You might also like
- CH 1Document12 pagesCH 1徐志弘No ratings yet
- Detergents Catalysis GuideDocument13 pagesDetergents Catalysis GuideDl Al-azizNo ratings yet
- Catalysts and CatalysisDocument10 pagesCatalysts and CatalysisKMNo ratings yet
- 觸媒課程171023Document36 pages觸媒課程171023ericsu112233No ratings yet
- CRE Notes PDFDocument61 pagesCRE Notes PDFKrunal ThakarNo ratings yet
- Mod 1Document37 pagesMod 1Adelweis BesitubaNo ratings yet
- Fundamentals of CatalysisDocument2 pagesFundamentals of Catalysisfawad_kazNo ratings yet
- Lesson 4 - Activation Energy and How Catalyst Affects Rate of ReactionDocument5 pagesLesson 4 - Activation Energy and How Catalyst Affects Rate of ReactionJeff ValdezNo ratings yet
- More On CatalysisDocument40 pagesMore On CatalysisS S S REDDYNo ratings yet
- Visual Encyclopedia of Chemical Engineering Catalysts: General InformationDocument7 pagesVisual Encyclopedia of Chemical Engineering Catalysts: General InformationVanNo ratings yet
- Catalysis and Catalytic Reactors: 10.1 CatalystsDocument13 pagesCatalysis and Catalytic Reactors: 10.1 CatalystsKubra Ėdris100% (1)
- Hydrogenation of hydrocarbons in trickle bed reactorsDocument11 pagesHydrogenation of hydrocarbons in trickle bed reactorsAram Nasih MuhammadNo ratings yet
- Cataltic Applications of Metal CarbonylsDocument8 pagesCataltic Applications of Metal Carbonylssaud100% (4)
- Introduction - Mod1 - NPTEL Chem EngDocument30 pagesIntroduction - Mod1 - NPTEL Chem EngalkimiaNo ratings yet
- Lecture Notes Catalysis EngineeringDocument221 pagesLecture Notes Catalysis Engineeringburbuja412100% (1)
- Catalysis Sec 3 No 8Document12 pagesCatalysis Sec 3 No 8Ahmed AwadNo ratings yet
- Continuous Hydrogen Production by SequenDocument10 pagesContinuous Hydrogen Production by SequenwameathNo ratings yet
- CatalystDocument22 pagesCatalystAdan JavedNo ratings yet
- ETACRDDocument53 pagesETACRDSampathkumar AttuluriNo ratings yet
- Updated Applied Chemistry Programme on CatalysisDocument54 pagesUpdated Applied Chemistry Programme on CatalysisRajatSonkarNo ratings yet
- Catalytic Dehydration of Alcohols: University of Warsaw Faculty of Chemistry Chemical Technology DivisionDocument12 pagesCatalytic Dehydration of Alcohols: University of Warsaw Faculty of Chemistry Chemical Technology DivisionSpandan GhoshalNo ratings yet
- Catalysis Guide: Lower Energy ReactionsDocument36 pagesCatalysis Guide: Lower Energy ReactionsdrpigaNo ratings yet
- Introduction To Heterogeneous Catalysis: Letcture-1Document14 pagesIntroduction To Heterogeneous Catalysis: Letcture-1hamoodahNo ratings yet
- Chen 2007Document9 pagesChen 2007Arisya JulvianaNo ratings yet
- Catalytic Chemistry in Industry: Understanding the Importance of CatalystsDocument36 pagesCatalytic Chemistry in Industry: Understanding the Importance of Catalystsjai d gr8No ratings yet
- QB PDFDocument18 pagesQB PDFShivani0% (1)
- CH6701 Chemical Reaction Engineering - II: Catalyst Properties and Preparation MethodsDocument20 pagesCH6701 Chemical Reaction Engineering - II: Catalyst Properties and Preparation MethodsThirunavuk KarasuNo ratings yet
