You might also like
- Miter Saw Table With Storage CabinetsDocument23 pagesMiter Saw Table With Storage CabinetsLonebeavNo ratings yet
- Build DIY Awning Shade Under $300Document5 pagesBuild DIY Awning Shade Under $300Ri SovannaphumiNo ratings yet
- Sewing Machine Needles: - Prepared by - P.Lakshmana Kanth, Senior Faculty - IFTKDocument38 pagesSewing Machine Needles: - Prepared by - P.Lakshmana Kanth, Senior Faculty - IFTKP. Lakshmanakanth100% (5)
- Soft SkillsDocument117 pagesSoft Skillskiran100% (1)
- Design Guidelines - SheetMetal PDFDocument4 pagesDesign Guidelines - SheetMetal PDFsunilbhol100% (1)
- Acoustic Travel Ukulele Plans PDFDocument17 pagesAcoustic Travel Ukulele Plans PDFblancofrank545No ratings yet
- Airfix 2011 CatalogueDocument132 pagesAirfix 2011 CatalogueGordon Sorensen0% (1)
- Valet StandDocument9 pagesValet StandflerziNo ratings yet
- Sheet Metal Best PracticesDocument11 pagesSheet Metal Best PracticesAng Tiong WeeNo ratings yet
- How to bind a hardcover bookDocument3 pagesHow to bind a hardcover booklionbrandcat33% (3)
- Hovercraft Building PlansDocument3 pagesHovercraft Building Plansinfineum100% (1)
- Sheetmetal Design GuidelinesDocument20 pagesSheetmetal Design Guidelinesbrpnaidu2157No ratings yet
- Stab BindingDocument5 pagesStab BindingJose Segura100% (1)
- Design Guide - Sheet Metal Fabrication PDFDocument12 pagesDesign Guide - Sheet Metal Fabrication PDFŽeljko StefanovićNo ratings yet
- Dog Tag/ Key ChainDocument13 pagesDog Tag/ Key ChainAidan O'HaraNo ratings yet
- Math30.CA U1l1 PolynomialFunctionsDocument20 pagesMath30.CA U1l1 PolynomialFunctionsUnozxcv Doszxc100% (1)
- Screening Particle Size DistributionDocument40 pagesScreening Particle Size DistributionRavid GhaniNo ratings yet
- Textile Testing and Product EvaluationDocument64 pagesTextile Testing and Product EvaluationBhaswati PandaNo ratings yet
- 6 Acop v. OmbudsmanDocument1 page6 Acop v. OmbudsmanChester Santos SoniegaNo ratings yet
- Willie Chee Keong Tan - Research Methods (2018, World Scientific Publishing Company) - Libgen - Li PDFDocument236 pagesWillie Chee Keong Tan - Research Methods (2018, World Scientific Publishing Company) - Libgen - Li PDFakshar pandavNo ratings yet
- TECHNICAL DATA ON SURFACE ROUGHNESS AND TEXTURE INDICATIONDocument1 pageTECHNICAL DATA ON SURFACE ROUGHNESS AND TEXTURE INDICATIONdmayhillNo ratings yet
- DFM Sheet MetalDocument7 pagesDFM Sheet MetalkazdanoNo ratings yet
- Sheetmetal DFM GuidelinesDocument5 pagesSheetmetal DFM GuidelinesnareshdayNo ratings yet
- Sheetmetal Design GuidelinesDocument5 pagesSheetmetal Design GuidelinesVikram Borkhediya0% (1)
- DFM Sheet MetalDocument7 pagesDFM Sheet MetalNageswar ReddyNo ratings yet
- Design For Manufacturability Guidelines - SheetmetalDocument4 pagesDesign For Manufacturability Guidelines - SheetmetalFacundo Cacace FontalvaNo ratings yet
- DFM Sheet Metal Guide LinesDocument5 pagesDFM Sheet Metal Guide LinesNageswar ReddyNo ratings yet
- HolesDocument1 pageHolesStevensonNo ratings yet
- Sheetmetal DFM PDFDocument5 pagesSheetmetal DFM PDFsharan_nNo ratings yet
- NotchesDocument1 pageNotchesStevensonNo ratings yet
- CountersinksDocument1 pageCountersinksStevensonNo ratings yet
- Steel vs Aluminum BIW MaterialsDocument1 pageSteel vs Aluminum BIW MaterialsStevensonNo ratings yet
