You might also like
- Break in Instructions: DPR Racing DevelopmentDocument16 pagesBreak in Instructions: DPR Racing DevelopmentdadaNo ratings yet
- Boring The TBDocument7 pagesBoring The TBSuchat ChuNo ratings yet
- K63& 65 REBUILDDocument5 pagesK63& 65 REBUILDpepin1971No ratings yet
- Porsche 356: The Engine Handbook: An Engine Assembly GuideFrom EverandPorsche 356: The Engine Handbook: An Engine Assembly GuideNo ratings yet
- Break in SecretsDocument9 pagesBreak in SecretsAnonymous 6xy6sWy5No ratings yet
- How To Build and Run A Stirling Engine The First Time Out - Home Model Engine MachinistDocument8 pagesHow To Build and Run A Stirling Engine The First Time Out - Home Model Engine MachinistPrime OctaviusNo ratings yet
- 50 Years of Engine Repair Solutions for American Muscle Cars, Street Rods, and Kit CarsFrom Everand50 Years of Engine Repair Solutions for American Muscle Cars, Street Rods, and Kit CarsNo ratings yet
- HHM1 Drawing NotesDocument14 pagesHHM1 Drawing Notespawoe3064No ratings yet
- How to Rebuild & Modify High-Performance Manual TransmissionsFrom EverandHow to Rebuild & Modify High-Performance Manual TransmissionsRating: 5 out of 5 stars5/5 (1)
- Aprilia RS125 Dispelling MythsDocument7 pagesAprilia RS125 Dispelling MythsEdu Cernadas MíguezNo ratings yet
- Ultimate Fat Boy Mini BikeDocument33 pagesUltimate Fat Boy Mini BikeGiampietro Dal CeroNo ratings yet
- Oldsmobile V-8 Engines: How to Build Max PerformanceFrom EverandOldsmobile V-8 Engines: How to Build Max PerformanceRating: 5 out of 5 stars5/5 (6)
- Motorcycle Engine MaintainanceDocument6 pagesMotorcycle Engine MaintainanceAlvin100% (2)
- How to Build Max-Performance Mopar Big BlocksFrom EverandHow to Build Max-Performance Mopar Big BlocksRating: 5 out of 5 stars5/5 (1)
- Building The Better Half VW Engine (-Mostly-) : DisclaimerDocument7 pagesBuilding The Better Half VW Engine (-Mostly-) : Disclaimerdarkriderchat5856No ratings yet
- Brake DocumentDocument15 pagesBrake DocumentGilberto C. ElizondoNo ratings yet
- Deciding To Build A Type 1 Performance EngineDocument10 pagesDeciding To Build A Type 1 Performance EngineRobert DennisNo ratings yet
- Fork Servicing-Entretien Fourche AV en AnglaisDocument49 pagesFork Servicing-Entretien Fourche AV en AnglaismioltaNo ratings yet
- 03 Building A Model Steam Engine From Scratch Chapter 3 192 651Document16 pages03 Building A Model Steam Engine From Scratch Chapter 3 192 651schelanko67% (3)
- Rearend Narrowing Tips - Ebay VersionDocument9 pagesRearend Narrowing Tips - Ebay VersionJeff Calkins80% (5)
- Maintaining Johnson 1974-1992Document64 pagesMaintaining Johnson 1974-1992fokaiboi67% (3)
- DIY Turbo Manifold DesignDocument14 pagesDIY Turbo Manifold DesignAntonio BerthfieldNo ratings yet
- Honda Carburetor Carb Overhaul Rebuild Service Maintenance Rebuild ManualDocument6 pagesHonda Carburetor Carb Overhaul Rebuild Service Maintenance Rebuild ManualPaul MartinNo ratings yet
- 420a Edz SwapDocument12 pages420a Edz SwapAll StaffNo ratings yet
- Blower 6/71Document6 pagesBlower 6/71RV PenrroiNo ratings yet
- Build Your Own TurbineDocument16 pagesBuild Your Own TurbineJack D'Roca100% (5)