- Catalysis PDFDocument23 pagesCatalysis PDFFlorence FlorendoNo ratings yet
- Reaction Engineering of Emerging Oxidation Processes: P.L. Mills, R.V. ChaudhariDocument13 pagesReaction Engineering of Emerging Oxidation Processes: P.L. Mills, R.V. ChaudhariCod HalalNo ratings yet
- Heterogeneous CatalystsDocument7 pagesHeterogeneous CatalystsHector Martinez HernandezNo ratings yet
- Ethylene ProductionDocument23 pagesEthylene ProductionDavid ZamoraNo ratings yet
- Catalysis ReportDocument20 pagesCatalysis ReportSandesh LawandNo ratings yet
- CatalysisDocument7 pagesCatalysisMohamed Ma'mounNo ratings yet
- Catalytic Reactor DesignDocument110 pagesCatalytic Reactor DesignNabil RadianNo ratings yet
- 3 - Catalysts and CatalysisDocument25 pages3 - Catalysts and Catalysisshan0214No ratings yet
- Chemical Engineering Journal: Yong-Ming Dai, Jhong-Syuan Wu, Chiing-Chang Chen, Kung-Tung ChenDocument7 pagesChemical Engineering Journal: Yong-Ming Dai, Jhong-Syuan Wu, Chiing-Chang Chen, Kung-Tung ChenMaria SiahaanNo ratings yet
- Catalysis PDFDocument9 pagesCatalysis PDFmradu1No ratings yet
- Reaction Technologies: ThreeDocument31 pagesReaction Technologies: ThreeProcess EngineerNo ratings yet
- Hydrogenation of Ethylene On Cu CatalystDocument7 pagesHydrogenation of Ethylene On Cu CatalystHillman WiraNo ratings yet
- Exhaust Emission SystemDocument47 pagesExhaust Emission SystemDinesh RathorNo ratings yet
- Understanding Chemical ProcessesDocument12 pagesUnderstanding Chemical ProcessesChaitanya Potti100% (1)
- Ultrasonic-Assisted Biodiesel Production Using Alkaline Earth Metal OxidesDocument8 pagesUltrasonic-Assisted Biodiesel Production Using Alkaline Earth Metal OxidesHIRAL PANDYANo ratings yet
- Catalyst Fundamentals - Dispersed ModelDocument17 pagesCatalyst Fundamentals - Dispersed Modelandono kusuma jatiNo ratings yet
- Module-3 Introduction To Unit Processes & OperationsDocument5 pagesModule-3 Introduction To Unit Processes & OperationsKuldeep BhattNo ratings yet
- CHPT 1 - Petroleum RefiningDocument2 pagesCHPT 1 - Petroleum RefiningMABUKE NDINAINWI INNOCENTIANo ratings yet
- 63697Document18 pages63697Thirunavuk KarasuNo ratings yet
- 1 s2.0 S1226086X2100410X MainDocument22 pages1 s2.0 S1226086X2100410X MainAndres Felipe Tamayo RodriguezNo ratings yet
- Modeling and Simulation of Reactive Distillation for Methyl Acetate ProductionDocument8 pagesModeling and Simulation of Reactive Distillation for Methyl Acetate ProductionMohamed AlkhiderNo ratings yet
- 5243 Heterogeneous Catalysis1Document7 pages5243 Heterogeneous Catalysis1Mohit PatelNo ratings yet
- Ass 1Document6 pagesAss 1Pratiksha GoreNo ratings yet
- Yang 2016Document36 pagesYang 2016Febrian Dimas Adi NugrahaNo ratings yet
- Catalysts Navigation Search Catalyst (Disambiguation) : CatalysisDocument12 pagesCatalysts Navigation Search Catalyst (Disambiguation) : CatalysisWilliam Alexander ManaluNo ratings yet
- Heterogeneous Catalytic Chemistry by ExampleDocument7 pagesHeterogeneous Catalytic Chemistry by ExampleAbdullah18No ratings yet
