You might also like
- Soldadura GMAW: clasificación y tipos de electrodos de alambreDocument3 pagesSoldadura GMAW: clasificación y tipos de electrodos de alambreJ CazuriNo ratings yet
- EPN-WPSDocument1 pageEPN-WPSAndreina Lara100% (1)
- WPS de Soldadura TigDocument1 pageWPS de Soldadura TigEfraín Moposita100% (1)
- Boquilla Corte OxipropanoDocument10 pagesBoquilla Corte OxipropanoGrisel Mondalgo ValdiviaNo ratings yet
- Mesa Divisora Relación 40:1Document6 pagesMesa Divisora Relación 40:1brauliolp100% (2)
- Soldadura Mig-MagDocument130 pagesSoldadura Mig-MagJoel CardenasNo ratings yet
- Tabla AcerosDocument1 pageTabla AcerosCesar Castillo67% (3)
- Métodos para calcular el precalentamiento de uniones soldadasDocument41 pagesMétodos para calcular el precalentamiento de uniones soldadasIvana Palma100% (12)
- Clasificación de Electrodos Según Normas AWSDocument4 pagesClasificación de Electrodos Según Normas AWSantonio2892100% (2)
- Identificación de Pernos y TorquesDocument2 pagesIdentificación de Pernos y TorquesGuillermo Ladino Barrios50% (2)
- Solucionario Examen Parcial Tecnología de La Soldadura 2020 IIDocument4 pagesSolucionario Examen Parcial Tecnología de La Soldadura 2020 IIGonzalo LNo ratings yet
- Cálculo de Rueda Dentada Recta Formulas IDocument3 pagesCálculo de Rueda Dentada Recta Formulas Ijavierdario plazas rincon100% (1)
- Defectos Tipicos en Las Soldadura en Proceso Gtaw (Tig)Document7 pagesDefectos Tipicos en Las Soldadura en Proceso Gtaw (Tig)Danilo Guedes Guedes100% (2)
- Cementación, temple y materiales industrialesDocument1 pageCementación, temple y materiales industrialesedward santiago buitrago aguirreNo ratings yet
- Normas para Electrodos de SoldaduraDocument46 pagesNormas para Electrodos de SoldaduraMarito Gomez33% (3)
- 2 Tornillo de PotenciaDocument25 pages2 Tornillo de PotenciaJorge LondoñoNo ratings yet
- Codigos y Normas de SoldaduraDocument105 pagesCodigos y Normas de SoldaduraStephen Jimbo100% (5)
- Tipos de Transferencia en FcawDocument2 pagesTipos de Transferencia en FcawEdlmfNo ratings yet
- Calculo Online Par de Apriete de TornillosDocument4 pagesCalculo Online Par de Apriete de TornillosRoberto Carlos Montoya SirlupuNo ratings yet
- Factores que han llevado al mayor uso de soldadura FCAWDocument5 pagesFactores que han llevado al mayor uso de soldadura FCAWjeefreyNo ratings yet
- Posiciones de SoldaduraDocument2 pagesPosiciones de Soldaduraprevaed0chincha100% (2)
- Manual OfwDocument89 pagesManual OfwJuan Manrique60% (5)
- Los Procesos de Soldadura Según La AwsDocument25 pagesLos Procesos de Soldadura Según La AwsYoja Franco100% (1)
- Informe Sobre Liquidos Penetrantes 08-12Document4 pagesInforme Sobre Liquidos Penetrantes 08-12Alexander100% (1)
- Soldadura de Aceros Al ManganesoDocument23 pagesSoldadura de Aceros Al Manganesosolrac437175% (8)
- Pernos y Tuercas Normalizadas TablasDocument8 pagesPernos y Tuercas Normalizadas TablasJonathan Pazos UrbanoNo ratings yet
- ASME IX VariablesDocument13 pagesASME IX Variablesjuan manrique0% (1)
- Calificacion de SoldadoresDocument1 pageCalificacion de SoldadoresAlexander Canga100% (2)
- Proceso de Soldadura Semiautomática Con Alambres Tubulares - FCAWDocument15 pagesProceso de Soldadura Semiautomática Con Alambres Tubulares - FCAWAndres_Pastor1987No ratings yet
- Posiciones de SoldaduraDocument3 pagesPosiciones de SoldaduraLuis Vargas83% (6)
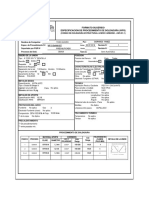