- Semi-Pierced HoleDocument1 pageSemi-Pierced HoleStevensonNo ratings yet
- Design Guide: Sheet Metal FabricationDocument12 pagesDesign Guide: Sheet Metal FabricationSanatan ChoudhuryNo ratings yet
- Plug and Slot Welds V.1Document3 pagesPlug and Slot Welds V.1sboergertNo ratings yet
- Strength Testing PolymersDocument1 pageStrength Testing Polymerstimspector6094% (33)
- Make A F3 Fighter Kite in Less Than 2 Hours MMDocument11 pagesMake A F3 Fighter Kite in Less Than 2 Hours MMtcmeierNo ratings yet
- Design of Screw Conveyor ASDDocument2 pagesDesign of Screw Conveyor ASDgert_bergNo ratings yet
- RF PadDocument2 pagesRF PadezhiljananiNo ratings yet
- Three Sided Lidded Box: Woodturning ADocument11 pagesThree Sided Lidded Box: Woodturning AGustavo RuizNo ratings yet
- Extruded Holes & Shapes Metalworking GuideDocument1 pageExtruded Holes & Shapes Metalworking GuideStevensonNo ratings yet
- Big Towelpeg: InstructablesDocument11 pagesBig Towelpeg: InstructablesDominguitoNo ratings yet
- 17d.how To Make A Fret Bevel Tool - Brian CalvertDocument1 page17d.how To Make A Fret Bevel Tool - Brian CalvertMamachelloNo ratings yet
- Work Board and Circle Cutter GuideDocument4 pagesWork Board and Circle Cutter GuideJair Marques PereiraNo ratings yet
- Chapter 6 - Basic SailmakingDocument8 pagesChapter 6 - Basic SailmakingVladislavsŽavtkēvics100% (1)
- InstructionsDocument10 pagesInstructionsShauna TimothyNo ratings yet
- Bolt & Screw Terminology GuideDocument2 pagesBolt & Screw Terminology GuidejehadyamNo ratings yet
- Torneando Pulseras de MaderaDocument2 pagesTorneando Pulseras de MaderakevineliNo ratings yet
- Plain Pre Glued Dowel Pin FaqDocument2 pagesPlain Pre Glued Dowel Pin Faqlbkumar87No ratings yet
- Essential sewing competencies and toolsDocument50 pagesEssential sewing competencies and toolsWishley Ann PiñedaNo ratings yet
- Baseline Pager Report-2Document15 pagesBaseline Pager Report-2api-524551643No ratings yet
- Fiber Testing MethodsDocument62 pagesFiber Testing MethodsshaifaliNo ratings yet
- Rope Joints and Split Bamboo ConstructionsDocument17 pagesRope Joints and Split Bamboo ConstructionsAnkit VarshneyNo ratings yet
- Grade 9 MetalworkDocument13 pagesGrade 9 MetalworkAidan O'HaraNo ratings yet
- Technical Description of A No.2 Lead PencilDocument1 pageTechnical Description of A No.2 Lead PencilPatrick FungNo ratings yet
- Making Tissue TubesDocument2 pagesMaking Tissue TubesBoris PetrovicNo ratings yet
- Analyze tree growth with stump and stem analysisDocument7 pagesAnalyze tree growth with stump and stem analysisSagar jaisiNo ratings yet
- 8 HandiDocument44 pages8 HandiCeleste D. BeringNo ratings yet
- Shop Exercise 2 - FlatbackDocument7 pagesShop Exercise 2 - FlatbackIsaiah Benjamin Alonzo100% (1)
- Beading ToolDocument2 pagesBeading ToolkokiskoNo ratings yet
- CrusherDocument2 pagesCrusherapi-240608403No ratings yet
- Types and Procedure of Table: SkirtingDocument5 pagesTypes and Procedure of Table: SkirtingGlenda ValerosoNo ratings yet
- Tween CouchDocument2 pagesTween Couchbebe_moraNo ratings yet
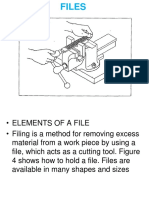
- Hand Tools - FilesDocument38 pagesHand Tools - FilesRegulatory QualityNo ratings yet
