You might also like
- 10 0000@www Onepetro org@conference-paper@NACE-2019-12783Document13 pages10 0000@www Onepetro org@conference-paper@NACE-2019-12783rajiv_quantumNo ratings yet
- PFI ES 42 1996 Standard For PositiveDocument7 pagesPFI ES 42 1996 Standard For Positiveahmad effendiNo ratings yet
- Api600 Valve Trim ChartDocument2 pagesApi600 Valve Trim ChartBoankNo ratings yet
- A508Document8 pagesA508doshi78No ratings yet
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionFrom EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionNo ratings yet
- Seamless and Welded Carbon Steel Water-Well Pipe: Standard Specification ForDocument12 pagesSeamless and Welded Carbon Steel Water-Well Pipe: Standard Specification ForKamlesh Vaishnav100% (1)
- ASTM F1545 Plastic Lined Pipe 0803Document6 pagesASTM F1545 Plastic Lined Pipe 0803JabranYounasNo ratings yet
- GP 06-25 - Design For The PrevDocument24 pagesGP 06-25 - Design For The Prev1339979No ratings yet
- CORLITDocument140 pagesCORLITabadnundNo ratings yet
- Seamless and Welded Ferritic Stainless Steel Feedwater Heater TubesDocument7 pagesSeamless and Welded Ferritic Stainless Steel Feedwater Heater TubesMina RemonNo ratings yet
- Pipe Thickness Calculation Internal Pressure Design Thickness As Per ASME B313Document7 pagesPipe Thickness Calculation Internal Pressure Design Thickness As Per ASME B313mohamed samyNo ratings yet
- Astm A 450Document10 pagesAstm A 450Telmo VianaNo ratings yet
- A 829Document4 pagesA 829Gustavo SuarezNo ratings yet
- Mech Malleable Iron Fittings Catalogue PDFDocument12 pagesMech Malleable Iron Fittings Catalogue PDFics companyNo ratings yet
- Astm A216Document3 pagesAstm A216Ruth Sarai YañezNo ratings yet
- A 941 - 04 QTK0MQDocument7 pagesA 941 - 04 QTK0MQTrầnHữuHòaNo ratings yet
- ASTM F336 Enveloped Gaskets Desing-ConstructionDocument4 pagesASTM F336 Enveloped Gaskets Desing-ConstructionDieguitoOmarMoralesNo ratings yet
- Seamless Carbon Steel Boiler Tubes For High-Pressure ServiceDocument2 pagesSeamless Carbon Steel Boiler Tubes For High-Pressure ServiceChandra ClarkNo ratings yet
- U1CDocument4 pagesU1CAdriana HernandezNo ratings yet
- ASTM A733 Standard Specification For Welded and Seamless Carbon Steel and Austenitic Stainless Steel Pipe NipplesDocument5 pagesASTM A733 Standard Specification For Welded and Seamless Carbon Steel and Austenitic Stainless Steel Pipe NipplesYaser Mohamed AbasNo ratings yet
- 229-79577 - EN - 10204 - Type - 3 - 2 - Certification - Services.2 Inspection Certification PDFDocument2 pages229-79577 - EN - 10204 - Type - 3 - 2 - Certification - Services.2 Inspection Certification PDFBranza TelemeaNo ratings yet
- Astm A529 1972Document5 pagesAstm A529 1972dharlanuctcom0% (1)
- Astm A463 2020Document6 pagesAstm A463 2020marjan banoo100% (2)
- Astm F 36Document4 pagesAstm F 36Ivan AlanizNo ratings yet
- Api-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Document4 pagesApi-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Ahmed ElsharkawNo ratings yet
- Astm A923 23Document7 pagesAstm A923 23danielrelvaNo ratings yet
- Asme Section Ii B SB-42Document10 pagesAsme Section Ii B SB-42Monica SuarezNo ratings yet
- ASTM A270-98ae1Document5 pagesASTM A270-98ae1NadhiraNo ratings yet
- CARGAS B31.4 Sostenidas Ocasionales Constructivas Transitorias Valores de Esfuerzos PermisiblesDocument6 pagesCARGAS B31.4 Sostenidas Ocasionales Constructivas Transitorias Valores de Esfuerzos PermisiblesFREDYTOAPANTANo ratings yet
- EN10255 Pipe SizeDocument3 pagesEN10255 Pipe SizeStefan CristescuNo ratings yet