- Formato Wps PQR WPQDocument11 pagesFormato Wps PQR WPQKEVIN100% (1)
- Aga ManualDocument84 pagesAga Manualleni_sanchez7170883% (12)
- Proceso MCAWDocument41 pagesProceso MCAWwgomez_17554367% (6)
- Material de Aporte GmawDocument9 pagesMaterial de Aporte GmawAlex GonzálezNo ratings yet
- Simbologia de Soldaduras y EjerciciosDocument16 pagesSimbologia de Soldaduras y EjerciciosVictor Moncada100% (3)
- WPS GMAW para soldadura de acero en posición 6GDocument1 pageWPS GMAW para soldadura de acero en posición 6GGerardoYanez100% (1)
- GTAW ER70S-6 procedimiento de soldadura manual para acero ASTM A 53 6.4 mmDocument2 pagesGTAW ER70S-6 procedimiento de soldadura manual para acero ASTM A 53 6.4 mmJuan Eduardo JeRico100% (1)
- Defectos en Soldadura SMAWDocument4 pagesDefectos en Soldadura SMAWPedro Hinojosa RojasNo ratings yet
- C&C Epoxi 630: Fondo epóxico para acero y hormigónDocument5 pagesC&C Epoxi 630: Fondo epóxico para acero y hormigónEfrain VelascoNo ratings yet
- Analisis de Aceite Torno STM 1120Document14 pagesAnalisis de Aceite Torno STM 1120Vyco Crow CrawNo ratings yet
- Manual Tecnico de Electrodos AJUSTADO 4.0Document117 pagesManual Tecnico de Electrodos AJUSTADO 4.0david50% (2)
- Carta de Lubricacion de MontacargaDocument7 pagesCarta de Lubricacion de Montacargamanuel salgadoNo ratings yet
- Catalogo Resumido WestarcoDocument2 pagesCatalogo Resumido WestarcoKevin ZorrillaNo ratings yet
- Guía de Electrodos para Soldar West Arco: Caracteristicas y AplicacionesDocument2 pagesGuía de Electrodos para Soldar West Arco: Caracteristicas y AplicacionesIMOVA SASNo ratings yet
- Catalogo Resumido WestarcoDocument2 pagesCatalogo Resumido WestarcoEdward Andres Torres Guerrero100% (4)
- Guía de ElectrodosDocument3 pagesGuía de ElectrodosAlberto RiveraNo ratings yet
- Mapa - Conceptual Conductores ElectricosDocument2 pagesMapa - Conceptual Conductores ElectricosPedro Eliseo Bravo RobleroNo ratings yet
- Frcu Estabilidad Resistencia de Materiales U 7Document43 pagesFrcu Estabilidad Resistencia de Materiales U 7Tomás Agustín ChaldainNo ratings yet
- Barra Cobre Cuadrado F30Document2 pagesBarra Cobre Cuadrado F30Rama CFHNo ratings yet
- Electrodos TiposDocument3 pagesElectrodos TiposSamuel OrtizNo ratings yet
- Sensores de fuerza, deformación, torque y resistivosDocument41 pagesSensores de fuerza, deformación, torque y resistivosJose MenjivarNo ratings yet
- Electrodos para Aceros de CarbonoDocument17 pagesElectrodos para Aceros de CarbonoISAI KEOMA CHIRINOS DIAZNo ratings yet
- Calculo de TIERRASDocument1 pageCalculo de TIERRASCarlos Jaime Lobo RamosNo ratings yet
- Ficha técnica alambre tubular FCAW 0.12C 1.75Mn 0.90SiDocument1 pageFicha técnica alambre tubular FCAW 0.12C 1.75Mn 0.90SiIsmael SandovalNo ratings yet
- NI 54.63.01 (10-07) Conductores Desnudos para LAMTDocument15 pagesNI 54.63.01 (10-07) Conductores Desnudos para LAMTjavierNo ratings yet
- U3 - Resistores y Medición de La ResistenciaDocument20 pagesU3 - Resistores y Medición de La ResistenciaSteveGaming • FFNo ratings yet
- Codigos ASMEDocument13 pagesCodigos ASMEJose GazabonNo ratings yet
- Ficha Tecnica 2Document2 pagesFicha Tecnica 2Walter Rodriguez SanchezNo ratings yet
- Numeración de Electrodos - Información Técnica - Corte y SoldaduraDocument2 pagesNumeración de Electrodos - Información Técnica - Corte y Soldadurajoseluis83No ratings yet
- electrodos para soldar con arcoDocument1 pageelectrodos para soldar con arcoSebastianOllaquindiaNo ratings yet
