You might also like
- Design of Commutator and BrushesDocument5 pagesDesign of Commutator and BrushesSam AndersonNo ratings yet
- Commutator BrochureDocument4 pagesCommutator Brochureharoon reshid100% (1)
- 5 Carbon Brush Technical Guide Mersen - 07Document40 pages5 Carbon Brush Technical Guide Mersen - 07Dhanraj PatilNo ratings yet
- SchunkDocument8 pagesSchunkEvTech Phil100% (1)
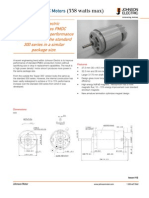
- Low-Voltage PMDC Motors 338 WattsDocument20 pagesLow-Voltage PMDC Motors 338 WattscharlierockerNo ratings yet
- DCMotors DesignGuideDocument12 pagesDCMotors DesignGuidenaruto256No ratings yet
- Motor Selection WhitepaperDocument18 pagesMotor Selection WhitepaperAlok ShuklaNo ratings yet
- Maintenance of Brushes and Commutators 2 enDocument14 pagesMaintenance of Brushes and Commutators 2 enSavitha VinayNo ratings yet
- Motor Comparison Thru Flow Vacuum Cleaning - Motor Is Contained in A Sealed Motor CompartmentDocument4 pagesMotor Comparison Thru Flow Vacuum Cleaning - Motor Is Contained in A Sealed Motor CompartmenttylerdurdaneNo ratings yet
- BLDC Motor Catalogue 15-01-2015Document6 pagesBLDC Motor Catalogue 15-01-2015nitin9860No ratings yet
- Comparison of VPI and Resin-Rich Insulation SystemsDocument1 pageComparison of VPI and Resin-Rich Insulation SystemsJose Mayen100% (1)
- 4 Clark Magnomatics OperaEUGM2014Document58 pages4 Clark Magnomatics OperaEUGM2014Huynh Thanh AnhNo ratings yet
- CleanerDocument43 pagesCleanersaurbh dubeyNo ratings yet
- Technical Note Winding Pitch LR - 040214Document2 pagesTechnical Note Winding Pitch LR - 040214shinichie100% (1)
- DC Motor Calculations 2004 PDFDocument27 pagesDC Motor Calculations 2004 PDFAlbert Cereno SerranoNo ratings yet
- A Review of Structural and Thermal Analysis of Traction MotorsDocument11 pagesA Review of Structural and Thermal Analysis of Traction MotorsGari PastranaNo ratings yet
- Motors Ametek Tech Cross Ref PDFDocument19 pagesMotors Ametek Tech Cross Ref PDFYe Alhadar0% (1)
- Analysis of Commutation in DC MachinesDocument57 pagesAnalysis of Commutation in DC Machinesagnostic07No ratings yet
- Synchronous MechineDocument8 pagesSynchronous MechineNaveen BansalNo ratings yet
- Vacuum Cleaners Market Review & Advertising ProposalDocument46 pagesVacuum Cleaners Market Review & Advertising ProposalvliffNo ratings yet
- Lecture27 - PM-DC Brushless and PM-AC Synchronous Machines PDFDocument18 pagesLecture27 - PM-DC Brushless and PM-AC Synchronous Machines PDFSalih InceNo ratings yet
- Commutator Patina PDFDocument3 pagesCommutator Patina PDFoctavianodavalosNo ratings yet
- SlipringDocument6 pagesSlipringDanang AjiNo ratings yet
- Efficiency Improvements in High Speed Operation Using Slotless Configuration For PMSMDocument7 pagesEfficiency Improvements in High Speed Operation Using Slotless Configuration For PMSMAmit ShuklaNo ratings yet
- 2011 PhDCourse SpecialElectricalMachines PDFDocument151 pages2011 PhDCourse SpecialElectricalMachines PDFnagu100% (1)
- Design of Synchronous MachinesDocument17 pagesDesign of Synchronous MachinesNiteshNarukaNo ratings yet
- Bibilography Relevant To Surge Voltage Protection of AC Rotating Machinery PDFDocument9 pagesBibilography Relevant To Surge Voltage Protection of AC Rotating Machinery PDFRajuNo ratings yet
