You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Workshop DIY PROJECTSDocument75 pagesWorkshop DIY PROJECTSEmijo.A100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- LapidaryDocument7 pagesLapidarykkeshner100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Maintenance Concepts in The CementDocument11 pagesMaintenance Concepts in The CementLakim Arsenal100% (1)
- PsychrometricsDocument32 pagesPsychrometricskdsahooNo ratings yet
- PsychrometricsDocument32 pagesPsychrometricskdsahooNo ratings yet
- Energy efficiency fact sheets for ceramics processingDocument12 pagesEnergy efficiency fact sheets for ceramics processingHasithNo ratings yet
- Drill Grinding With The PP-U3 Grinder Copy of The Deckel SO GrinderDocument14 pagesDrill Grinding With The PP-U3 Grinder Copy of The Deckel SO GrinderAndy L100% (1)
- Calculation of Key Parameters Roller of The CrusherDocument3 pagesCalculation of Key Parameters Roller of The CrusherAnonymous DQ4wYUm100% (2)
- 02 Motor de AnillosDocument128 pages02 Motor de AnillosMAMITALEENo ratings yet
- Factors Which Influence Selection of Comminution CircuitsDocument26 pagesFactors Which Influence Selection of Comminution CircuitsMohsen AghaeiNo ratings yet
- Super-Orion®Ball Mill: Types S.O., S.O.-Cl Compact Line, S.O.-Sf Super FineDocument6 pagesSuper-Orion®Ball Mill: Types S.O., S.O.-Cl Compact Line, S.O.-Sf Super FineKrmača RužaNo ratings yet
- Comparision of PDFDocument9 pagesComparision of PDFSmith Salazar AscueNo ratings yet
- Chapter 1 - Introduction To Cement ProductionDocument6 pagesChapter 1 - Introduction To Cement ProductionMegan HuffmanNo ratings yet
- 7analisa Kebocoran Seal Grinding Roller 1 Raw MillDocument36 pages7analisa Kebocoran Seal Grinding Roller 1 Raw MillFitra BagusNo ratings yet
- B.Tech Third Semester SyllabusDocument123 pagesB.Tech Third Semester SyllabuskdsahooNo ratings yet
- Internal Combustion Engine Question Paper 2013: First Semester Examination - 2013Document2 pagesInternal Combustion Engine Question Paper 2013: First Semester Examination - 2013kdsahooNo ratings yet
- KDM-GEAR-TRAINDocument2 pagesKDM-GEAR-TRAINkdsahooNo ratings yet
- Ppe Model Answer FormatDocument30 pagesPpe Model Answer FormatkdsahooNo ratings yet
- Time: 1hr. Full Marks: 30: Sub: POMDocument1 pageTime: 1hr. Full Marks: 30: Sub: POMkdsahooNo ratings yet
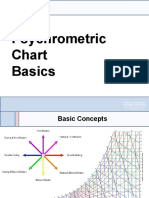
- Psychrometric Chart BasicsDocument64 pagesPsychrometric Chart BasicskdsahooNo ratings yet
- BPUT ME Syllabus NewDocument72 pagesBPUT ME Syllabus NewkdsahooNo ratings yet
- 2666first Year B.tech Syllabus For Admission Batch 2016-17Document19 pages2666first Year B.tech Syllabus For Admission Batch 2016-17rajmohapatraNo ratings yet
- BPUT ME Syllabus NewDocument72 pagesBPUT ME Syllabus NewkdsahooNo ratings yet
- Research Methodology SylDocument1 pageResearch Methodology SylkdsahooNo ratings yet
- Bputexam - in ScheduleDocument1 pageBputexam - in SchedulekdsahooNo ratings yet
- Kinematic Systems and Operations of Drilling MachinesDocument16 pagesKinematic Systems and Operations of Drilling MachineskdsahooNo ratings yet
- What Is AnovaDocument7 pagesWhat Is AnovakdsahooNo ratings yet
- WsepDocument3 pagesWsepkdsahooNo ratings yet
