You might also like
- Basic Principles in Making OintmentsDocument4 pagesBasic Principles in Making OintmentsGopal Pawar100% (1)
- ANODIZING: ELECTROLYTIC PROCESS INCREASES ALUMINUM OXIDE LAYERDocument4 pagesANODIZING: ELECTROLYTIC PROCESS INCREASES ALUMINUM OXIDE LAYERShubham JainNo ratings yet
- TS Coating Characterization Siegmann PDFDocument22 pagesTS Coating Characterization Siegmann PDFx yNo ratings yet
- Military Specification for Heat Cured Corrosion Inhibiting Solid Film LubricantDocument21 pagesMilitary Specification for Heat Cured Corrosion Inhibiting Solid Film LubricantGoogle User100% (1)
- Sheet Metal Best PracticesDocument11 pagesSheet Metal Best PracticesAng Tiong WeeNo ratings yet
- Turn GDocument8 pagesTurn GEnrique Elias Peñaloza GutierrezNo ratings yet
- PDS STRATA EPOXY HT 35590 en-GB PDFDocument3 pagesPDS STRATA EPOXY HT 35590 en-GB PDFMohamed Nouzer0% (1)
- Material Finish GuideDocument7 pagesMaterial Finish GuideRomie CubalNo ratings yet
- Corrosion SolutionsDocument22 pagesCorrosion SolutionsSopanghadgeNo ratings yet
- Corrosion Prevention by Use of InhibitorsDocument19 pagesCorrosion Prevention by Use of InhibitorsSai PradeepNo ratings yet
- CrO3 Alternatives in Decorative and Functional Plating PDFDocument22 pagesCrO3 Alternatives in Decorative and Functional Plating PDFLukeNo ratings yet
- BECKOPOX EM 2120w - Allnex - Bilingual 27 FebDocument15 pagesBECKOPOX EM 2120w - Allnex - Bilingual 27 FebDhruv Sevak100% (1)
- Decorative Chromium Plating BasicsDocument8 pagesDecorative Chromium Plating Basicsm daneshpour100% (1)
- Chemical Surface Preparation For Electroplated and Metallic CoatingsDocument18 pagesChemical Surface Preparation For Electroplated and Metallic CoatingscicerojoiasNo ratings yet
- Surface FinishesDocument8 pagesSurface FinishesasritaipNo ratings yet
- TALAT Lecture 2301: Design of Members Example 4.1: Bending Moment Resistance of Open Cross Section With Closed PartDocument7 pagesTALAT Lecture 2301: Design of Members Example 4.1: Bending Moment Resistance of Open Cross Section With Closed PartCORE MaterialsNo ratings yet
- Prospect Product Portfolio EN PDFDocument12 pagesProspect Product Portfolio EN PDFChoice OrganoNo ratings yet
- Challenges of Chromate Inhibitor Pigments Replacement in Organic CoatingsDocument16 pagesChallenges of Chromate Inhibitor Pigments Replacement in Organic CoatingsLuis Gustavo PachecoNo ratings yet
- D2896Document8 pagesD2896Tống GiaNo ratings yet
- CONTAMINATION MANAGEMENT IN SOLVENT EXTRACTIONDocument13 pagesCONTAMINATION MANAGEMENT IN SOLVENT EXTRACTIONJuan Ignacio GonzálezNo ratings yet
- Effect of Nickel on Coating Thickness (Sandelin EffectDocument2 pagesEffect of Nickel on Coating Thickness (Sandelin EffectEng-Ahmed Allam100% (1)
- TDS Novaseal 5132Document2 pagesTDS Novaseal 5132Asit RayNo ratings yet
- Fasteners Zinc CoatedDocument6 pagesFasteners Zinc CoatedAndres Camilo Benitez100% (1)
- ASTM D 7039-15aDocument12 pagesASTM D 7039-15aIsrael Lopez RamirezNo ratings yet
- Waterborne Acrylic Elastomeric Roof Coatings: - September 2016Document9 pagesWaterborne Acrylic Elastomeric Roof Coatings: - September 2016nanoNo ratings yet
- Practical Metallography: Faculty of Production Engineering and ManagementDocument18 pagesPractical Metallography: Faculty of Production Engineering and ManagementMassimo FumarolaNo ratings yet
- Metal Guard Rust Preventatives PDFDocument2 pagesMetal Guard Rust Preventatives PDFShafnur HamdiNo ratings yet
- Trivalent Chromium Passivation - 27!04!11Document7 pagesTrivalent Chromium Passivation - 27!04!11smallik3No ratings yet
- B. Pesic - Electrometallurgy Review PDFDocument44 pagesB. Pesic - Electrometallurgy Review PDFAna Luisa Garnica Salgado100% (1)
- Lesson 2 - Diversity of Materials in The EnvironmentDocument46 pagesLesson 2 - Diversity of Materials in The EnvironmentGianina De LeonNo ratings yet
- Corrosion and PaintingDocument13 pagesCorrosion and PaintingManeet GogiaNo ratings yet