- Fans and BlowerDocument45 pagesFans and BlowerMad MaxNo ratings yet
- Armature WindingDocument20 pagesArmature Windingk rajendra100% (1)
- 1996 - A Reverse Engineering and Redesign Methodology For Product EvolutionDocument19 pages1996 - A Reverse Engineering and Redesign Methodology For Product EvolutionJosé de LimaNo ratings yet
- Mechanical Pumps For Vacuum ProcessingDocument10 pagesMechanical Pumps For Vacuum Processinghwang2No ratings yet
- Brush HoldersDocument4 pagesBrush HoldersDanang Aji100% (1)
- Show/Hide Lenze DC Motor BookmarksDocument38 pagesShow/Hide Lenze DC Motor BookmarksAriss RahmannNo ratings yet
- Induction Motor Design PDFDocument46 pagesInduction Motor Design PDFdiptiNo ratings yet
- PMBLDC Motor DriveDocument55 pagesPMBLDC Motor DriveSushant SinghNo ratings yet
- Detect Broken Rotor BarsDocument13 pagesDetect Broken Rotor Barsallmcbeall18704No ratings yet
- LECTURE 8 Induction Machines 02Document132 pagesLECTURE 8 Induction Machines 02MINH Nguyễn TuấnNo ratings yet
- Design of Electrical Apparatus: A Course Material OnDocument144 pagesDesign of Electrical Apparatus: A Course Material OnBARANIDHARAN TNo ratings yet
- Vacuum Cleaner Reference DesignDocument72 pagesVacuum Cleaner Reference DesignbharfhyNo ratings yet
- Switched Reluctance Motor (SRM)Document8 pagesSwitched Reluctance Motor (SRM)Ömer Faruk AbdullahNo ratings yet
- VVVF DrivesDocument16 pagesVVVF DrivesIsradani MjNo ratings yet
- 1 Electric Motor BasicsDocument13 pages1 Electric Motor BasicsPandaGendutNo ratings yet
- Water Jacket Motor PDFDocument8 pagesWater Jacket Motor PDFsultaniusNo ratings yet
- Vpi ProcessDocument57 pagesVpi ProcessRavi Kiran100% (4)
- Question BankqDocument15 pagesQuestion BankqlalitaerankiNo ratings yet
- Antologc3ada Poc3a9tica 27 TextoDocument100 pagesAntologc3ada Poc3a9tica 27 TextoLukaz JuarezNo ratings yet
- DC Motor PrimerDocument26 pagesDC Motor PrimerastroltravlerNo ratings yet
- Traction Motor DesignDocument11 pagesTraction Motor DesignS.m. FerdousNo ratings yet
- Determining The Efficiency of Induction Machines, Converters and SoftstartersDocument8 pagesDetermining The Efficiency of Induction Machines, Converters and Softstarterssadeq03No ratings yet
- Tavner PeterDocument303 pagesTavner PeterManigandanNo ratings yet
- Wound Rotor Motor TestingDocument5 pagesWound Rotor Motor Testingbige1911No ratings yet
- Core-Less MotorDocument21 pagesCore-Less MotorSaurabh KumarNo ratings yet
- Langsdorf ContinuaDocument434 pagesLangsdorf ContinuaEdyson91No ratings yet
- 4E Roadmap for Energy Efficient Electric Motors and Motor SystemsDocument30 pages4E Roadmap for Energy Efficient Electric Motors and Motor SystemsCarlos LopezNo ratings yet
- Guide to Electrical Machine BrushesDocument39 pagesGuide to Electrical Machine BrushesRamesh BabuNo ratings yet
- Interturn Short-Circuit Detector For Turbine-Generator Rotor WindingsDocument6 pagesInterturn Short-Circuit Detector For Turbine-Generator Rotor WindingsEng Bagaragaza Romuald100% (1)
- EL CID BrochureDocument4 pagesEL CID BrochureeesacNo ratings yet
- Problems in the Design and Development of 750 MW Turbogenerators: International Series of Monographs on Electronics and InstrumentationFrom EverandProblems in the Design and Development of 750 MW Turbogenerators: International Series of Monographs on Electronics and InstrumentationNo ratings yet
