You might also like
- Is 1367Document28 pagesIs 1367VIJAYAKUMAR TNo ratings yet
- Is 1367 1 2002 PDFDocument9 pagesIs 1367 1 2002 PDFBsc Aditya Singh DinkarNo ratings yet
- Is 1367 Part 8Document24 pagesIs 1367 Part 8Otavio1230% (2)
- 2Document345 pages2Brijesh MishraNo ratings yet
- Disclosure To Promote The Right To InformationDocument10 pagesDisclosure To Promote The Right To InformationdombipinNo ratings yet
- Is 4218 3 1999Document20 pagesIs 4218 3 1999yraju88100% (1)
- 1367 - Part 3Document31 pages1367 - Part 3sandipNo ratings yet
- Is 3757 1985Document12 pagesIs 3757 1985Santosh Kumar100% (2)
- 1367 6 PDFDocument20 pages1367 6 PDFIrshad Khan100% (1)
- Is - 1367-Part03Document20 pagesIs - 1367-Part03pdf5a100% (5)
- Is 1367 Part 1Document3 pagesIs 1367 Part 1Otavio123100% (1)
- Is 1363 3 2002 PDFDocument12 pagesIs 1363 3 2002 PDFVivekanandh00333 VivekNo ratings yet
- Property SheetDocument6 pagesProperty SheetsivaNo ratings yet
- Guidelines For HSFG Rev5 PDFDocument39 pagesGuidelines For HSFG Rev5 PDFKasiNo ratings yet
- IS 4218 (Part 3) 1999Document17 pagesIS 4218 (Part 3) 1999Soma SundaramNo ratings yet
- Is 6623 High Strength Structural NutsDocument11 pagesIs 6623 High Strength Structural NutsprashantlingayatNo ratings yet
- 2013 DTH Hammer Catalog PDFDocument61 pages2013 DTH Hammer Catalog PDFNelson de la RosaNo ratings yet
- Design of lacing face to face for ISMC 300 columnDocument3 pagesDesign of lacing face to face for ISMC 300 columnkiranNo ratings yet
- CAST STEELS & ALLOY STEELS CHEMICAL AND MECHANICAL PROPERTIESDocument2 pagesCAST STEELS & ALLOY STEELS CHEMICAL AND MECHANICAL PROPERTIESAnkit Singh100% (1)
- Bolt CapacityDocument9 pagesBolt CapacityElias PantaleoNo ratings yet
- Bolt Calculation According To VDI 2230:2014: InputsDocument7 pagesBolt Calculation According To VDI 2230:2014: InputsSridhar TholasingamNo ratings yet
- En 19Document1 pageEn 19Parvee K Nakwal100% (1)
- 04Cr18Ni10 PDFDocument3 pages04Cr18Ni10 PDFAvishekNo ratings yet
- Steel SectionsDocument48 pagesSteel SectionsJeison MedinaNo ratings yet
- 1296882553295-bs 102Document11 pages1296882553295-bs 102amitjustamit100% (1)
- (Kks (Kys Blikr Ds (Kam Jpukred Iz KSX Ds Fy, Fof'Kf"V: HKKJRH EkudDocument14 pages(Kks (Kys Blikr Ds (Kam Jpukred Iz KSX Ds Fy, Fof'Kf"V: HKKJRH EkudAnuradhaPatra100% (1)
- Jindal Sections PRODUCT TABLE 2012Document2 pagesJindal Sections PRODUCT TABLE 2012Rahul Dubey100% (1)
- Is 2102Document8 pagesIs 2102Sowmen Chakroborty100% (1)
- Pennar Industries Limited: Engineering ExcellenceDocument12 pagesPennar Industries Limited: Engineering ExcellenceRohan Kulkarni100% (1)
- Result Summary: Pass PassDocument11 pagesResult Summary: Pass PassAmedeo SbacchiNo ratings yet
- Is 1367 Part 7Document3 pagesIs 1367 Part 7Otavio1230% (1)
- Disclosure To Promote The Right To InformationDocument22 pagesDisclosure To Promote The Right To InformationjanidevangNo ratings yet
- Panasonic Conduits PDFDocument1 pagePanasonic Conduits PDFCharilyn EcheverreNo ratings yet
- Is 8147 1976Document173 pagesIs 8147 1976agrawalniteshNo ratings yet
- Calculation 1Document8 pagesCalculation 1BALANo ratings yet