- Cathodic Disbondment Test of Pipeline Coatings (Attached Cell Method)Document4 pagesCathodic Disbondment Test of Pipeline Coatings (Attached Cell Method)Fernando Berrospi GarayNo ratings yet
- A 197 - A 197M - 00 (2015)Document4 pagesA 197 - A 197M - 00 (2015)phaindikaNo ratings yet
- 03SA0S04Document5 pages03SA0S04Jhonny RinconesNo ratings yet
- Standard Specification FOR High Frequency Welded (HFW) Line Pipe (Onshore)Document31 pagesStandard Specification FOR High Frequency Welded (HFW) Line Pipe (Onshore)Agniva DuttaNo ratings yet
- Nickel and Nickel-Base Alloy-Clad Steel Plate: Standard Specification ForDocument6 pagesNickel and Nickel-Base Alloy-Clad Steel Plate: Standard Specification Forsharon blushteinNo ratings yet
- Section 11 Piping Systems, Valves and Pumps: I - Part 1 GL 2012 Page 11-1Document52 pagesSection 11 Piping Systems, Valves and Pumps: I - Part 1 GL 2012 Page 11-1Andy PhoenixNo ratings yet
- Astm A106 Ts EnglDocument4 pagesAstm A106 Ts EnglxaviereduardoNo ratings yet
- A270 PDFDocument5 pagesA270 PDFHansSarmientoNo ratings yet
- Hot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and ShapesDocument8 pagesHot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and ShapesradziNo ratings yet
- Jis G3101 1995Document14 pagesJis G3101 1995TUAN NGUYEN VANNo ratings yet
- Astm A53Document22 pagesAstm A53Cristina ZamoraNo ratings yet
- MSS SP 6Document6 pagesMSS SP 6d1a9v8i3d100% (1)
- Astm A269 (2000) PDFDocument5 pagesAstm A269 (2000) PDFHarold Gutierrez MartinezNo ratings yet
- Case 2864 9Cr–1Mo–VDocument1 pageCase 2864 9Cr–1Mo–VAlevj Db100% (1)
- HIC Test 22-Jul-19Document3 pagesHIC Test 22-Jul-19Panomsit SrirunpetchNo ratings yet
- Astm A161Document2 pagesAstm A161TeoTyJayNo ratings yet
- A994Document8 pagesA994saleemut3No ratings yet
- Nfa 49 215 Grade Tu 37c Tubes PDFDocument1 pageNfa 49 215 Grade Tu 37c Tubes PDFMitul MehtaNo ratings yet
- API 2H50 Data Sheet 2012 04 02Document2 pagesAPI 2H50 Data Sheet 2012 04 02alvaedison00No ratings yet
- Product Categories: Fittings, Valves, Clamps & Accessories For Hose, Pipe and TubeDocument35 pagesProduct Categories: Fittings, Valves, Clamps & Accessories For Hose, Pipe and TubeRaj DomadiyaNo ratings yet
- Astm A234-A234m-06Document8 pagesAstm A234-A234m-06NadhiraNo ratings yet
- Astm A529 1975Document4 pagesAstm A529 1975dharlanuctcomNo ratings yet
- Alterations Made To Saudi Aramco Standards From 1985 - 2004Document265 pagesAlterations Made To Saudi Aramco Standards From 1985 - 2004Saad AshrafNo ratings yet
- h2 E3 Test Station Version 1 Om ManualDocument90 pagesh2 E3 Test Station Version 1 Om Manualgeorge_zouridisNo ratings yet
- A216a216m 38465 PDFDocument4 pagesA216a216m 38465 PDFraulNo ratings yet
- 316/316L Stainless Steel Spec SheetDocument3 pages316/316L Stainless Steel Spec SheetLinnie McleodNo ratings yet
- F1120-87 (2015) Standard Specification For Circular Metallic Bellows Type Expansion Joints For Piping ApplicationsDocument7 pagesF1120-87 (2015) Standard Specification For Circular Metallic Bellows Type Expansion Joints For Piping Applicationsislamaktham100% (1)
- F782-01 (2012) Standard Specification For Doors, Furniture, MarineDocument4 pagesF782-01 (2012) Standard Specification For Doors, Furniture, MarineislamakthamNo ratings yet
- R0006 PDFDocument2 pagesR0006 PDFGovind RajNo ratings yet
- B869-07 (2013) Standard Specification For Copper-Clad Steel Electrical Conductor For CATV Drop WireDocument3 pagesB869-07 (2013) Standard Specification For Copper-Clad Steel Electrical Conductor For CATV Drop WireislamakthamNo ratings yet