- Awakening The MindDocument21 pagesAwakening The MindhhhumNo ratings yet
- Lightwave Maya 3D TutorialsDocument8 pagesLightwave Maya 3D TutorialsrandfranNo ratings yet
- GLOBAL Hydro Turbine Folder enDocument4 pagesGLOBAL Hydro Turbine Folder enGogyNo ratings yet
- Evolutionary PsychologyDocument10 pagesEvolutionary PsychologyShreya MadheswaranNo ratings yet
- Reflection 2: WHAT DOES It Mean To Be A Pacific Islander Today and in The Future To Me?Document5 pagesReflection 2: WHAT DOES It Mean To Be A Pacific Islander Today and in The Future To Me?Trishika NamrataNo ratings yet
- PC3 The Sea PeopleDocument100 pagesPC3 The Sea PeoplePJ100% (4)
- SOIL ASSESSMENT AND PLANT PROPAGATION OF BELL PEPPERS (Capsicum Annuum)Document35 pagesSOIL ASSESSMENT AND PLANT PROPAGATION OF BELL PEPPERS (Capsicum Annuum)Audrey Desiderio100% (1)
- Motor Wiring Diagram: D.C. Motor ConnectionsDocument1 pageMotor Wiring Diagram: D.C. Motor Connectionsczds6594No ratings yet
- Asian Paints Tile Grout Cement BasedDocument2 pagesAsian Paints Tile Grout Cement Basedgirish sundarNo ratings yet
- Stability Calculation of Embedded Bolts For Drop Arm Arrangement For ACC Location Inside TunnelDocument7 pagesStability Calculation of Embedded Bolts For Drop Arm Arrangement For ACC Location Inside TunnelSamwailNo ratings yet
- Innovative Food Science and Emerging TechnologiesDocument6 pagesInnovative Food Science and Emerging TechnologiesAnyelo MurilloNo ratings yet
- NDE Procedure - Radiographic TestingDocument43 pagesNDE Procedure - Radiographic TestingJeganeswaranNo ratings yet
- Magnetic Pick UpsDocument4 pagesMagnetic Pick UpslunikmirNo ratings yet
- 07 Raction KineticsDocument43 pages07 Raction KineticsestefanoveiraNo ratings yet
- BMW Motronic CodesDocument6 pagesBMW Motronic CodesxLibelle100% (3)
- 2 Scour VentDocument8 pages2 Scour VentPrachi TaoriNo ratings yet
- Laser Surface Treatment ProcessesDocument63 pagesLaser Surface Treatment ProcessesDIPAK VINAYAK SHIRBHATENo ratings yet
- Sap ThufingteDocument10 pagesSap ThufingtehangsinfNo ratings yet
- 5125 w04 Er PDFDocument14 pages5125 w04 Er PDFHany ElGezawyNo ratings yet
- Current Relays Under Current CSG140Document2 pagesCurrent Relays Under Current CSG140Abdul BasitNo ratings yet
- 11 Baby Crochet Cocoon Patterns PDFDocument39 pages11 Baby Crochet Cocoon Patterns PDFIoanaNo ratings yet
- Interactive Architecture Adaptive WorldDocument177 pagesInteractive Architecture Adaptive Worldhoma massihaNo ratings yet
- FP-XH PGRG eDocument936 pagesFP-XH PGRG ebvladimirov85No ratings yet
- Ancient MesopotamiaDocument69 pagesAncient MesopotamiaAlma CayapNo ratings yet
- CIRC 314-AN 178 INP EN EDENPROD 195309 v1Document34 pagesCIRC 314-AN 178 INP EN EDENPROD 195309 v1xloriki_100% (1)
- MS For Brick WorkDocument7 pagesMS For Brick WorkSumit OmarNo ratings yet
- 2018-04-12 List Mold TVSDocument5 pages2018-04-12 List Mold TVSFerlyn ValentineNo ratings yet
- QP (2016) 2Document1 pageQP (2016) 2pedro carrapicoNo ratings yet
- Detection and Attribution Methodologies Overview: Appendix CDocument9 pagesDetection and Attribution Methodologies Overview: Appendix CDinesh GaikwadNo ratings yet
- Sibuyan Island ResiliencyDocument12 pagesSibuyan Island ResiliencyEndangeredSpeciesNo ratings yet