- 2022abonadora para Fertilizante Liquido Controlada Por GPS Unificado ComprimidoDocument2 pages2022abonadora para Fertilizante Liquido Controlada Por GPS Unificado Comprimidodilgo02No ratings yet
- Resorte Tensor para Tiro de Carrreton o Pertigo de Dolly Unificado ComprimidosDocument3 pagesResorte Tensor para Tiro de Carrreton o Pertigo de Dolly Unificado Comprimidosdilgo02No ratings yet
- Repuestos renovaciónDocument4 pagesRepuestos renovacióndilgo02No ratings yet
- Tensor y Base de MotorDocument1 pageTensor y Base de Motordilgo02No ratings yet
- Catalogo Tubos Estructurales ColmenaDocument4 pagesCatalogo Tubos Estructurales Colmenapepe-verazNo ratings yet
- GANCHOS PARA DESPAJADORAS Y RECTIFICADORAS DE RESIDUOS DE COSECHA COMPRIMIDO PDF - 2YLrqpfS52NdTuoZKHDKDocument1 pageGANCHOS PARA DESPAJADORAS Y RECTIFICADORAS DE RESIDUOS DE COSECHA COMPRIMIDO PDF - 2YLrqpfS52NdTuoZKHDKdilgo02No ratings yet
- Repuestos para Suspensiones de Equipo de Transporte Mecanicas y Neumaticas Unificado ComprimidoDocument2 pagesRepuestos para Suspensiones de Equipo de Transporte Mecanicas y Neumaticas Unificado Comprimidodilgo02No ratings yet
- Manual PRL Trabajos VerticalesDocument228 pagesManual PRL Trabajos VerticalesCristobal BayerNo ratings yet
- Trabajo Seguro en AlturasDocument10 pagesTrabajo Seguro en Alturasdilgo02No ratings yet
- Fosas Comunes en El PutumayoDocument7 pagesFosas Comunes en El Putumayodilgo02No ratings yet
- Catálogo INTERMEC Piñones Cadenas PDFDocument136 pagesCatálogo INTERMEC Piñones Cadenas PDFMiguel Farah100% (1)
- Resolucion 1409 de Julio de 2012 - Proteccion Contra Caidas de Alturas PDFDocument27 pagesResolucion 1409 de Julio de 2012 - Proteccion Contra Caidas de Alturas PDFsaludocupacionalsas100% (1)
- Catalogo Miriilas 6010 PDFDocument4 pagesCatalogo Miriilas 6010 PDFdilgo02No ratings yet
- Presentacion Rosa Pena - SEGURIDAD EN EL DISEÑODocument38 pagesPresentacion Rosa Pena - SEGURIDAD EN EL DISEÑORuben FernandezNo ratings yet
- Tubos Cuadrados y Rectangulares A500 PDFDocument1 pageTubos Cuadrados y Rectangulares A500 PDFdilgo02No ratings yet
- Codo 90° Acero Al Carbon Radio LargoDocument1 pageCodo 90° Acero Al Carbon Radio Largodilgo02No ratings yet
- Rodamientos InsertablesDocument69 pagesRodamientos InsertablesMichelle IngramNo ratings yet
- Presentacion Rosa Pena - SEGURIDAD EN EL DISEÑODocument38 pagesPresentacion Rosa Pena - SEGURIDAD EN EL DISEÑORuben FernandezNo ratings yet
- Bombas CentrifugasDocument13 pagesBombas Centrifugasdilgo02No ratings yet
- Diseño de Una Placa de Orificio PDFDocument11 pagesDiseño de Una Placa de Orificio PDFruzzo200396% (23)
- Catalogo TuberiaDocument4 pagesCatalogo Tuberiadilgo02No ratings yet
- Limas Rotativas YGDocument11 pagesLimas Rotativas YGdilgo02No ratings yet
- Catalogo MallasDocument16 pagesCatalogo Mallasdilgo02No ratings yet
- Pastillas Carburadas - BoehlerDocument2 pagesPastillas Carburadas - BoehlerAnonymous LBXtqaA6PBNo ratings yet
- Catalogo HYBISA Ver2Document16 pagesCatalogo HYBISA Ver2Dany Taco PinoNo ratings yet
- Taquetes de ExpDocument1 pageTaquetes de Expdilgo02No ratings yet
- Espina Elastica Din-1481Document3 pagesEspina Elastica Din-1481capellini2010No ratings yet
- W500 GnmeDocument1 pageW500 Gnmedilgo02No ratings yet
- Tabla de de RoscasDocument1 pageTabla de de RoscasVictor ManuelNo ratings yet
- Flujo potencial acuíferos elementosDocument8 pagesFlujo potencial acuíferos elementosCatalina FordNo ratings yet