- Assembly Cj750Document15 pagesAssembly Cj750Simone PistacchioNo ratings yet
- Front ForkDocument2 pagesFront ForkJohn AthensNo ratings yet
- E36 BMW M3: H&R Coilover Installation ForDocument26 pagesE36 BMW M3: H&R Coilover Installation ForGabriel DKNo ratings yet
- Go Cart TyresDocument10 pagesGo Cart Tyresjasmeet singhNo ratings yet
- C180 Kompressor Timing Chain ReplacementDocument14 pagesC180 Kompressor Timing Chain ReplacementPatricio Fernandez Barba0% (1)
- Engine Compression TestingsDocument2 pagesEngine Compression TestingsYorvic GodoyNo ratings yet
- Engine Compression TestingDocument2 pagesEngine Compression TestingYorvic GodoyNo ratings yet
- Build Your Own Turbine - 3 PDFDocument16 pagesBuild Your Own Turbine - 3 PDFDefinal Chaniago100% (1)
- Chainsaw Lumbermaking by Will Malloff (1982) Searchable Text PDFDocument224 pagesChainsaw Lumbermaking by Will Malloff (1982) Searchable Text PDForotleNo ratings yet
- CB550 Carb Rebuild PD46A RebuildDocument22 pagesCB550 Carb Rebuild PD46A Rebuildtweq1120% (1)
- The Mikuni Carbs On GK76aDocument9 pagesThe Mikuni Carbs On GK76aarthurkm100% (1)
- Why Dyno Test An Engine?: To Get Accurate Horsepower and Torque NumbersDocument3 pagesWhy Dyno Test An Engine?: To Get Accurate Horsepower and Torque NumbersavisyoNo ratings yet
- Building Offset Crankshafts For British TwinsDocument9 pagesBuilding Offset Crankshafts For British Twinssameh5000No ratings yet
- Building A Home Made Belt SanderDocument10 pagesBuilding A Home Made Belt SanderCiprian Cociuba100% (1)
- A Grinding SpindleDocument4 pagesA Grinding Spindlewillows300No ratings yet
- Caliper Upgrade For Early TundrasDocument13 pagesCaliper Upgrade For Early TundrasB.J. Kent100% (2)
- Widetire Frame FabDocument10 pagesWidetire Frame FabRiki Mandol100% (1)
- Building A Killer Hybrid Steering Axle V4 - FiguresRelatedToPicsDocument6 pagesBuilding A Killer Hybrid Steering Axle V4 - FiguresRelatedToPicsRyan ConnorNo ratings yet
- Magnatraction X-Traction Tuning Rev 5Document24 pagesMagnatraction X-Traction Tuning Rev 5jvaldes67No ratings yet
- King Quad 700 Tips 101 Ver 1.2Document36 pagesKing Quad 700 Tips 101 Ver 1.2Andy House100% (1)
- Diy RcabDocument32 pagesDiy RcabMatias Dacosta NeghmeNo ratings yet
- Timingbelt Renault ClioDocument31 pagesTimingbelt Renault ClioalexxxionNo ratings yet
- Vm38 Carb Fitment ArticleDocument12 pagesVm38 Carb Fitment Articlejmm2kNo ratings yet
- Drveni VolanDocument68 pagesDrveni Volandishaka30No ratings yet
- The Norton CarburetorDocument3 pagesThe Norton Carburetorbill_wattNo ratings yet
- Dellorto SHA Tuning Part 1 Moped ArmyDocument8 pagesDellorto SHA Tuning Part 1 Moped ArmydintoNo ratings yet
- F650GS oil and filter change guideDocument70 pagesF650GS oil and filter change guideNelus BantjesNo ratings yet
- Car Mods Rev 1 20 21Document30 pagesCar Mods Rev 1 20 21jvaldes67No ratings yet
- NC30 Carb Rejetting GuideDocument19 pagesNC30 Carb Rejetting GuidebuggermesillyNo ratings yet
- Jaw Crusher Manufacturer: Fuel Gases and Heating ValuesDocument4 pagesJaw Crusher Manufacturer: Fuel Gases and Heating ValuesJose CencičNo ratings yet
