You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Zinc Sulphate Solution Safety Data Sheet: Section 1. IdentificationDocument5 pagesZinc Sulphate Solution Safety Data Sheet: Section 1. IdentificationDevi AmbarwatiNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Diffinition of Fumes and GasesDocument7 pagesDiffinition of Fumes and GasesjovelNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Sds Sheet GalvanizedDocument8 pagesSds Sheet GalvanizedRober Moises Chumbe SoveroNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- HSE Docs Welding Safety Procedure 1698468959Document34 pagesHSE Docs Welding Safety Procedure 1698468959r2mgt28ssvNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- CSW-0115 MSDS GuideDocument5 pagesCSW-0115 MSDS GuideMohamed AdelNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hobart Flux Cored MsdsDocument3 pagesHobart Flux Cored MsdssalcabesNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Lawton Copper Tube Technical GuideDocument29 pagesLawton Copper Tube Technical GuideHarpinder Singh100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Mild Steel Solid Mig Wire MSDSDocument2 pagesMild Steel Solid Mig Wire MSDSsalcabesNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Zinc Metal MSDS SummaryDocument6 pagesZinc Metal MSDS SummaryAulia RhamdaniNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Zinc MsdsDocument5 pagesZinc MsdsJohn AtkinsNo ratings yet
- Andacollo Copper Concentrate SDSDocument6 pagesAndacollo Copper Concentrate SDSPaulie Salgado DelaParra100% (1)
- 1.-Alambre Tubular Flux Core Hobart-Fabco-803-MSDS PDFDocument4 pages1.-Alambre Tubular Flux Core Hobart-Fabco-803-MSDS PDFluis armandoNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Septy Chemicals LTD: Material Safety Data SheetDocument5 pagesSepty Chemicals LTD: Material Safety Data SheettaraNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Anthony J. Destefano, PHD: Growing ThreatsDocument23 pagesAnthony J. Destefano, PHD: Growing Threatstamuno7No ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- MSDS NO: 415889 REVISED: JULY 16, 2007 TW 3113 MATERIAL SAFETY DATA SHEETDocument2 pagesMSDS NO: 415889 REVISED: JULY 16, 2007 TW 3113 MATERIAL SAFETY DATA SHEETabobeedoNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
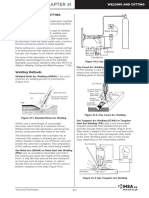
- Welding and Gas Cutting - by NRCDocument58 pagesWelding and Gas Cutting - by NRCAshish Patel100% (1)
- HSE From WeldingDocument7 pagesHSE From WeldingMichael RujuwaNo ratings yet
- Safety in Welding, Cutting and Allied Processes, © CSADocument14 pagesSafety in Welding, Cutting and Allied Processes, © CSAkakaNo ratings yet
- A Guide To Health Hazards and Hazard Control Measures With Respect To Welding and Allied Processes - Labour ProgramDocument6 pagesA Guide To Health Hazards and Hazard Control Measures With Respect To Welding and Allied Processes - Labour ProgramAng Key See RealNo ratings yet
- Galvanized Steel Safety Data SheetDocument12 pagesGalvanized Steel Safety Data SheetBasir Abu FaqihNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- MSDS Low Alloy Steel Electrodes - Docx - 2 - tcm266-416007Document6 pagesMSDS Low Alloy Steel Electrodes - Docx - 2 - tcm266-416007adeNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Monel Filler Metal 67 MsdsDocument3 pagesMonel Filler Metal 67 MsdsoberaiNo ratings yet
- 700E EUTECTRODEUS-en144710Document8 pages700E EUTECTRODEUS-en144710Juan LondonoNo ratings yet
- Welding Accident AnalysisDocument7 pagesWelding Accident AnalysisMario SanchoNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Cadmium: Stephen J. Traub and Robert S. HoffmanDocument4 pagesCadmium: Stephen J. Traub and Robert S. HoffmanRoppeNo ratings yet
- Zinc Metal MSDS Safety SheetDocument6 pagesZinc Metal MSDS Safety SheetArfin FardiansyahNo ratings yet
- E205 PDFDocument24 pagesE205 PDFFikri RahimNo ratings yet
- Safety Data Sheet for Cobalt Copper Master AlloyDocument11 pagesSafety Data Sheet for Cobalt Copper Master AlloyNut AssanaiNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Zinc Metal - MSDS (Zinc Alloy)Document6 pagesZinc Metal - MSDS (Zinc Alloy)Maritime SolutionsNo ratings yet
- En - Cigweld Satincrome 316LDocument12 pagesEn - Cigweld Satincrome 316LFikriey AbdullahNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)