MethodologyvijayshelkeNo ratings yet
- Underground Drainage Installation MethodDocument8 pagesUnderground Drainage Installation MethodUSAMANo ratings yet
- PROCEDURE FOR TANK FABRICATION & ERECTIONDocument15 pagesPROCEDURE FOR TANK FABRICATION & ERECTIONsenthilkumarsk88% (8)
- SOW - Repair of Ex Unit 1 Turbine CasingR1Document5 pagesSOW - Repair of Ex Unit 1 Turbine CasingR1neiltaneo96No ratings yet
- IQ1048-U-CLC070-600030 - R00 FORMWORK DRAWING معدلةDocument14 pagesIQ1048-U-CLC070-600030 - R00 FORMWORK DRAWING معدلةmaga2292No ratings yet
- Guidelines For Execution of HDD WorksDocument5 pagesGuidelines For Execution of HDD WorksAnant RubadeNo ratings yet
- CSWIP 3.1 Welding Inspection NotesDocument102 pagesCSWIP 3.1 Welding Inspection NotesMohamad Junid Bin Omar91% (32)
- HVAC Duct Installation Method StatementDocument6 pagesHVAC Duct Installation Method StatementmohammadNo ratings yet
- Carbon steel fittings and bends specificationsDocument9 pagesCarbon steel fittings and bends specificationsALINo ratings yet
- Geotechnical Instrumentation SpecDocument6 pagesGeotechnical Instrumentation SpecMOHD ASMIROLNo ratings yet
- API-653-Mar 2016Document7 pagesAPI-653-Mar 2016Khaled Gamal100% (3)
- Dgms All Circular 2002 PDFDocument61 pagesDgms All Circular 2002 PDFravimutyamNo ratings yet
- DGMS circulars on mining safety standardsDocument61 pagesDGMS circulars on mining safety standardsravimutyamNo ratings yet
- Post Construction Codes Overview of Asme PCC-2 PDFDocument21 pagesPost Construction Codes Overview of Asme PCC-2 PDFriysall100% (2)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- A Guide to Ship Repair Estimates in Man-hoursFrom EverandA Guide to Ship Repair Estimates in Man-hoursRating: 4.5 out of 5 stars4.5/5 (5)
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- CroreDocument3 pagesCroregs_shopnilNo ratings yet
- Personality Development CertificatesDocument16 pagesPersonality Development CertificatesdipaliNo ratings yet
- CDT Div Hira 02022014Document17 pagesCDT Div Hira 02022014dipaliNo ratings yet
- 3.Annexure-II-general Conditions of Contract (GCC)Document71 pages3.Annexure-II-general Conditions of Contract (GCC)dipaliNo ratings yet
- 1.invitation To BidDocument8 pages1.invitation To BiddipaliNo ratings yet
- Nsic CertificateDocument3 pagesNsic CertificatedipaliNo ratings yet
- Coker Specific JobsDocument4 pagesCoker Specific JobsdipaliNo ratings yet
- Bidder Checklist for Commercial BidsDocument1 pageBidder Checklist for Commercial BidsdipaliNo ratings yet
- BG FDDocument1 pageBG FDdipaliNo ratings yet
- EXCEL Formulae01Document243 pagesEXCEL Formulae01dipaliNo ratings yet
- 2.Annexure-i-Instructions To Bidders (Itb)Document18 pages2.Annexure-i-Instructions To Bidders (Itb)dipaliNo ratings yet
- 2a.appendices of Annexure-i-Instructions To Bidders (Itb)Document24 pages2a.appendices of Annexure-i-Instructions To Bidders (Itb)dipaliNo ratings yet
- Gmail - RedBus Ticket - THDB83754756Document2 pagesGmail - RedBus Ticket - THDB83754756dipaliNo ratings yet
- RedBus Ticket 73431884Document1 pageRedBus Ticket 73431884Brijesh AgrawalNo ratings yet
- RotaryDocument348 pagesRotarydipaliNo ratings yet
- Chandrashekar R P Voter IdDocument2 pagesChandrashekar R P Voter IddipaliNo ratings yet
- Store Issue / Gate Pass Store - Crai - Inox - Dolvi - Section: Material ListDocument2 pagesStore Issue / Gate Pass Store - Crai - Inox - Dolvi - Section: Material ListdipaliNo ratings yet
- Bharat 1Document1 pageBharat 1dipaliNo ratings yet
- Store Issue / Gate Pass Store - Crai - Inox - Dolvi - Section: Material ListDocument2 pagesStore Issue / Gate Pass Store - Crai - Inox - Dolvi - Section: Material ListdipaliNo ratings yet
- To Whomsoever It May Concern: Doc - No:CRAI/INOX-BHARUCH/102Document1 pageTo Whomsoever It May Concern: Doc - No:CRAI/INOX-BHARUCH/102dipaliNo ratings yet
- Material Despached From Inox To PatalgangaDocument2 pagesMaterial Despached From Inox To PatalgangadipaliNo ratings yet
- To Whomsoever It May Concern: Doc - No:CRAI/INOX-BHARUCH/102Document1 pageTo Whomsoever It May Concern: Doc - No:CRAI/INOX-BHARUCH/102dipaliNo ratings yet