- A574M-12 Standard Specification For Alloy Steel Socket-Head Cap Screws (Metric)Document6 pagesA574M-12 Standard Specification For Alloy Steel Socket-Head Cap Screws (Metric)islamakthamNo ratings yet
- F765-93 (2012) E1 Standard Specification For Wildcats, Ship Anchor ChainDocument6 pagesF765-93 (2012) E1 Standard Specification For Wildcats, Ship Anchor ChainislamakthamNo ratings yet
- F682-82a (2014) Standard Specification For Wrought Carbon Steel Sleeve-Type Pipe Couplings PDFDocument5 pagesF682-82a (2014) Standard Specification For Wrought Carbon Steel Sleeve-Type Pipe Couplings PDFislamakthamNo ratings yet
- F1178-11 Standard Specification For Performance of Enameling System, Baking, Metal Joiner Work and FurnitureDocument8 pagesF1178-11 Standard Specification For Performance of Enameling System, Baking, Metal Joiner Work and FurnitureislamakthamNo ratings yet
- F825-93 (2010) Standard Specification For Drawers, Furniture, Marine, SteelDocument3 pagesF825-93 (2010) Standard Specification For Drawers, Furniture, Marine, SteelislamakthamNo ratings yet
- F885-84 (2011) Standard Specification for Envelope Dimensions for Bronze Globe Valves NPS 1ظ - - 4 to 2Document3 pagesF885-84 (2011) Standard Specification for Envelope Dimensions for Bronze Globe Valves NPS 1ظ - - 4 to 2islamakthamNo ratings yet
- F1121-87 (2015) Standard Specification For International Shore Connections For Marine Fire ApplicationsDocument3 pagesF1121-87 (2015) Standard Specification For International Shore Connections For Marine Fire ApplicationsislamakthamNo ratings yet
- E238-12 Standard Test Method For Pin-Type Bearing Test of Metallic MaterialsDocument5 pagesE238-12 Standard Test Method For Pin-Type Bearing Test of Metallic MaterialsislamakthamNo ratings yet
- F670-02 (2012) Standard Specification For Tanks, 5 and 10-Gal (20 and 40-L) Lube Oil Dispensing PDFDocument3 pagesF670-02 (2012) Standard Specification For Tanks, 5 and 10-Gal (20 and 40-L) Lube Oil Dispensing PDFislamakthamNo ratings yet
- F1005-91 (2013) Standard Practice For HVAC Duct Shapes Identification and Description of Design ConfigurationDocument19 pagesF1005-91 (2013) Standard Practice For HVAC Duct Shapes Identification and Description of Design ConfigurationislamakthamNo ratings yet
- F941-99 (2013) Standard Practice For Inspection of Marine Surface Preparation and Coating ApplicationDocument3 pagesF941-99 (2013) Standard Practice For Inspection of Marine Surface Preparation and Coating ApplicationislamakthamNo ratings yet
- F825-93 (2010) Standard Specification For Drawers, Furniture, Marine, SteelDocument3 pagesF825-93 (2010) Standard Specification For Drawers, Furniture, Marine, SteelislamakthamNo ratings yet
- Elevated Temperature Tension Tests of Metallic Materials: Standard Test Methods ForDocument8 pagesElevated Temperature Tension Tests of Metallic Materials: Standard Test Methods Forfrancisco monsivaisNo ratings yet
- F783-88 (2013) Standard Specification For Staple, Handgrab, Handle, and Stirrup RungDocument3 pagesF783-88 (2013) Standard Specification For Staple, Handgrab, Handle, and Stirrup RungislamakthamNo ratings yet
- E387-04 (2014) Standard Test Method For Estimating Stray Radiant Power Ratio of Dispersive Spectrophotometers by The Opaque Filter MethodDocument11 pagesE387-04 (2014) Standard Test Method For Estimating Stray Radiant Power Ratio of Dispersive Spectrophotometers by The Opaque Filter Methodislamaktham100% (2)