- Catalysis & Catalysts: Facts and Figures About CatalystsDocument16 pagesCatalysis & Catalysts: Facts and Figures About CatalystsBilal Teguh PrabowoNo ratings yet
- Conventional Preparation Methods of CatalystsDocument20 pagesConventional Preparation Methods of Catalystsyussra amerNo ratings yet
- Green Chemistry Kimia FisikDocument16 pagesGreen Chemistry Kimia FisikRinaldi SatriaNo ratings yet
- St. Joseph's College of Engineering, Chennai 600 119 Department of Chemical Engineering Chemical Reaction Engg. II Class Notes: Unit I Catalytic ReactionsDocument6 pagesSt. Joseph's College of Engineering, Chennai 600 119 Department of Chemical Engineering Chemical Reaction Engg. II Class Notes: Unit I Catalytic ReactionsThirunavuk KarasuNo ratings yet
- Water Gas Shift Reaction: Research Developments and ApplicationsFrom EverandWater Gas Shift Reaction: Research Developments and ApplicationsNo ratings yet
- Catalysis: An Integrated Approach to Homogeneous, Heterogeneous and Industrial CatalysisFrom EverandCatalysis: An Integrated Approach to Homogeneous, Heterogeneous and Industrial CatalysisNo ratings yet
- Contemporary Catalysis: Fundamentals and Current ApplicationsFrom EverandContemporary Catalysis: Fundamentals and Current ApplicationsNo ratings yet
- A71Document4 pagesA71Khairun NiesaNo ratings yet
- SPM Physics Formula List Form 5Document0 pagesSPM Physics Formula List Form 5HaziAmiNo ratings yet
- Poster LI KeyunDocument1 pagePoster LI KeyunKhairun NiesaNo ratings yet
- Assignment Cmt651Document5 pagesAssignment Cmt651Khairun NiesaNo ratings yet
- Assignment CMT668Document18 pagesAssignment CMT668Khairun NiesaNo ratings yet
- Ent BlueprintDocument11 pagesEnt BlueprintKhairun NiesaNo ratings yet
- Assignment CMT668Document18 pagesAssignment CMT668Khairun NiesaNo ratings yet
- Ent 600 BlueprintDocument22 pagesEnt 600 BlueprintKhairun Niesa88% (8)
- Assignment CMT668Document18 pagesAssignment CMT668Khairun NiesaNo ratings yet
- Colloid and Surface ChemistryDocument1 pageColloid and Surface ChemistryKhairun NiesaNo ratings yet
- Window Cleaning The World's Tallest BuildingDocument12 pagesWindow Cleaning The World's Tallest BuildingKhairun NiesaNo ratings yet
- Energy Balances On Reactive ProcessDocument12 pagesEnergy Balances On Reactive ProcessKhairun Niesa100% (1)
- Artisan Distilling - A Guide For Small DistilleriesDocument102 pagesArtisan Distilling - A Guide For Small DistilleriespixtaccioNo ratings yet
- Adenosine TriphosphateDocument11 pagesAdenosine TriphosphateAyush LNo ratings yet
- TIAC Guide English 2013-Section-02Document3 pagesTIAC Guide English 2013-Section-02tekcellentNo ratings yet
- Biological Waste Treatment FINAL PPT END SEM (Autosaved)Document192 pagesBiological Waste Treatment FINAL PPT END SEM (Autosaved)rathorebhagwan07No ratings yet
- SICHEM Brochure 2023Document8 pagesSICHEM Brochure 2023krishnarao badisaNo ratings yet
- D4281Document6 pagesD4281saifullah629No ratings yet