- Advanced Refrigeration Engineering ModulesDocument1 pageAdvanced Refrigeration Engineering ModuleskdsahooNo ratings yet
- The Kinetic Theory of GasesDocument2 pagesThe Kinetic Theory of GaseskdsahooNo ratings yet
- Entropy and ProbabilityDocument3 pagesEntropy and ProbabilitykdsahooNo ratings yet
- Design and Analysis of Heat ExchangersDocument1 pageDesign and Analysis of Heat ExchangerskdsahooNo ratings yet
- Fault DiagnosisDocument1 pageFault DiagnosiskdsahooNo ratings yet
- The Kinetic Theory of GasesDocument2 pagesThe Kinetic Theory of GaseskdsahooNo ratings yet
- TFPE105 Gas Turbine Jet PropulsionDocument1 pageTFPE105 Gas Turbine Jet PropulsionkdsahooNo ratings yet
- Bput FMHM 15-16 T690Document2 pagesBput FMHM 15-16 T690kdsahooNo ratings yet
- Pulverized Coal Burning SystemDocument4 pagesPulverized Coal Burning Systemkdsahoo0% (1)
- Pulverized Coal Burning SystemDocument2 pagesPulverized Coal Burning SystemkdsahooNo ratings yet
- TFPE105 Gas Turbine Jet PropulsionDocument1 pageTFPE105 Gas Turbine Jet PropulsionkdsahooNo ratings yet
- Preamble Heat TransferDocument8 pagesPreamble Heat TransferkdsahooNo ratings yet
- BPUT M-Tech Advanced Refrigeration EngineeringDocument1 pageBPUT M-Tech Advanced Refrigeration EngineeringkdsahooNo ratings yet
- BE-EN-004-02-Hammermill 54X15 PDFDocument2 pagesBE-EN-004-02-Hammermill 54X15 PDFOscar Javier Monsalve PinzónNo ratings yet
- Size Reduction LectureDocument28 pagesSize Reduction Lectureapsara karkiNo ratings yet
- DBT 203 Metal Extractive Technology: Topic 1: Extracting Metal From OresDocument24 pagesDBT 203 Metal Extractive Technology: Topic 1: Extracting Metal From OresSollehah SuhaimiNo ratings yet
- Cement ManufacturingDocument4 pagesCement Manufacturinghijzain100% (1)
- Modeling of Unburned Carbon in Fly AshDocument11 pagesModeling of Unburned Carbon in Fly AshAnonymous a19X9GHZNo ratings yet
- Blueprint Your Pulverizer for Improved Performance and CapacityDocument4 pagesBlueprint Your Pulverizer for Improved Performance and CapacityvnchromeNo ratings yet
- Spectral PG - AGDocument7 pagesSpectral PG - AGRepresentaciones y Distribuciones FALNo ratings yet
- Eccentric Vibration MillDocument1 pageEccentric Vibration MillDarrenLovelockNo ratings yet
- Capacity Planning and ControlpptDocument37 pagesCapacity Planning and ControlpptAditya SinghNo ratings yet
- Rice MachinesDocument3 pagesRice MachinesitsataurNo ratings yet
- Media Mill Technique Particle Size ReductionDocument1 pageMedia Mill Technique Particle Size ReductionJoeco Abay-abayNo ratings yet
- Optimization of Ball Mill Lifter Profiles and Determination of Top Ball SizeDocument15 pagesOptimization of Ball Mill Lifter Profiles and Determination of Top Ball SizePortia ShilengeNo ratings yet
- 059 PDFDocument5 pages059 PDFattiori fabriceNo ratings yet
- A Study of Mechanisms Affecting Molybdenite Recovery in A Bulk Copper Molybdenum Flotation CircuitDocument11 pagesA Study of Mechanisms Affecting Molybdenite Recovery in A Bulk Copper Molybdenum Flotation CircuitVerónica CharresNo ratings yet
- ShaliFloor SL TC 4EDocument3 pagesShaliFloor SL TC 4EPrashant BaruaNo ratings yet
- Manufacturing wholewheat AttaDocument3 pagesManufacturing wholewheat AttaPramod Chamaria67% (6)
- Mo (3330502) Final AssignmentDocument8 pagesMo (3330502) Final Assignmentapi-269508649100% (3)