- I-Section and C-Section Properties ChartDocument45 pagesI-Section and C-Section Properties ChartNaliniRanjanMuduliNo ratings yet
- DesignReport 1.1.1.3.1Document7 pagesDesignReport 1.1.1.3.1Anbarasan SubbaiyanNo ratings yet
- Is 3502 2009Document7 pagesIs 3502 2009Yugs AryaNo ratings yet
- 064-1 - 1999 - Galvanized Steel Bolts and Nuts Washers PDFDocument13 pages064-1 - 1999 - Galvanized Steel Bolts and Nuts Washers PDFThimira Bandara EkanayakeNo ratings yet
- Beam (Isbm, Isjb, Islb) Weight in KG Per MTR: Hot Rolled Steel Sections ChartDocument1 pageBeam (Isbm, Isjb, Islb) Weight in KG Per MTR: Hot Rolled Steel Sections ChartrajatNo ratings yet
- Final Sessionwise Distribution (Fib Congress Mumbai, India - 2014) Slovenská ÚčasťDocument5 pagesFinal Sessionwise Distribution (Fib Congress Mumbai, India - 2014) Slovenská ÚčasťDritan PeshtaniNo ratings yet
- Irc - 24-2010 PDFDocument128 pagesIrc - 24-2010 PDFkiranNo ratings yet
- IS-3757 HT BoltDocument6 pagesIS-3757 HT BoltRam Balak RoyNo ratings yet
- IS 4000 For BOLT TIGHTENINGDocument15 pagesIS 4000 For BOLT TIGHTENINGinfiniteNo ratings yet
- IS 802 Part-2:1978Document13 pagesIS 802 Part-2:1978Sardar. Vikramjit Singh RandhawaNo ratings yet
- Cost Comparison PCC Vs RCC ReturnDocument3 pagesCost Comparison PCC Vs RCC Returndesign MridcNo ratings yet
- 2017 PPR Pipes PVC PlumbingDocument5 pages2017 PPR Pipes PVC PlumbingRichpaulNo ratings yet
- Bolt Depot - Bolt Grade Markings and Strength ChartDocument2 pagesBolt Depot - Bolt Grade Markings and Strength ChartKiara Ticangan Argel100% (1)
- Sectional Propert Chart-NewDocument3 pagesSectional Propert Chart-Newrajeshmk2002No ratings yet
- Iso 4759Document63 pagesIso 4759NatashaAggarwal50% (2)
- Is 2269.2006-Hex Soc Hd. Cap ScrewDocument20 pagesIs 2269.2006-Hex Soc Hd. Cap ScrewdombipinNo ratings yet
- Is 15582 2005Document17 pagesIs 15582 2005sarath6725No ratings yet
- Is 7485 2 2005 PDFDocument13 pagesIs 7485 2 2005 PDFonlylakshmiNo ratings yet
- Disclosure To Promote The Right To InformationDocument13 pagesDisclosure To Promote The Right To Informationsonnu151No ratings yet
- Is 13726 2002Document19 pagesIs 13726 2002john23141No ratings yet
- Is 7002 2005Document11 pagesIs 7002 2005sarath6725No ratings yet
- Is 7483 2005Document13 pagesIs 7483 2005sarath6725100% (1)
- Is 1364 2 2002Document19 pagesIs 1364 2 2002mayukhguhanita2010No ratings yet
- Is-6094 2 2006 PDFDocument10 pagesIs-6094 2 2006 PDFsmallik3No ratings yet
- Tolerance For FastenersDocument9 pagesTolerance For FastenersvikasgahlyanNo ratings yet
- VaccinationDocument3 pagesVaccination231340No ratings yet
- Fosroc Colpor 200 PF 1011 PDFDocument4 pagesFosroc Colpor 200 PF 1011 PDF231340No ratings yet
- Room 30000 S 24000 Scooter 62000 Credit Card Eee 25000 Eee 25000Document9 pagesRoom 30000 S 24000 Scooter 62000 Credit Card Eee 25000 Eee 25000231340No ratings yet
- R I SDocument2 pagesR I S231340No ratings yet
- Accelerated Curing of Concrete: Addition of Water To MixDocument4 pagesAccelerated Curing of Concrete: Addition of Water To Mix231340No ratings yet
- GraphDocument14 pagesGraph231340No ratings yet