- Gopal Krishna Bhat - IdDocument1 pageGopal Krishna Bhat - IddipaliNo ratings yet
- DeclarationDocument1 pageDeclarationdipaliNo ratings yet
- Gopal Krishna Bhat - IdDocument1 pageGopal Krishna Bhat - IddipaliNo ratings yet
- S.No Names/F. Names AGE DesignationDocument5 pagesS.No Names/F. Names AGE DesignationdipaliNo ratings yet
- Deekshith - IdDocument1 pageDeekshith - IddipaliNo ratings yet
- Darshan Shetty DLDocument2 pagesDarshan Shetty DLdipaliNo ratings yet
- Bearing Capacity of Square Footing On Reinforced Pond AshDocument6 pagesBearing Capacity of Square Footing On Reinforced Pond AshHUGINo ratings yet
- SL Series Compact Loose Central Tube Fiberoptic CableDocument5 pagesSL Series Compact Loose Central Tube Fiberoptic CableJhon SanabriaNo ratings yet
- Project On Soil TestingDocument33 pagesProject On Soil TestingVinayPawar67% (3)
- Design of Flat Slab Using Equivalent Frame MethodDocument41 pagesDesign of Flat Slab Using Equivalent Frame Methodabadittadesse100% (2)
- Wire Reinforcement InstituteDocument6 pagesWire Reinforcement InstituteVu NguyenNo ratings yet
- Modes of Shear Failure of SoilDocument3 pagesModes of Shear Failure of SoilAnkush PendhariNo ratings yet
- SP-1097 DSS Welding Specs PDFDocument48 pagesSP-1097 DSS Welding Specs PDFHari Prakash GrandheyNo ratings yet
- W200 Casing Design Day 3 PDFDocument106 pagesW200 Casing Design Day 3 PDFYosef ShaabanNo ratings yet
- Ex OxydissolvedDocument3 pagesEx OxydissolvedrobertNo ratings yet
- Act 3 ConclusionDocument13 pagesAct 3 ConclusionVon A. DamirezNo ratings yet
- AM Breeze Block DesignDocument92 pagesAM Breeze Block DesignMattNo ratings yet
- Microstructure Characterization and Quantitative Analysis of Copper Alloy Matrix Composites Reinforced With Wc-Xni Powders Prepared by Spontaneous InfiltrationDocument9 pagesMicrostructure Characterization and Quantitative Analysis of Copper Alloy Matrix Composites Reinforced With Wc-Xni Powders Prepared by Spontaneous Infiltrationnorthpole_plNo ratings yet
- Nickyta Tanryan - 2106729915 - UtsgamtekDocument2 pagesNickyta Tanryan - 2106729915 - UtsgamtekNickyta TanryanNo ratings yet
- Catalytic Reaction EngineeringDocument48 pagesCatalytic Reaction EngineeringM Deepika100% (1)
- On Basics Bridge Engg SSBDocument83 pagesOn Basics Bridge Engg SSBumeshNo ratings yet
- Ceramic Uses and ProcessesDocument22 pagesCeramic Uses and ProcessesWang Zheng FengNo ratings yet
- Ayvaz - Val - Mariposa - Cmpta O&yDocument4 pagesAyvaz - Val - Mariposa - Cmpta O&yFranklin Gustavo Zagaceta BautistaNo ratings yet
- Extraction and Evaluation of OKRA FibresDocument7 pagesExtraction and Evaluation of OKRA FibresNinon NkoulouNo ratings yet
- Wagner Equation Constants for Vapour Pressure PredictionDocument17 pagesWagner Equation Constants for Vapour Pressure PredictionGustavo Adolfo RodriguezNo ratings yet
- Production of Sulfure-FreeDocument90 pagesProduction of Sulfure-Freeزهراء عادل عبد الزهرة إسماعيلNo ratings yet
- Bjorn Tore Lovfall TriallectureDocument45 pagesBjorn Tore Lovfall Triallecturegreenhen15No ratings yet
- Lab Manual IPCDocument21 pagesLab Manual IPCVijay Kumar TilakNo ratings yet
- Recommended For You: Modeling Elastomeric BearingsDocument3 pagesRecommended For You: Modeling Elastomeric Bearingsnepoznati1111No ratings yet
- Paroc Extra: Product DatasheetDocument2 pagesParoc Extra: Product Datasheetturkertalayman1660No ratings yet
- Introduction To Chemical ReactionsDocument35 pagesIntroduction To Chemical ReactionsHema lathaNo ratings yet
- SikaFiber PPM-12 (900gr) PDFDocument3 pagesSikaFiber PPM-12 (900gr) PDFDo ThaiducNo ratings yet
- 10 - Equipment Damage Curves Motors PDFDocument5 pages10 - Equipment Damage Curves Motors PDFMoulay m'hammed LOUKILINo ratings yet
- Technical Data Sheet - RELY PAINTS PRIVATE LIMITED - 2Document5 pagesTechnical Data Sheet - RELY PAINTS PRIVATE LIMITED - 2iR DesignNo ratings yet
- Metals and Non MetalsDocument29 pagesMetals and Non Metalsayushmallick07No ratings yet
- Group Vii The HalogensDocument58 pagesGroup Vii The HalogensYuanWei SiowNo ratings yet