- ACS Methacrylate Monomers VOCDocument15 pagesACS Methacrylate Monomers VOCnigel_dowdingNo ratings yet
- Microbiology Basic and Clinical Principles 1st Edition Mckay Test BankDocument17 pagesMicrobiology Basic and Clinical Principles 1st Edition Mckay Test Bankjamesmartinezstzejixmcg100% (11)
- Analysis of Total Polyphenols in Wines by Flow Injection AnalysisDocument10 pagesAnalysis of Total Polyphenols in Wines by Flow Injection AnalysisAna Maria IlieNo ratings yet
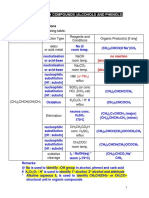
- 2016 HYDROXY COMPOUNDS (ALCOHOLS AND PHENOLS) SUMMARYDocument12 pages2016 HYDROXY COMPOUNDS (ALCOHOLS AND PHENOLS) SUMMARYCorvo Haosen Al-Han0% (1)
- CHEM05 LectureDocument62 pagesCHEM05 LecturegirlonfireNo ratings yet
- Chemistry RBA - Enthalpy of Combustion of AlcoholsDocument13 pagesChemistry RBA - Enthalpy of Combustion of AlcoholsSiddharth SinghNo ratings yet
- PG TRB Zoology Revision Test Unit I and XDocument12 pagesPG TRB Zoology Revision Test Unit I and XRoopa Roopavathy100% (2)
- ACJC Promo Section B, C - D QP (1.5hr) (2019 H2 Chem)Document16 pagesACJC Promo Section B, C - D QP (1.5hr) (2019 H2 Chem)Seon HoganNo ratings yet
- Evaluation of Vermifiltration of Cassava Effluent Using EarthwormDocument19 pagesEvaluation of Vermifiltration of Cassava Effluent Using EarthwormTania MarisolNo ratings yet
- Sintesis de CineolDocument4 pagesSintesis de CineolNatalia RuizNo ratings yet
- A Model Recycling Process For Low Density PolyethyleneDocument8 pagesA Model Recycling Process For Low Density Polyethylenekartik521No ratings yet
- Maintains Blood Pressure and Detoxifies the BodyDocument27 pagesMaintains Blood Pressure and Detoxifies the Bodyerinjoy77No ratings yet
- 2012 h2 Chemistry PDFDocument1,108 pages2012 h2 Chemistry PDFBony JacobNo ratings yet
- Midterm-Exam - ReviewerDocument8 pagesMidterm-Exam - ReviewerCastro, Lorraine Marre C.No ratings yet
- Enzymes in Pharmaceutical BiochemistryDocument17 pagesEnzymes in Pharmaceutical BiochemistryBin HipNo ratings yet
- Ari'sStudySchedule PDFDocument38 pagesAri'sStudySchedule PDFtony tranNo ratings yet
- Solvent Extraction Process To RecoverDocument12 pagesSolvent Extraction Process To RecoverJazmiin SoLiis HdzNo ratings yet
- Process Discription PDFDocument41 pagesProcess Discription PDFAshish TiwariNo ratings yet
- Biology The Unity and Diversity of Life 12Th Edition Starr Test Bank Full Chapter PDFDocument33 pagesBiology The Unity and Diversity of Life 12Th Edition Starr Test Bank Full Chapter PDFBeckySmithnxro100% (12)
- CH 4Document27 pagesCH 4Aubry DurangparangNo ratings yet
- The Problems Associated With Enzyme PurificationDocument23 pagesThe Problems Associated With Enzyme PurificationFiNo ratings yet
- Organic Chemistry Laboratory: Report 6: Reflux ReactionDocument7 pagesOrganic Chemistry Laboratory: Report 6: Reflux ReactionPhú NguyễnNo ratings yet
- Activity Worksheet 2 PDFDocument1 pageActivity Worksheet 2 PDFHps XgrmNo ratings yet
- 12 Biology ImpQ CH10 Microbes in Human WelfareDocument7 pages12 Biology ImpQ CH10 Microbes in Human WelfarekeerthyNo ratings yet