- Strip Chart For Highway - Feb 2015Document6 pagesStrip Chart For Highway - Feb 2015231340No ratings yet
- Scribd DDocument1 pageScribd D231340No ratings yet
- Strip Chart For Highway - Feb 2015Document67 pagesStrip Chart For Highway - Feb 2015231340No ratings yet
- HDCDocument6 pagesHDC231340No ratings yet
- M-50 Trial with Alcofine at ITD LaboratoryDocument2 pagesM-50 Trial with Alcofine at ITD Laboratory231340No ratings yet
- TaxCalc 2018Document11 pagesTaxCalc 2018Krishna ReddyNo ratings yet
- Strip Chart For Highway - Feb 2015Document6 pagesStrip Chart For Highway - Feb 2015231340No ratings yet
- M-50 Trial with Alcofine at ITD LaboratoryDocument2 pagesM-50 Trial with Alcofine at ITD Laboratory231340No ratings yet
- Density Modification Materials Shall Be Check For Alkali Aggrgate Reaction and Other Chemical & Physical Test Before ApplicationDocument3 pagesDensity Modification Materials Shall Be Check For Alkali Aggrgate Reaction and Other Chemical & Physical Test Before Application231340No ratings yet
- Non-Metallic Concrete Floor HardenerDocument4 pagesNon-Metallic Concrete Floor Hardener231340No ratings yet
- Sample Calculation Standard Deviation For ConcreteDocument14 pagesSample Calculation Standard Deviation For Concrete231340No ratings yet
- Chapdur 091228Document4 pagesChapdur 091228231340No ratings yet
- Payzapp FaqDocument26 pagesPayzapp Faq231340No ratings yet
- TaxCalc 2018Document11 pagesTaxCalc 2018Krishna ReddyNo ratings yet
- Geo TextileDocument1 pageGeo Textile231340No ratings yet
- Conbextra GP2: Free Ow, High Strength, Non-Shrink, Cementitious Precision GroutDocument4 pagesConbextra GP2: Free Ow, High Strength, Non-Shrink, Cementitious Precision Grout231340No ratings yet
- Dr. Fixit Super Latex 96 1Document1 pageDr. Fixit Super Latex 96 1231340No ratings yet
- Customer ID Verification RequirementsDocument2 pagesCustomer ID Verification Requirements231340No ratings yet
- 03 Sep 2015 1622420307SBXLV0QAnnexure-Pre-feasibilityReport (PFR) FileDocument11 pages03 Sep 2015 1622420307SBXLV0QAnnexure-Pre-feasibilityReport (PFR) File231340No ratings yet
- Dr. Fixit Super Latex 96 1Document1 pageDr. Fixit Super Latex 96 1231340No ratings yet
- SlumpDocument2 pagesSlump231340No ratings yet
- Hardener: S.no Properties-IS/TS/WO Unit BOQ/Engg Shalimar PidiliteDocument6 pagesHardener: S.no Properties-IS/TS/WO Unit BOQ/Engg Shalimar Pidilite231340No ratings yet
- AcceptanceDocument2 pagesAcceptance231340No ratings yet
- Road Pocket Book 1.2.11 For Engineers N 4Document79 pagesRoad Pocket Book 1.2.11 For Engineers N 4krishshellyNo ratings yet
- Customize ADFS sign-in page brandingDocument4 pagesCustomize ADFS sign-in page brandingmicu0% (1)
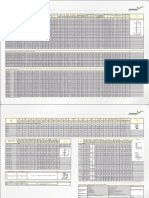
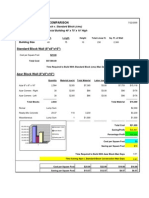
- AZAR Block CostcomparisonDocument8 pagesAZAR Block CostcomparisontckittuNo ratings yet
- Microcontrolled Electromagnetic Engine: Atul Kumar Singh, Prabhat Ranjan TripathiDocument4 pagesMicrocontrolled Electromagnetic Engine: Atul Kumar Singh, Prabhat Ranjan TripathiTarun SinghNo ratings yet
- Sodium Citrate AUDocument3 pagesSodium Citrate AUKrishna OgotNo ratings yet