- Presentation Hand ToolsDocument11 pagesPresentation Hand Toolsapi-547742526No ratings yet
- Terry WeaveDocument24 pagesTerry Weaveirfanfakhar2No ratings yet
- Fan Types: Technical Bulletin TBN007.0/1998Document7 pagesFan Types: Technical Bulletin TBN007.0/1998hessam_seifiNo ratings yet
- Metric Thread ChartDocument2 pagesMetric Thread ChartAng Tiong WeeNo ratings yet
- Bollinger Bands - April 2010Document44 pagesBollinger Bands - April 2010Ang Tiong WeeNo ratings yet
- Material Finish GuideDocument3 pagesMaterial Finish GuideAng Tiong WeeNo ratings yet
- F20-W21 - LP1 LP2 Instructions and Grading Rubric-STUDENT VersionDocument9 pagesF20-W21 - LP1 LP2 Instructions and Grading Rubric-STUDENT VersionjohnamenNo ratings yet
- Model 200-30A200P-31-21A Solenoid ValveDocument4 pagesModel 200-30A200P-31-21A Solenoid Valveemuno008No ratings yet
- CSCE 3110 Data Structures and Algorithms NotesDocument19 pagesCSCE 3110 Data Structures and Algorithms NotesAbdul SattarNo ratings yet
- 341 BDocument4 pages341 BHomero Ruiz Hernandez0% (3)
- Grid Xtreme VR Data Sheet enDocument3 pagesGrid Xtreme VR Data Sheet enlong bạchNo ratings yet
- Mom Luby and The Social WorkerDocument1 pageMom Luby and The Social WorkerqtissskrazyNo ratings yet
- Kinds of ObligationDocument50 pagesKinds of ObligationKIM GABRIEL PAMITTANNo ratings yet
- Examples 5 PDFDocument2 pagesExamples 5 PDFskaderbe1No ratings yet
- Best Practices For SAP-PM History DocumentationDocument8 pagesBest Practices For SAP-PM History DocumentationLaammeem Noon100% (1)
- Feedback Mechanism InstrumentDocument2 pagesFeedback Mechanism InstrumentKing RickNo ratings yet
- SMG Wireless Gateway ManualV2.2.0Document95 pagesSMG Wireless Gateway ManualV2.2.0shahedctgNo ratings yet
- Comparing environmental impacts of clay and asbestos roof tilesDocument17 pagesComparing environmental impacts of clay and asbestos roof tilesGraham LongNo ratings yet
- FTC470XETDocument2 pagesFTC470XETDecebal ScorilloNo ratings yet
- Brochure of H1 Series Compact InverterDocument10 pagesBrochure of H1 Series Compact InverterEnzo LizziNo ratings yet
- Shilpa PPT FinalDocument51 pagesShilpa PPT FinalDrakeNo ratings yet
- Panda CheatsheetDocument17 pagesPanda CheatsheetAdevair JuniorNo ratings yet
- AAFA Webinar Intertek Jan 2012 V5Document29 pagesAAFA Webinar Intertek Jan 2012 V5rabiulfNo ratings yet
- TV/VCR Tuner Ic With DC/DC Converter: FeaturesDocument21 pagesTV/VCR Tuner Ic With DC/DC Converter: FeaturesEdsel SilvaNo ratings yet
- University of Cebu-Main Campus Entrepreneurship 100 Chapter 11 QuizDocument3 pagesUniversity of Cebu-Main Campus Entrepreneurship 100 Chapter 11 QuizAnmer Layaog BatiancilaNo ratings yet
- SS Corrosion SlidesDocument36 pagesSS Corrosion SlidesNathanianNo ratings yet
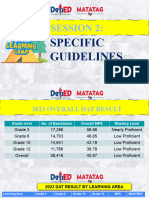
- FINAL Session 3 Specific GuidelinesDocument54 pagesFINAL Session 3 Specific GuidelinesBovelyn Autida-masingNo ratings yet
- UE Capability Information (UL-DCCH) - Part2Document51 pagesUE Capability Information (UL-DCCH) - Part2AhmedNo ratings yet
- Online and Payment SecurityDocument14 pagesOnline and Payment SecurityVanezz UchihaNo ratings yet
- Restaurant P&L ReportDocument4 pagesRestaurant P&L Reportnqobizitha giyaniNo ratings yet
- Papi AdbDocument50 pagesPapi AdbSilvio Figueiredo0% (1)