- E697-96 (2011) Standard Practice For Use of Electron-Capture Detectors in Gas ChromatographyDocument13 pagesE697-96 (2011) Standard Practice For Use of Electron-Capture Detectors in Gas ChromatographyislamakthamNo ratings yet
- E448-82 (2008) Standard Practice For Scleroscope Hardness Testing of Metallic MaterialsDocument5 pagesE448-82 (2008) Standard Practice For Scleroscope Hardness Testing of Metallic MaterialsislamakthamNo ratings yet
- E633-13 Standard Guide For Use of Thermocouples in Creep and Stress-Rupture Testing To 1800 - F (1000 - C) in AirDocument8 pagesE633-13 Standard Guide For Use of Thermocouples in Creep and Stress-Rupture Testing To 1800 - F (1000 - C) in AirislamakthamNo ratings yet
- E3-11 Preparation of Metallographic Specimens PDFDocument12 pagesE3-11 Preparation of Metallographic Specimens PDFevelyn50% (2)
- E 355 - 96 (2014) PDFDocument6 pagesE 355 - 96 (2014) PDFruben carcamoNo ratings yet
- E131-10 (2015) Standard Terminology Relating To Molecular SpectrosDocument11 pagesE131-10 (2015) Standard Terminology Relating To Molecular SpectrosislamakthamNo ratings yet
- General Techniques of Ultraviolet-Visible Quantitative AnalysisDocument6 pagesGeneral Techniques of Ultraviolet-Visible Quantitative Analysisruben carcamoNo ratings yet
- E2617-10 Standard Practice For Validation of Empirically Derived Multivariate CalibrationsDocument11 pagesE2617-10 Standard Practice For Validation of Empirically Derived Multivariate CalibrationsislamakthamNo ratings yet
- E1523-15 Standard Guide To Charge Control and Charge Referencing Techniques in X-Ray Photoelectron SpectrosDocument7 pagesE1523-15 Standard Guide To Charge Control and Charge Referencing Techniques in X-Ray Photoelectron SpectrosislamakthamNo ratings yet
- E2735-14 Standard Guide For Selection of Calibrations Needed For X-Ray Photoelectron Spectroscopy (XPS) ExperimentsDocument6 pagesE2735-14 Standard Guide For Selection of Calibrations Needed For X-Ray Photoelectron Spectroscopy (XPS) ExperimentsislamakthamNo ratings yet
- E1504-11 Standard Practice For Reporting Mass Spectral Data in Secondary Ion Mass Spectrometry (SIMS)Document2 pagesE1504-11 Standard Practice For Reporting Mass Spectral Data in Secondary Ion Mass Spectrometry (SIMS)islamakthamNo ratings yet
- Hitachi Important PDFDocument198 pagesHitachi Important PDFSubhadip SenNo ratings yet
- Air Brake System Operation and TroubleshootingDocument65 pagesAir Brake System Operation and Troubleshootingعبدالغني القباطي100% (2)
- Fuel Additive System Filling and BleedingDocument4 pagesFuel Additive System Filling and Bleedingaalin14No ratings yet
- CO2 AnsulDocument17 pagesCO2 AnsulJorge RVNo ratings yet
- Training Manual-Piping: Pipe SupportsDocument25 pagesTraining Manual-Piping: Pipe SupportsKavin Kumar100% (1)
- Arun CV PDFDocument5 pagesArun CV PDFArun SidharthNo ratings yet
- Flexim Fluxus F601 and F608 Product Overview Data SheetDocument14 pagesFlexim Fluxus F601 and F608 Product Overview Data SheetMohamed ImranNo ratings yet
- Welding Positions - 4 Main Types - Weld GuruDocument19 pagesWelding Positions - 4 Main Types - Weld GuruFarid Ahmed Khwaja100% (1)
- Pfi Es-49 PDFDocument8 pagesPfi Es-49 PDFjxsnyderNo ratings yet
- Pneumatic Conveying of Bulk Solids PDFDocument231 pagesPneumatic Conveying of Bulk Solids PDFCarloLopez100% (2)
- En 10305-1Document33 pagesEn 10305-1cataldocataldoNo ratings yet
- Tuboscope Drill PipeDocument6 pagesTuboscope Drill PipeOscar CarrascoNo ratings yet
- Applus RTD PIT BrochureDocument5 pagesApplus RTD PIT BrochureDani JoeNo ratings yet
- BS en 10300-2005 (2006)Document54 pagesBS en 10300-2005 (2006)leila eslamiNo ratings yet