- Escaid110 PDFDocument1 pageEscaid110 PDFPablo Valenzuela ArredondoNo ratings yet
- Review On Automotive Body Coating ProcessDocument4 pagesReview On Automotive Body Coating ProcessIJEMR JournalNo ratings yet
- Surface Wetting Pre Treatment MethodsDocument2 pagesSurface Wetting Pre Treatment MethodsNattaya PunrattanasinNo ratings yet
- Astm A194 - 22Document12 pagesAstm A194 - 22MOHD FHAIRUZ BIN WAHID STUDENTNo ratings yet
- Coatings 06 00024 PDFDocument22 pagesCoatings 06 00024 PDFcvazquez999No ratings yet
- Technical Data Sheet: Performa 560Document10 pagesTechnical Data Sheet: Performa 560Diego NavaNo ratings yet
- Non Metallic CoatingsDocument23 pagesNon Metallic CoatingsRORNo ratings yet
- Recent Developments in The Field of Epoxy ResinsDocument15 pagesRecent Developments in The Field of Epoxy ResinsStudent Prajwal Sharad ThakareNo ratings yet
- Pre TreatmentDocument7 pagesPre TreatmentRascal Silvent100% (1)
- Do's & Don'ts For Impurities in Nickel Plating SolutionsDocument2 pagesDo's & Don'ts For Impurities in Nickel Plating SolutionsHiden HidenNo ratings yet
- Review On Automotive Body Coating ProcessDocument4 pagesReview On Automotive Body Coating ProcessIJEMR JournalNo ratings yet
- Glass Manufacture and DecorationDocument27 pagesGlass Manufacture and DecorationPothuraju PrudhiviNo ratings yet
- Bright Chrome HR 75Document12 pagesBright Chrome HR 75Ringga sonifaNo ratings yet
- Hybrid Sol-Gel Coatings Based On Silanes-Amino Acids For Corrosion Protection of AZ91 Magnesium Alloy - Electrochemical and DFT InsightsDocument12 pagesHybrid Sol-Gel Coatings Based On Silanes-Amino Acids For Corrosion Protection of AZ91 Magnesium Alloy - Electrochemical and DFT InsightsJerson Javier Chaparro PlataNo ratings yet
- TECHNICAL DATA ON SURFACE ROUGHNESS AND TEXTURE INDICATIONDocument1 pageTECHNICAL DATA ON SURFACE ROUGHNESS AND TEXTURE INDICATIONdmayhillNo ratings yet
- Understanding Pre-Painted MetalDocument69 pagesUnderstanding Pre-Painted MetalErick Quan LunaNo ratings yet
- Phospha TationDocument21 pagesPhospha TationLaila Simpson BlueNo ratings yet
- Calcined Alumina Powders DatasheetDocument2 pagesCalcined Alumina Powders Datasheet4spsachinNo ratings yet
- Zinc Phosphating - Zinc Phosphate Coating - Zinc PhosphatizingDocument2 pagesZinc Phosphating - Zinc Phosphate Coating - Zinc Phosphatizingpuri16No ratings yet
- Surface Preparation GuideDocument2 pagesSurface Preparation GuideAhmed Emad AhmedNo ratings yet
- Suemul t50Document2 pagesSuemul t50buninaNo ratings yet
- Tripass ELV 2000Document7 pagesTripass ELV 2000thanh duc LeNo ratings yet
- Welding Chrome-Moly Steel: What You Should Know About T-1 WiresDocument22 pagesWelding Chrome-Moly Steel: What You Should Know About T-1 WiresKentDemeterioNo ratings yet
- Study Data of Passivation - of - Zinc PDFDocument11 pagesStudy Data of Passivation - of - Zinc PDFvkmsNo ratings yet
- Optimization of Cutting Fluids and Cutting Parameters During End Milling by UsingDocument8 pagesOptimization of Cutting Fluids and Cutting Parameters During End Milling by Usingiskricaman7No ratings yet
- Surface Protection External Coating of Claas ProductsDocument1 pageSurface Protection External Coating of Claas ProductsTomaszNo ratings yet
- TecTalis 1200Document6 pagesTecTalis 1200Julio OlveraNo ratings yet
- Techseal Silver SL GDocument11 pagesTechseal Silver SL GAnh Quang NgoNo ratings yet
- 609e PDFDocument3 pages609e PDFderimanaNo ratings yet
- Technological Result of Decomposition Sodium Aluminate SolutionDocument10 pagesTechnological Result of Decomposition Sodium Aluminate SolutionDragana Dragojlović SmiljanicNo ratings yet
- Electrodeposition Andreas Tolz PPGDocument14 pagesElectrodeposition Andreas Tolz PPGAndi MusdalifahNo ratings yet
- 2 Specimen PreparationDocument5 pages2 Specimen PreparationjanakNo ratings yet
- Dow PopDocument24 pagesDow PopLukeNo ratings yet
- 704 Na OHEDocument7 pages704 Na OHEBoris KundačinaNo ratings yet