- Calculate Available Heat PDFDocument14 pagesCalculate Available Heat PDFjeas grejoy andrewsNo ratings yet
- Phase Equilibria in Hydrocarbon SystemsDocument10 pagesPhase Equilibria in Hydrocarbon SystemsJose CencičNo ratings yet
- B Series Valve AdjustmentDocument7 pagesB Series Valve AdjustmentJose CencičNo ratings yet
- SearchDocument2 pagesSearchJose CencičNo ratings yet
- Pwm-093 Cs130 AlternatorsDocument2 pagesPwm-093 Cs130 AlternatorsJose CencičNo ratings yet
- Acid Base Titration Lab 6Document11 pagesAcid Base Titration Lab 6Jose Cencič0% (1)
- Orinoco Bitumen PumpingDocument3 pagesOrinoco Bitumen PumpingJose CencičNo ratings yet
- Distillation Separates Liquid MixturesDocument13 pagesDistillation Separates Liquid MixturesSanthosh KumarNo ratings yet
- Lab 21: Synthesize & Analyze Common Analgesics8Rinsing the flask ensuresmaximum recovery of theproduct.9Drying the crystals helpsprevent clumping and aidsin weighing laterDocument14 pagesLab 21: Synthesize & Analyze Common Analgesics8Rinsing the flask ensuresmaximum recovery of theproduct.9Drying the crystals helpsprevent clumping and aidsin weighing laterJose CencičNo ratings yet
- Phase Equilibria in Hydrocarbon SystemsDocument33 pagesPhase Equilibria in Hydrocarbon SystemsJose CencičNo ratings yet
- Oilfield Oil Water Solids SeparationDocument17 pagesOilfield Oil Water Solids SeparationFlor de Liz100% (1)
- P0734 Gear 4 Incorrect Ratio CodeDocument4 pagesP0734 Gear 4 Incorrect Ratio CodeJose CencičNo ratings yet
- The 09G Flared Shift ProblemsDocument3 pagesThe 09G Flared Shift ProblemsJose Cencič100% (1)
- 12V DC Alternator OperationDocument43 pages12V DC Alternator OperationJose Cencič100% (1)
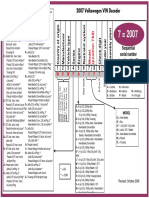
- VW Vin Decoder 2007Document2 pagesVW Vin Decoder 2007Jose Cencič100% (1)
- Kobarid Gastronomic CircleDocument8 pagesKobarid Gastronomic CircleJose CencičNo ratings yet
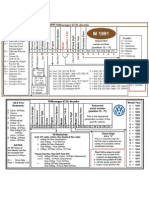
- VW Vin 1991-2006Document18 pagesVW Vin 1991-2006Borcan Cristi0% (1)
- Your Questions Answered - Space Elevators - In-Depth - The EngineerDocument4 pagesYour Questions Answered - Space Elevators - In-Depth - The EngineerJose CencičNo ratings yet
- DTC Chart Power TrainDocument156 pagesDTC Chart Power TrainHuguito DiazNo ratings yet
- Smart Sensor Ar8800aDocument1 pageSmart Sensor Ar8800aJose CencičNo ratings yet
- Retort Kit 165-14Document16 pagesRetort Kit 165-14Jose Cencič100% (1)
- Brookfield Thermosel System - Brookfield Engineering Thermosel SystemDocument3 pagesBrookfield Thermosel System - Brookfield Engineering Thermosel SystemJose CencičNo ratings yet
- Distillation Separates Liquid MixturesDocument13 pagesDistillation Separates Liquid MixturesSanthosh KumarNo ratings yet
- The 09G Flared Shift ProblemsDocument3 pagesThe 09G Flared Shift ProblemsJose Cencič100% (1)
- Aod GDDocument1 pageAod GDJose CencičNo ratings yet
- Needle Roller Bearings, Needle Roller and Cage Assemblies - K 75x83x23Document1 pageNeedle Roller Bearings, Needle Roller and Cage Assemblies - K 75x83x23Jose CencičNo ratings yet
