You might also like
- GT Gas Fuel and Air FlowDocument38 pagesGT Gas Fuel and Air FlowhinaNo ratings yet
- DLN IntructionDocument20 pagesDLN IntructionThanapaet RittirutNo ratings yet
- Dynamics Characteristics: Figure 1. LM2500-PE Estimated Load Rejection Transient PerformanceDocument3 pagesDynamics Characteristics: Figure 1. LM2500-PE Estimated Load Rejection Transient PerformanceDenis JimenezNo ratings yet
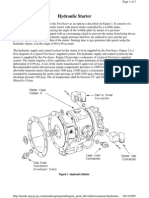
- Figure 1. Hydraulic StarterDocument3 pagesFigure 1. Hydraulic StarterDenis JimenezNo ratings yet
- I.G.V Openning and Closing CurveDocument3 pagesI.G.V Openning and Closing CurveHussam Baiee100% (3)
- Siemens Gas Turbine Product Range Comparison 0-130 MW: For Siemens Internal Use OnlyDocument2 pagesSiemens Gas Turbine Product Range Comparison 0-130 MW: For Siemens Internal Use Onlythunder0% (1)
- Lm2500 DescripDocument2 pagesLm2500 DescripDenis Jimenez100% (1)
- Siemens Gas Turbine Product Range Comparison Chart 0-130 MWDocument2 pagesSiemens Gas Turbine Product Range Comparison Chart 0-130 MWdvcher78No ratings yet
- Smple Cycle Thermodynamics OverviewDocument31 pagesSmple Cycle Thermodynamics OverviewONURNo ratings yet
- GE Marine Gas Turbine ManualDocument72 pagesGE Marine Gas Turbine ManualMiguel Francisco Goytia100% (1)
- 2.3.8 Liquid FuelDocument16 pages2.3.8 Liquid FuelSarah CohenNo ratings yet
- Mars 100 PlantDocument9 pagesMars 100 PlantabelsgNo ratings yet
- Lm2500 InstrumentationDocument4 pagesLm2500 InstrumentationDenis JimenezNo ratings yet
- LM2500 Gas Turbine EngineDocument3 pagesLM2500 Gas Turbine EnginesppramNo ratings yet
- Starting Gas TurbineDocument3 pagesStarting Gas Turbineanup_nairNo ratings yet
- Dry Low Nox 2.0+ System Operation: Ge Power SystemsDocument10 pagesDry Low Nox 2.0+ System Operation: Ge Power SystemsFernando Piaggio100% (1)
- Fact Sheet Variable Inlet Guide VaneDocument1 pageFact Sheet Variable Inlet Guide VaneDarioNo ratings yet
- 7HA Gas Turbine: World's Largest, Most Efficient Gas Turbine in Its ClassDocument4 pages7HA Gas Turbine: World's Largest, Most Efficient Gas Turbine in Its Classjparmar100% (2)
- Lm6000 PF Plus Fact SheetDocument2 pagesLm6000 PF Plus Fact SheetNivaldo GarciaNo ratings yet
- lm2500 Combined Cycle Plant Repowering Whitepaper PDFDocument12 pageslm2500 Combined Cycle Plant Repowering Whitepaper PDF'Izzad AfifNo ratings yet
- lm2500 LubesupplyDocument3 pageslm2500 LubesupplyDenis Jimenez100% (2)
- 3 - Gas Turbine Overview 8.09Document25 pages3 - Gas Turbine Overview 8.09Sujeet Kumar100% (1)
- GE Turbinas MS6001Document64 pagesGE Turbinas MS6001Anonymous 7aN0oYUm7vNo ratings yet
- Gas Turbine MaintenanceDocument11 pagesGas Turbine Maintenancemoinuddinmohdyusuf100% (4)
- GEN01A 214 B5 7FA-Gas-Turbine-Major-Inspections Example r1 PFDocument14 pagesGEN01A 214 B5 7FA-Gas-Turbine-Major-Inspections Example r1 PFsarathkumar100% (1)
- LM TM2500 Upgrade Solutions PDFDocument2 pagesLM TM2500 Upgrade Solutions PDFLibyanManNo ratings yet
- Gas Turbine PerformanceDocument16 pagesGas Turbine PerformanceSulzerRuudNo ratings yet
- GE 9HA Gas TurbineDocument4 pagesGE 9HA Gas TurbinejparmarNo ratings yet
- Ger 3658d Speedtronic Mark V Gas Turbine Control System PDFDocument19 pagesGer 3658d Speedtronic Mark V Gas Turbine Control System PDFyos100% (1)
- (GAS TURBINE MS 5001 PA) Volume IDocument159 pages(GAS TURBINE MS 5001 PA) Volume Ihayder ahmed100% (2)
- Variable Inlet Guide Vane System: GE Power SystemsDocument4 pagesVariable Inlet Guide Vane System: GE Power Systemsanggita gigih wahyu iriawan100% (1)
- Gek105054 File0007Document18 pagesGek105054 File0007outilprok22kNo ratings yet
