You might also like
- How To Determine Pipe-Size Chart 2-18-11Document3 pagesHow To Determine Pipe-Size Chart 2-18-11MrbudakbaekNo ratings yet
- PipeHanger DesignEngineering Catalog PDFDocument84 pagesPipeHanger DesignEngineering Catalog PDFRaheem_kaNo ratings yet
- Rail Transit Minimum Headway SimulationDocument11 pagesRail Transit Minimum Headway SimulationSidney RiveraNo ratings yet
- I Kemo CabinetDocument14 pagesI Kemo CabinetSidney RiveraNo ratings yet
- A Basic Design Guide for Clean Room ApplicationsDocument62 pagesA Basic Design Guide for Clean Room Applicationscaporegime01100% (2)
- Woodworker's Kit Contents and Assembly InstructionsDocument16 pagesWoodworker's Kit Contents and Assembly InstructionsSidney RiveraNo ratings yet
- CSX Industrial Sidetrack Manual 063003 PDFDocument57 pagesCSX Industrial Sidetrack Manual 063003 PDFSidney RiveraNo ratings yet
- JOVE Pipe Supports Catalog PDFDocument38 pagesJOVE Pipe Supports Catalog PDFSidney RiveraNo ratings yet
- Pressure Relief Valve Engineering HandbookDocument93 pagesPressure Relief Valve Engineering Handbookakrouti92% (12)
- Chapter - 6 - Railway Track DesignDocument48 pagesChapter - 6 - Railway Track Designzaher201275% (16)
- Men - Shirt - Measureguide Processo de Producao de Camisa Alfaiataria HomemDocument17 pagesMen - Shirt - Measureguide Processo de Producao de Camisa Alfaiataria Homemarouz_m2078No ratings yet
- 04 Industrial Track DesignDocument7 pages04 Industrial Track DesignSidney RiveraNo ratings yet
- Rotrex Technical Datasheet C30 RangeDocument7 pagesRotrex Technical Datasheet C30 RangeSidney RiveraNo ratings yet
- Food Grade Hydrogen Peroxide - The TruthDocument85 pagesFood Grade Hydrogen Peroxide - The TruthTUartist98% (52)
- Power Pulse Parts ListDocument2 pagesPower Pulse Parts ListSidney RiveraNo ratings yet
- 6351 3inch Magnet 400lbDocument1 page6351 3inch Magnet 400lbSidney RiveraNo ratings yet
- My Training ScheduleDocument7 pagesMy Training ScheduleSidney RiveraNo ratings yet
- Manual CivicDocument18 pagesManual CivicSidney RiveraNo ratings yet
- HL Coversion BookletDocument17 pagesHL Coversion BookletSidney RiveraNo ratings yet
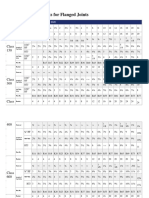
- Number & Size of Bolts For Flanged Joints: Class 150Document3 pagesNumber & Size of Bolts For Flanged Joints: Class 150Sidney RiveraNo ratings yet
- Metalwork Pipe Fitting Pipe BendingDocument64 pagesMetalwork Pipe Fitting Pipe BendingDAYAALAMFARAB1No ratings yet
- FORGED OUTLET FITTINGSDocument3 pagesFORGED OUTLET FITTINGSD_carolina50% (2)
- Air Valves ValmaticDocument28 pagesAir Valves Valmaticnimm1962100% (1)
- ALRO Structural ShapesDocument18 pagesALRO Structural ShapesFWICIPNo ratings yet
- AloycoDocument32 pagesAloycoSidney RiveraNo ratings yet
- Bolt ChartDocument1 pageBolt ChartNaveen TripuraneniNo ratings yet
- ASTM Flange DimensionsDocument2 pagesASTM Flange DimensionsjacquesmayolNo ratings yet
- Flowserve Series 59Document4 pagesFlowserve Series 59Sidney RiveraNo ratings yet
- Tri-Clamp ConnectionsDocument29 pagesTri-Clamp ConnectionsSidney Rivera100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Onan Service Manual MDJA MDJB MDJC MDJE MDJF Marine Diesel Genset Engines 974-0750Document92 pagesOnan Service Manual MDJA MDJB MDJC MDJE MDJF Marine Diesel Genset Engines 974-0750GreenMountainGenerators80% (10)
- ISO 9001:2015 Explained, Fourth Edition GuideDocument3 pagesISO 9001:2015 Explained, Fourth Edition GuideiresendizNo ratings yet
- Neuropsychological Deficits in Disordered Screen Use Behaviours - A Systematic Review and Meta-AnalysisDocument32 pagesNeuropsychological Deficits in Disordered Screen Use Behaviours - A Systematic Review and Meta-AnalysisBang Pedro HattrickmerchNo ratings yet