- Brookfield DV2T Extra Viscometer - Brookfield EngineeringDocument3 pagesBrookfield DV2T Extra Viscometer - Brookfield EngineeringJose CencičNo ratings yet
- Alcohol EthoxylatesDocument16 pagesAlcohol EthoxylatesJose CencičNo ratings yet
- Dose Complete CatalogueDocument272 pagesDose Complete CatalogueBerkan OranusNo ratings yet
- Elective 4 Module1Document27 pagesElective 4 Module1kentong compraNo ratings yet
- Site Effect Evaluation Using Spectral Ratios With Only One StationDocument15 pagesSite Effect Evaluation Using Spectral Ratios With Only One StationJavier MtNo ratings yet
- Valve Material ApplicationDocument16 pagesValve Material Applicationehab8320014413100% (1)
- Design and Generating Energy As A Car Alternator TDocument7 pagesDesign and Generating Energy As A Car Alternator TJohnny TestNo ratings yet
- Separating Acetic Acid and Water by DistillationDocument8 pagesSeparating Acetic Acid and Water by DistillationSuzanne Clariz M. BaltazarNo ratings yet
- PLF-76T Service ManualDocument40 pagesPLF-76T Service Manualapi-3711045100% (1)
- Chilled Water Pipe Insulation Method StatementDocument2 pagesChilled Water Pipe Insulation Method StatementGündoğdu Akın75% (4)
- SGP Chapter-1Document81 pagesSGP Chapter-1Shashank ReddyNo ratings yet
- Kaplan Turbine Working As A Propeller CFD InvestigDocument11 pagesKaplan Turbine Working As A Propeller CFD InvestigclaudehackerNo ratings yet
- Type 316 Stainless Steel Properties & ApplicationsDocument3 pagesType 316 Stainless Steel Properties & Applicationsh4josephNo ratings yet
- Repair and RehabilitationDocument22 pagesRepair and RehabilitationConstro FacilitatorNo ratings yet
- 568100Document2 pages568100Talha TariqNo ratings yet
- Metalux Hbled Standard Efficiency Specsheet - Hbled ld5 24se W Unv l850 Ed2 UDocument5 pagesMetalux Hbled Standard Efficiency Specsheet - Hbled ld5 24se W Unv l850 Ed2 UDANIEL SALAZARNo ratings yet
- Line Sizing GuidelinesDocument31 pagesLine Sizing Guidelinesc_nghia100% (3)
- MeasurementDocument4 pagesMeasurementJemason100% (1)
- Power Generation SystemDocument72 pagesPower Generation SystemAbshir Mohamed HajjiNo ratings yet
- AC Biasing in TransisterDocument61 pagesAC Biasing in TransisterHariom RavatNo ratings yet
- The Design of A Slotted Vertical Screen Breakwater PDFDocument13 pagesThe Design of A Slotted Vertical Screen Breakwater PDFscrane@No ratings yet
- TERAO Presentation August 2022Document48 pagesTERAO Presentation August 2022LuatNguyenNo ratings yet
- LT AB Cable GTPsDocument3 pagesLT AB Cable GTPsnishant sainiNo ratings yet
- Ed Current DynamometerDocument3 pagesEd Current DynamometerOM MUNGELWARNo ratings yet
- Pt6 Fuel Nozzle Exchange Kits: Adapter Assemblies, Fuel ManifoldDocument1 pagePt6 Fuel Nozzle Exchange Kits: Adapter Assemblies, Fuel ManifoldBerchNo ratings yet
- Test RDCDocument88 pagesTest RDCWan SahNo ratings yet
- 001 NemDocument4 pages001 NemNg Han PeiNo ratings yet
- GS-37 LcaDocument22 pagesGS-37 LcaGeny KucherNo ratings yet
- LLG FaultDocument8 pagesLLG Faultranjish_007No ratings yet
- Aufbau PrincipleDocument4 pagesAufbau PrinciplecrbrumaNo ratings yet