- Humidity Effects On Gas Turbine PerformanceDocument7 pagesHumidity Effects On Gas Turbine PerformanceTolgahan ŞahinNo ratings yet
- Mechanical Interview Questions & Answers (Gas Turbine)Document14 pagesMechanical Interview Questions & Answers (Gas Turbine)ChiduNo ratings yet
- Gas Turbine Compressor Washing: GE EnergyDocument18 pagesGas Turbine Compressor Washing: GE EnergyJosemar LopesNo ratings yet
- DLN2+ HRDWDocument21 pagesDLN2+ HRDWnabil160874100% (4)
- Book 9HA CCPP Operations Training at AEPLDocument174 pagesBook 9HA CCPP Operations Training at AEPLFazalur Rehman Babar100% (2)
- GT Mtc. PracticesDocument59 pagesGT Mtc. PracticesAbhishek Prakash SrivastavaNo ratings yet
- MOU (00) - Introduction LDocument37 pagesMOU (00) - Introduction LDRISSI100% (1)
- lIQUID FUEL SYSTEM PDFDocument23 pageslIQUID FUEL SYSTEM PDFJJNo ratings yet
- LM 2500Document12 pagesLM 2500pramodtryNo ratings yet
- Factsheet Industrial Trent 60 Us LowresDocument2 pagesFactsheet Industrial Trent 60 Us LowresAsri GaniNo ratings yet
- LM6000-InD-239 - Improved LPT Coupling NutDocument9 pagesLM6000-InD-239 - Improved LPT Coupling NutIqbal UsmaniNo ratings yet
- Electrical Equipment and Instrumentation CatalogDocument247 pagesElectrical Equipment and Instrumentation CatalogMahdi HassanNo ratings yet
- GT Accessory Drives and Turbine-Generator SetsDocument29 pagesGT Accessory Drives and Turbine-Generator SetsAnkur Sharma100% (2)
- Gas Turbine ControlDocument8 pagesGas Turbine ControlDAHRAOUI Mohamed Riad100% (1)
- List of Illustrations: Lm6000 PD Gek 105061 Ge Industrial Aeroderivative Gas TurbinesDocument4 pagesList of Illustrations: Lm6000 PD Gek 105061 Ge Industrial Aeroderivative Gas TurbinesJHONNATTAN RODRIGUEZNo ratings yet
- GT ControlDocument55 pagesGT Controlchdi100% (1)
- GE LM6000 Gas Turbine Generator Drive Application Control PackageDocument3 pagesGE LM6000 Gas Turbine Generator Drive Application Control Packageabhaymehta67100% (1)
- 2 Gas Turbine - Air Inlet SystemDocument93 pages2 Gas Turbine - Air Inlet SystemMohamed Balbaa100% (4)
- GE Gas Turbine Frame 9E Course 1695532004Document156 pagesGE Gas Turbine Frame 9E Course 1695532004Achnafian Rafif Zufaryansyah100% (1)
- 04 - LM2500 OverviewDocument27 pages04 - LM2500 OverviewLudovic LeroyNo ratings yet
- F Technology StoryDocument16 pagesF Technology StoryTufail Memon100% (1)
- Gas Turbine Degrade From Power MagDocument16 pagesGas Turbine Degrade From Power Magrudi setiawanNo ratings yet
- Turbine Clearance ControlDocument135 pagesTurbine Clearance ControlAnu Partha100% (1)
- Performance Det in GTsDocument8 pagesPerformance Det in GTsAlpha BetaNo ratings yet
- Compressor and Hot Section Fouling in Gas Turbines - Causes and Effects by Meher-Homji (1987)Document9 pagesCompressor and Hot Section Fouling in Gas Turbines - Causes and Effects by Meher-Homji (1987)wolf_nsNo ratings yet
- Paper On Combined Cycle Power Plant Performance Degradation: at Powergen 98Document0 pagesPaper On Combined Cycle Power Plant Performance Degradation: at Powergen 98Mostafa MohamedNo ratings yet
- A Review of Cleaning Methods For Motor WindingsDocument6 pagesA Review of Cleaning Methods For Motor Windingsbryonyclaire100% (1)
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Seawater Intake Pipe Clean - Shock Chlorination vs. Pigging _ IDE TechDocument11 pagesSeawater Intake Pipe Clean - Shock Chlorination vs. Pigging _ IDE TechDurga PrasadNo ratings yet
- Sublethal response of barnacles to chlorine_ An experimental study for power plant biofouling control_ Marine and Freshwater Behaviour and Physiology_ Vol 24 , No 1 - Get AccessDocument4 pagesSublethal response of barnacles to chlorine_ An experimental study for power plant biofouling control_ Marine and Freshwater Behaviour and Physiology_ Vol 24 , No 1 - Get AccessDurga PrasadNo ratings yet