- Manual Instalacion y Operación Bomba Spring - MS1Document56 pagesManual Instalacion y Operación Bomba Spring - MS1JUAN DAVID BALDION BONILLANo ratings yet
- Potterton Kingfisher MF RS 50 Installation Manual GCNo 41 393 95Document39 pagesPotterton Kingfisher MF RS 50 Installation Manual GCNo 41 393 95lenin6737No ratings yet
- S&T - Design 2013 - 2 PDFDocument40 pagesS&T - Design 2013 - 2 PDFSalmanNo ratings yet
- Metal Diaphragm Valve Technical SpecificationsDocument6 pagesMetal Diaphragm Valve Technical SpecificationsDenial BasanovicNo ratings yet
- Tensile Test UpvcDocument3 pagesTensile Test UpvcAloka Karunarathne0% (1)
- BEIER MACHINERY 110MM PIPE PRODUCTIONDocument9 pagesBEIER MACHINERY 110MM PIPE PRODUCTIONAdoniyas Abayneh Negash100% (1)
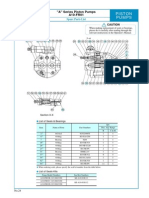
- A Series Single 01Document20 pagesA Series Single 01Cahyo DiyantoNo ratings yet
- Kohler 350reo2v Service Manual Tp6185Document64 pagesKohler 350reo2v Service Manual Tp6185Eleazar GrilletNo ratings yet
- Red Firestop Caulk Stops Fire for PipesDocument4 pagesRed Firestop Caulk Stops Fire for Pipescarlos junior cornejo llontopNo ratings yet
- Structural Checklist for Atlanta BuildingsDocument16 pagesStructural Checklist for Atlanta BuildingsSandip SurNo ratings yet
- D ESD Series Installation&Maintenance PDFDocument20 pagesD ESD Series Installation&Maintenance PDFPablo GarcíaNo ratings yet
- Vortex flow meter installation guideDocument83 pagesVortex flow meter installation guideltrongluanvn100% (1)
- MAN L32/40 Working InstructionsDocument511 pagesMAN L32/40 Working Instructionsalanwangark100% (1)
- SS 512-2005 - PreviewDocument11 pagesSS 512-2005 - PreviewJohn50% (2)
- Taking The Edge Off A Pipe Bomb - LiterallyDocument2 pagesTaking The Edge Off A Pipe Bomb - LiterallyVivek AroraNo ratings yet
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Iconic Advantage: Don’t Chase the New, Innovate the OldFrom EverandIconic Advantage: Don’t Chase the New, Innovate the OldRating: 4 out of 5 stars4/5 (1)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessFrom EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNo ratings yet
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryFrom EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryRating: 4 out of 5 stars4/5 (5)
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionFrom EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionNo ratings yet
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationFrom EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationRating: 4.5 out of 5 stars4.5/5 (2)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorFrom EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorRating: 4 out of 5 stars4/5 (7)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceFrom EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceRating: 4 out of 5 stars4/5 (19)
- Electrical Principles and Technology for EngineeringFrom EverandElectrical Principles and Technology for EngineeringRating: 4 out of 5 stars4/5 (4)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- The User's Journey: Storymapping Products That People LoveFrom EverandThe User's Journey: Storymapping Products That People LoveRating: 3.5 out of 5 stars3.5/5 (8)
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsFrom EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsNo ratings yet
- Basic Electric Circuit Theory: A One-Semester TextFrom EverandBasic Electric Circuit Theory: A One-Semester TextRating: 1.5 out of 5 stars1.5/5 (2)