- IDocument2 pagesIsometoiajeNo ratings yet
- Instrumentation Positioner PresentationDocument43 pagesInstrumentation Positioner PresentationSangram Patnaik100% (1)
- Audit Acq Pay Cycle & InventoryDocument39 pagesAudit Acq Pay Cycle & InventoryVianney Claire RabeNo ratings yet
- Portfolio Artifact Entry Form - Ostp Standard 3Document1 pagePortfolio Artifact Entry Form - Ostp Standard 3api-253007574No ratings yet
- Obstetrical Hemorrhage: Reynold John D. ValenciaDocument82 pagesObstetrical Hemorrhage: Reynold John D. ValenciaReynold John ValenciaNo ratings yet
- Artist Biography: Igor Stravinsky Was One of Music's Truly Epochal Innovators No Other Composer of TheDocument2 pagesArtist Biography: Igor Stravinsky Was One of Music's Truly Epochal Innovators No Other Composer of TheUy YuiNo ratings yet
- AATCC 100-2004 Assesment of Antibacterial Dinishes On Textile MaterialsDocument3 pagesAATCC 100-2004 Assesment of Antibacterial Dinishes On Textile MaterialsAdrian CNo ratings yet
- UNIT FOUR: Fundamentals of Marketing Mix: - Learning ObjectivesDocument49 pagesUNIT FOUR: Fundamentals of Marketing Mix: - Learning ObjectivesShaji ViswambharanNo ratings yet
- Rtsa 2012Document7 pagesRtsa 2012Justin RobinsonNo ratings yet
- HCW22 PDFDocument4 pagesHCW22 PDFJerryPNo ratings yet
- Tension field beams: Aircraft wing spar analysisDocument19 pagesTension field beams: Aircraft wing spar analysisPrajeesh RajNo ratings yet
- FSRH Ukmec Summary September 2019Document11 pagesFSRH Ukmec Summary September 2019Kiran JayaprakashNo ratings yet
- NewspaperDocument11 pagesNewspaperКристина ОрёлNo ratings yet
- Ensayo Bim - Jaime Alejandro Martinez Uribe PDFDocument3 pagesEnsayo Bim - Jaime Alejandro Martinez Uribe PDFAlejandro MartinezNo ratings yet
- Polyol polyether+NCO Isupur PDFDocument27 pagesPolyol polyether+NCO Isupur PDFswapon kumar shillNo ratings yet
- 8.1 Interaction Diagrams: Interaction Diagrams Are Used To Model The Dynamic Aspects of A Software SystemDocument13 pages8.1 Interaction Diagrams: Interaction Diagrams Are Used To Model The Dynamic Aspects of A Software SystemSatish JadhaoNo ratings yet
- Riddles For KidsDocument15 pagesRiddles For KidsAmin Reza100% (8)
- John Hay People's Alternative Coalition Vs Lim - 119775 - October 24, 2003 - JDocument12 pagesJohn Hay People's Alternative Coalition Vs Lim - 119775 - October 24, 2003 - JFrances Ann TevesNo ratings yet
- SQL Guide AdvancedDocument26 pagesSQL Guide AdvancedRustik2020No ratings yet
- Disaster Management Plan 2018Document255 pagesDisaster Management Plan 2018sifoisbspNo ratings yet
- Gas Dehydration (ENGINEERING DESIGN GUIDELINE)Document23 pagesGas Dehydration (ENGINEERING DESIGN GUIDELINE)Tu Dang TrongNo ratings yet
- #3011 Luindor PDFDocument38 pages#3011 Luindor PDFcdouglasmartins100% (1)
- DC Motor Dynamics Data Acquisition, Parameters Estimation and Implementation of Cascade ControlDocument5 pagesDC Motor Dynamics Data Acquisition, Parameters Estimation and Implementation of Cascade ControlAlisson Magalhães Silva MagalhãesNo ratings yet
- Web Api PDFDocument164 pagesWeb Api PDFnazishNo ratings yet
- AgentScope: A Flexible Yet Robust Multi-Agent PlatformDocument24 pagesAgentScope: A Flexible Yet Robust Multi-Agent PlatformRijalNo ratings yet
- DLP in Health 4Document15 pagesDLP in Health 4Nina Claire Bustamante100% (1)
- Surgery Lecture - 01 Asepsis, Antisepsis & OperationDocument60 pagesSurgery Lecture - 01 Asepsis, Antisepsis & OperationChris QueiklinNo ratings yet