- A Study of The Spectral Properties of Rhodamine (6G&B) Dyes Mixture Dissolved in ChloroformDocument14 pagesA Study of The Spectral Properties of Rhodamine (6G&B) Dyes Mixture Dissolved in ChloroformNoureddine BarkaNo ratings yet
- Hit-Re 500 With Hit-V Has RodsDocument3 pagesHit-Re 500 With Hit-V Has RodsMKNo ratings yet
- Consolidation: By. Rajesh S.GujarDocument33 pagesConsolidation: By. Rajesh S.Gujardarshan_dave17No ratings yet
- Advanced Data Structures and ImplementationDocument56 pagesAdvanced Data Structures and ImplementationSyam Prasad Reddy BattulaNo ratings yet
- The Z-Transform: Introduction and DerivationDocument16 pagesThe Z-Transform: Introduction and DerivationAnanth SettyNo ratings yet
- Please Note That This Form Details Exploration and Production Api Titles Available For OrderDocument8 pagesPlease Note That This Form Details Exploration and Production Api Titles Available For Orderhaotran68No ratings yet
- Motores SumergiblesDocument68 pagesMotores SumergiblescyberespiaNo ratings yet
- CS-280E Chain Saw: Parts CatalogDocument16 pagesCS-280E Chain Saw: Parts CatalogГоран СтанишићNo ratings yet
- FAA Significant Regulatory DifferencesDocument3 pagesFAA Significant Regulatory DifferencesOpteron K.No ratings yet
- NTP35N15 Power MOSFET Features and SpecificationsDocument7 pagesNTP35N15 Power MOSFET Features and SpecificationsChristine GomezNo ratings yet
- ESD Protection in CMOS: Characterization and Failure AnalysisDocument113 pagesESD Protection in CMOS: Characterization and Failure AnalysisElisavNirolfNo ratings yet
- Civil 3 8sem PDFDocument43 pagesCivil 3 8sem PDFG0utham100% (1)
- Strength and Insulating Properties of Building Blocks Made From Waste MaterialsDocument7 pagesStrength and Insulating Properties of Building Blocks Made From Waste Materialsmjrobust05No ratings yet
- AP Create Accounting - Options & ExplanationDocument2 pagesAP Create Accounting - Options & ExplanationSaleem JavedNo ratings yet
- Racecar Engineering - September 2015Document100 pagesRacecar Engineering - September 2015MrRipleiNo ratings yet
- Sinusverteiler Multivalent SolutionsDocument13 pagesSinusverteiler Multivalent SolutionsIon ZabetNo ratings yet
- ESAB Welding HandbookDocument31 pagesESAB Welding Handbookhooky1100% (4)
- Artificial LiftDocument18 pagesArtificial LiftRasya RefanNo ratings yet
- Ornl 2465Document101 pagesOrnl 2465jesusNo ratings yet
- January2016page1to36 Layout 1Document36 pagesJanuary2016page1to36 Layout 1c737No ratings yet
- Modeling of The Effective Thermal Conductivity and Diffusivity of A Packed Bed With Stagnant FluidDocument9 pagesModeling of The Effective Thermal Conductivity and Diffusivity of A Packed Bed With Stagnant Fluidbasura12345No ratings yet
- 5TH Week EnergyDocument6 pages5TH Week EnergyMira VeranoNo ratings yet
- Compact 1NC+1NO limit switch data sheetDocument2 pagesCompact 1NC+1NO limit switch data sheetJose AkinoNo ratings yet
- How rock layers are formedDocument3 pagesHow rock layers are formedAlemar AllecerNo ratings yet
- Ps 1 SolDocument3 pagesPs 1 SolPang XsNo ratings yet
- QADocument170 pagesQASudama KhatriNo ratings yet