- AR-413Document176 pagesAR-413Durga PrasadNo ratings yet
- Safety First! Dos and Donts For Pool and Spa Chemical UseDocument1 pageSafety First! Dos and Donts For Pool and Spa Chemical UseDurga PrasadNo ratings yet
- Cation Conductivity: Facts and Fiction: Heini MaurerDocument7 pagesCation Conductivity: Facts and Fiction: Heini MaurerHendra DesfiantoroNo ratings yet
- Energies 11 01581 v2 PDFDocument38 pagesEnergies 11 01581 v2 PDFDurga PrasadNo ratings yet
- DO Ample MSDSDocument9 pagesDO Ample MSDSDurga PrasadNo ratings yet
- Different types of cirral activity of barnacles _ Philosophical Transactions of the Royal Society of London. Series B, Biological SciencesDocument6 pagesDifferent types of cirral activity of barnacles _ Philosophical Transactions of the Royal Society of London. Series B, Biological SciencesDurga PrasadNo ratings yet
- Conductivity TDS RelationshipDocument7 pagesConductivity TDS Relationshipanonymous manNo ratings yet
- TurbidityAbsorptometric DOC316.53.01332Document4 pagesTurbidityAbsorptometric DOC316.53.01332intakusayangkuNo ratings yet
- Chlorine Safety Scrubbing SystemsDocument47 pagesChlorine Safety Scrubbing SystemsMaswady Bin Maskin100% (1)
- Caustic CrackingDocument17 pagesCaustic CrackingDurga PrasadNo ratings yet
- Joe Woolley Process DesignDocument53 pagesJoe Woolley Process DesignpgcedzovNo ratings yet
- DO Ample MSDSDocument9 pagesDO Ample MSDSDurga PrasadNo ratings yet
- E-Book No.05 On Material Safety Data Sheets (MSDS)Document32 pagesE-Book No.05 On Material Safety Data Sheets (MSDS)sriram100% (1)
- Case History: Power Plant Equipment PreservationDocument2 pagesCase History: Power Plant Equipment PreservationDurga PrasadNo ratings yet
- Catb1 002 - 9 10Document2 pagesCatb1 002 - 9 10sebinNo ratings yet
- Phosphate Hideout PDFDocument4 pagesPhosphate Hideout PDFAHMAD DZAKYNo ratings yet
- Ten Years of Experience With Fac in HrsgsDocument12 pagesTen Years of Experience With Fac in HrsgsDurga PrasadNo ratings yet
- Watertreatment RFI FinalDocument77 pagesWatertreatment RFI FinalImam NaufalNo ratings yet
- Circumferential Cracking On The Waterwalls of Suepr Critical BoilersDocument234 pagesCircumferential Cracking On The Waterwalls of Suepr Critical BoilersDurga PrasadNo ratings yet
- Boiler Water Treatment For Kiln DryingDocument42 pagesBoiler Water Treatment For Kiln DryingSyavash EnshaNo ratings yet
- Lubrication OilDocument8 pagesLubrication OilDurga Prasad0% (1)
- PhosphateCaustic 2015 PDFDocument37 pagesPhosphateCaustic 2015 PDFsoumitra BanerjeeNo ratings yet
- Fast Bus Transfer Systems: A System Solution Approach: Aartech Solonics LTD., Bhopal, IndiaDocument38 pagesFast Bus Transfer Systems: A System Solution Approach: Aartech Solonics LTD., Bhopal, IndiaDurga PrasadNo ratings yet
- MS 6209Document7 pagesMS 6209Durga PrasadNo ratings yet
- Decomposition of Hydrazine Inpreserved Boilers.... 12 PDFDocument18 pagesDecomposition of Hydrazine Inpreserved Boilers.... 12 PDFmahesh sNo ratings yet
- Trace element leaching study of fly ashes from Chandrapura Thermal Power StationDocument4 pagesTrace element leaching study of fly ashes from Chandrapura Thermal Power StationDurga PrasadNo ratings yet
- Gas Turbine Gas Fuel Composition Performance CorrectionDocument7 pagesGas Turbine Gas Fuel Composition Performance CorrectionDurga PrasadNo ratings yet
- Cost Benefits of A Cycling Analysis On A Combined Cycle UnitDocument17 pagesCost Benefits of A Cycling Analysis On A Combined Cycle UnitDurga PrasadNo ratings yet