- Informacion 2Document63 pagesInformacion 2abrahamNo ratings yet
- Laboratorio No. 1 - FisicoquímicaDocument10 pagesLaboratorio No. 1 - FisicoquímicaMauricio Gómez PaláuNo ratings yet
- SILABO DE TRANSFERENCIA DE CALOR y MASA-2021A-FERNANDEZDocument8 pagesSILABO DE TRANSFERENCIA DE CALOR y MASA-2021A-FERNANDEZLUCERO RIMAC RICHARD MICHAELNo ratings yet
- Informe Proyecto ProgramacionDocument20 pagesInforme Proyecto Programacioneduardito condarco “edu”No ratings yet
- Aspectos Técnicos Del Calentador JET VerticalDocument2 pagesAspectos Técnicos Del Calentador JET VerticalDNI17909752No ratings yet
- Análisis de diseño de cercha en estática y resistencia de materialesDocument8 pagesAnálisis de diseño de cercha en estática y resistencia de materialesKatherine Prieto GalindezNo ratings yet
- comunicacionesII Taller3 201902Document5 pagescomunicacionesII Taller3 201902Rafael Hernandez DiazNo ratings yet
- Definiciones Básicas de Diseño de MaquinariaDocument24 pagesDefiniciones Básicas de Diseño de MaquinariaMonica Quezada ElizaldeNo ratings yet
- Certificado SIka HP-450Document4 pagesCertificado SIka HP-450Jose Araya SantanderNo ratings yet
- Trabajo 1 LaboDocument53 pagesTrabajo 1 LaboDaniel Rafael Carlos PaisigNo ratings yet
- Materiales MecanicaDocument32 pagesMateriales MecanicaAndres Nuñez100% (1)
- Guía N°2. Química Décimo UnoDocument4 pagesGuía N°2. Química Décimo Unooscar eduardo diaz vegaNo ratings yet
- VENTIDocument16 pagesVENTIjsdvNo ratings yet
- Semana 3 Fatiga Material Rev01Document1 pageSemana 3 Fatiga Material Rev01Ingenieria FuturoNo ratings yet
- Presas: tipos, componentes y diseñoDocument53 pagesPresas: tipos, componentes y diseñoJulio Eduardo100% (1)
- Mantenimiento Predictivo Calderas PDFDocument5 pagesMantenimiento Predictivo Calderas PDFJose riveraNo ratings yet
- Gas Lift TrabajoDocument51 pagesGas Lift TrabajoWilliam Vargas PerezNo ratings yet
- Climatizacion y VentilacionDocument84 pagesClimatizacion y VentilacionJorge Matamoros Tamaulipas100% (2)
- Techo A Dos Aguas 1Document32 pagesTecho A Dos Aguas 1Jorge GarciaNo ratings yet
- Ing. Bonifacio Alanís Toledo.: Capacitación Y Pruebas No Destructivas de México, S.CDocument684 pagesIng. Bonifacio Alanís Toledo.: Capacitación Y Pruebas No Destructivas de México, S.Cmario alberto neri salinasNo ratings yet
- 05 Sensores FotoelectricosDocument11 pages05 Sensores FotoelectricosFranciss Raul Barrios VelardeNo ratings yet
- Tippens Fisica 7e Diapositivas 38cDocument30 pagesTippens Fisica 7e Diapositivas 38cjosegyssaNo ratings yet
- Examen Final Física 1 2020-1Document2 pagesExamen Final Física 1 2020-1Jamil VillanuevaNo ratings yet
- Secado bandejas manzanaDocument14 pagesSecado bandejas manzanaGeorge YanezNo ratings yet
- Crisis de La Fisica ClasicaDocument3 pagesCrisis de La Fisica ClasicaVladimir MzPtNo ratings yet
- Espectros de Emisión y Absorción Educaplus 2 PDFDocument1 pageEspectros de Emisión y Absorción Educaplus 2 PDFInes MartinezNo ratings yet
- Apuntes de Factor de PotenciaDocument7 pagesApuntes de Factor de PotenciaMartin JamerNo ratings yet
- XX Olimpiada de Química Cuestiones 1º) Se Quema Con Una Cerilla Un Poco de Alcohol en Un Plato Hasta Que No QuedeDocument7 pagesXX Olimpiada de Química Cuestiones 1º) Se Quema Con Una Cerilla Un Poco de Alcohol en Un Plato Hasta Que No QuedeWarrior FNo ratings yet
- Serway Cap 15 FisicaDocument30 pagesSerway Cap 15 FisicaHector AdolfoNo ratings yet