- Extraction of Molybdenum From Molybdenite ConcentratesDocument5 pagesExtraction of Molybdenum From Molybdenite ConcentratesFranciscoIgnacioNo ratings yet
- ACED Murugadoss PPT TAFEDocument91 pagesACED Murugadoss PPT TAFEMarikya GuptaNo ratings yet
- Metallic Materials Sessional Microstructure StudyDocument39 pagesMetallic Materials Sessional Microstructure StudyMuhammedNayeemNo ratings yet
- Hot Dip GalvanizingDocument3 pagesHot Dip GalvanizingByan SaghirNo ratings yet
- All About CoatingDocument3 pagesAll About CoatingAnonymous avGU1iNo ratings yet
- Fan Types: Technical Bulletin TBN007.0/1998Document7 pagesFan Types: Technical Bulletin TBN007.0/1998hessam_seifiNo ratings yet
- Metric Thread ChartDocument2 pagesMetric Thread ChartAng Tiong WeeNo ratings yet
- Bollinger Bands - April 2010Document44 pagesBollinger Bands - April 2010Ang Tiong WeeNo ratings yet
- DMF Sheet Metal GuidelinesDocument5 pagesDMF Sheet Metal GuidelinesAng Tiong WeeNo ratings yet
- Negatives Poster BookletDocument36 pagesNegatives Poster BookletFernando GarcíaNo ratings yet
- SN2651Document20 pagesSN2651phaniraj.kNo ratings yet
- Lipid Extraction Basics of MTBE MethodDocument3 pagesLipid Extraction Basics of MTBE MethodCarla Elize DerainNo ratings yet
- STD - 537 APIDocument27 pagesSTD - 537 APIAdhi ErlanggaNo ratings yet
- MSDS for Powder CoatingDocument5 pagesMSDS for Powder Coatingbheemannadora sappaNo ratings yet
- Chem7a BSN-1-J Module4Document5 pagesChem7a BSN-1-J Module4Kiana JezalynNo ratings yet
- Corrosion Protection For Steel StructuresDocument10 pagesCorrosion Protection For Steel StructuresmaxxmaxxyNo ratings yet
- 6 2021 09 15!05 15 28 PM PDFDocument36 pages6 2021 09 15!05 15 28 PM PDFJonella Mae ChanNo ratings yet
- Molisch TestDocument5 pagesMolisch TestApril Kaye AbucejoNo ratings yet
- The Determination of Specific Sulfur Compounds by Capillary Gas Chromatography and Sulfur Chemiluminescence DetectionDocument12 pagesThe Determination of Specific Sulfur Compounds by Capillary Gas Chromatography and Sulfur Chemiluminescence DetectionnhanNo ratings yet
- Ajanta-Prisma Product DetailsDocument2 pagesAjanta-Prisma Product DetailsBalaji Pharmacy - GMNo ratings yet
- Mark Scheme (Results) January 2021: Pearson Edexcel International GCSE in Chemistry (4CH1) Paper 2CRDocument16 pagesMark Scheme (Results) January 2021: Pearson Edexcel International GCSE in Chemistry (4CH1) Paper 2CRFariha RahmanNo ratings yet
- Extractive DistillationDocument10 pagesExtractive DistillationMikas PhilipNo ratings yet
- Aluminium: Aluminium (Aluminum in American andDocument29 pagesAluminium: Aluminium (Aluminum in American andVysakh VasudevanNo ratings yet
- Rate of Reaction Experiment Sodium ThiosulphateDocument9 pagesRate of Reaction Experiment Sodium ThiosulphateMiesya87No ratings yet
- Desmophen A 160 SN: Type Characterization Form Supplied UsesDocument2 pagesDesmophen A 160 SN: Type Characterization Form Supplied UsesFadi MagdyNo ratings yet
- Production of Liquid Fuel From Plastic Waste Using Integrated Pyrolysis Method With Refinery Distillation Bubble Cap Plate Column-1Document9 pagesProduction of Liquid Fuel From Plastic Waste Using Integrated Pyrolysis Method With Refinery Distillation Bubble Cap Plate Column-1Bambang Sardi SardiNo ratings yet
- NSS Chemistry Part 3 Metals - LQDocument25 pagesNSS Chemistry Part 3 Metals - LQミーチェルNo ratings yet
- The 8 branches of chemistry explainedDocument9 pagesThe 8 branches of chemistry explainedshabirNo ratings yet
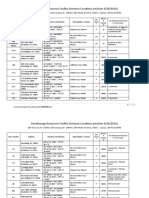
- Pennenergy Resources Facility Entrance Locations (Revision 4/20/2016)Document5 pagesPennenergy Resources Facility Entrance Locations (Revision 4/20/2016)jayd_enterprises_918No ratings yet
- Technical Technical Technical Technical Bulletin Bulletin Bulletin BulletinDocument9 pagesTechnical Technical Technical Technical Bulletin Bulletin Bulletin Bulletinprem prakash mishraNo ratings yet
- Guide To Sydney Water DBYD PlansDocument5 pagesGuide To Sydney Water DBYD PlansShane BulgerNo ratings yet