- Test 19Document13 pagesTest 19Vũ Thanh Giang NguyễnNo ratings yet
- The Ocean Between Us 6Document228 pagesThe Ocean Between Us 6soulhaertssNo ratings yet
- JAPAN and Edgar Cayce ProphesyDocument11 pagesJAPAN and Edgar Cayce ProphesySilverbirchtruthsNo ratings yet
- FRM 61: Forest Surveying and Engineering BS Forestry 2ADocument2 pagesFRM 61: Forest Surveying and Engineering BS Forestry 2ANovie Grace Hicalde TapurocNo ratings yet
- Why The Moon and The Sun PagesDocument16 pagesWhy The Moon and The Sun PagesAchuthamohanNo ratings yet
- Plastic Pollution PDFDocument22 pagesPlastic Pollution PDFKhilti ShahNo ratings yet
- Green Technology For Maritime Development OktaDocument16 pagesGreen Technology For Maritime Development OktalistasinagaNo ratings yet
- Pliocene-Quaternary Evolution of The Continental Shelf of Central Vietnam Based On High Resolution Seismic DataDocument11 pagesPliocene-Quaternary Evolution of The Continental Shelf of Central Vietnam Based On High Resolution Seismic DataLong HoangNo ratings yet
- Enviro Mgt 5014 Revision NotesDocument34 pagesEnviro Mgt 5014 Revision NotesSadhanshyhan ShyhanNo ratings yet
- Seaspiracy Doc Argues Overfishing Threatens ClimateDocument2 pagesSeaspiracy Doc Argues Overfishing Threatens ClimateOgie Rose BanasanNo ratings yet
- Part I: Project Summary: Proposal Format/Re-Granting ProjectsDocument35 pagesPart I: Project Summary: Proposal Format/Re-Granting ProjectsGwakisa KalingaNo ratings yet
- 2carb SeribuDocument39 pages2carb SeribudinaakuNo ratings yet
- De HSG Ta 9 2018-19 Cap TPDocument9 pagesDe HSG Ta 9 2018-19 Cap TPBiên PhạmNo ratings yet
- SeaweedsDocument47 pagesSeaweedsJozel Margarette CruzNo ratings yet
- Tsunami HazardsDocument10 pagesTsunami HazardsMARGARITA MARIANONo ratings yet
- How a river mouth could make an island appear isolatedDocument4 pagesHow a river mouth could make an island appear isolatedAlexandre ReboledoNo ratings yet
- Anh 12Document15 pagesAnh 12Nguyen Nguyet Nga K462No ratings yet
- Self Mastery and Fate With The Cycles of Life - H. Spencer LewisDocument188 pagesSelf Mastery and Fate With The Cycles of Life - H. Spencer LewisMagicien1100% (1)
- Fao Buildin A Double Ended Cambodian Design PDFDocument27 pagesFao Buildin A Double Ended Cambodian Design PDFfridomeroNo ratings yet
- The Environmental Health Impacts of Russia's War On Ukraine: Review Open AccessDocument14 pagesThe Environmental Health Impacts of Russia's War On Ukraine: Review Open Accessdk.iitkgp007No ratings yet
- Thesis Ideas For Marine BiologyDocument8 pagesThesis Ideas For Marine Biologyteresaoakmanevansville100% (2)
- Sumanta Banerjee DECCMA INDIA Mahanadi DeltaDocument1 pageSumanta Banerjee DECCMA INDIA Mahanadi DeltadebasisNo ratings yet
- Kiswahili Phonetics and PhonologyDocument8 pagesKiswahili Phonetics and Phonologyjeff omangaNo ratings yet
- Delta Deposits Morphology and EvolutionDocument49 pagesDelta Deposits Morphology and EvolutionMelissa2305No ratings yet
- The Isle of Voices - Rewrite 2Document9 pagesThe Isle of Voices - Rewrite 2Anthony Mr.No ratings yet
- Under by Snohetta Niyandha Sethuraman 10.09.20Document35 pagesUnder by Snohetta Niyandha Sethuraman 10.09.20Niyandha PupNo ratings yet
- Environmental Profile of ST Martins Island PDFDocument164 pagesEnvironmental Profile of ST Martins Island PDFNyeem Hasan Khan ShoummoNo ratings yet
- DK TurtleDocument28 pagesDK TurtleReegen TeeNo ratings yet
- Developing a Ripper Draghead for Rock DredgingDocument9 pagesDeveloping a Ripper Draghead for Rock DredgingRonnie oliveiraNo ratings yet
- Dredging Handbook For EngineersDocument294 pagesDredging Handbook For EngineersMohamedNo ratings yet