- Inspection, Test, Marking and RecordsDocument10 pagesInspection, Test, Marking and RecordssuryaNo ratings yet
- Solar Air HeaterDocument2 pagesSolar Air HeaterriyaNo ratings yet
- Strong Is the New Beautiful: Embrace Your Natural Beauty, Eat Clean, and Harness Your PowerFrom EverandStrong Is the New Beautiful: Embrace Your Natural Beauty, Eat Clean, and Harness Your PowerRating: 4 out of 5 stars4/5 (5)
- Frostbike: The Joy, Pain and Numbness of Winter CyclingFrom EverandFrostbike: The Joy, Pain and Numbness of Winter CyclingRating: 4 out of 5 stars4/5 (3)
- Backcountry Avalanche Safety: A Guide to Managing Avalanche Risk - 4th EditionFrom EverandBackcountry Avalanche Safety: A Guide to Managing Avalanche Risk - 4th EditionNo ratings yet
- Training for the Uphill Athlete: A Manual for Mountain Runners and Ski MountaineersFrom EverandTraining for the Uphill Athlete: A Manual for Mountain Runners and Ski MountaineersRating: 4.5 out of 5 stars4.5/5 (8)
- Strong is the New Beautiful: Embrace Your Natural Beauty, Eat Clean, and Harness Your PowerFrom EverandStrong is the New Beautiful: Embrace Your Natural Beauty, Eat Clean, and Harness Your PowerRating: 4 out of 5 stars4/5 (22)
- The Darkest White: A Mountain Legend and the Avalanche That Took HimFrom EverandThe Darkest White: A Mountain Legend and the Avalanche That Took HimRating: 4 out of 5 stars4/5 (1)
- The Art of Fear: Why Conquering Fear Won't Work and What to Do InsteadFrom EverandThe Art of Fear: Why Conquering Fear Won't Work and What to Do InsteadRating: 4 out of 5 stars4/5 (10)
- Winterdance: The Fine Madness of Running the IditarodFrom EverandWinterdance: The Fine Madness of Running the IditarodRating: 4.5 out of 5 stars4.5/5 (279)
- The Art of Fear: Why Conquering Fear Won't Work and What to Do InsteadFrom EverandThe Art of Fear: Why Conquering Fear Won't Work and What to Do InsteadRating: 3 out of 5 stars3/5 (5)
- Higher Love: Climbing and Skiing the Seven SummitsFrom EverandHigher Love: Climbing and Skiing the Seven SummitsRating: 5 out of 5 stars5/5 (5)
- Training for the Uphill Athlete: A Manual for Mountain Runners and Ski MountaineersFrom EverandTraining for the Uphill Athlete: A Manual for Mountain Runners and Ski MountaineersRating: 5 out of 5 stars5/5 (13)
- Written in the Snows: Across Time on Skis in the Pacific NorthwestFrom EverandWritten in the Snows: Across Time on Skis in the Pacific NorthwestNo ratings yet
- No-Fall Snowboarding: 7 Easy Steps to Safe and Fun BoardingFrom EverandNo-Fall Snowboarding: 7 Easy Steps to Safe and Fun BoardingRating: 5 out of 5 stars5/5 (1)
- The Expedition: Two Parents Risk Life and Family in an Extraordinary Quest to the South PoleFrom EverandThe Expedition: Two Parents Risk Life and Family in an Extraordinary Quest to the South PoleNo ratings yet
- Unbound: A Story of Snow and Self-DiscoveryFrom EverandUnbound: A Story of Snow and Self-DiscoveryRating: 3.5 out of 5 stars3.5/5 (168)
- Learn to Snowboard in 2 Days: Your Simple Step by Step Guide to Snowboarding Success!From EverandLearn to Snowboard in 2 Days: Your Simple Step by Step Guide to Snowboarding Success!No ratings yet