You might also like
- Hydraulic Rock Drill Spec SheetDocument2 pagesHydraulic Rock Drill Spec SheetHerd Iman100% (2)
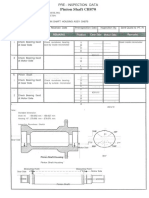
- Pinion shaft pre-inspection dataDocument1 pagePinion shaft pre-inspection dataHerd ImanNo ratings yet
- Future Trends To Pursuit Welding Competence: P. Kah, J. MartikainenDocument8 pagesFuture Trends To Pursuit Welding Competence: P. Kah, J. MartikainenHerd ImanNo ratings yet
- Awst 11 35Document7 pagesAwst 11 35Herd ImanNo ratings yet
- Chain HoistDocument1 pageChain HoistHerd ImanNo ratings yet
- Awst 11 04Document8 pagesAwst 11 04Herd ImanNo ratings yet
- Awst 11 07Document8 pagesAwst 11 07Herd ImanNo ratings yet
- Awst 11 31Document4 pagesAwst 11 31Herd ImanNo ratings yet
- Software Gives Welders Tools to Achieve Quality and ProductivityDocument4 pagesSoftware Gives Welders Tools to Achieve Quality and ProductivityHerd ImanNo ratings yet
- Awst 11 115Document5 pagesAwst 11 115Herd ImanNo ratings yet
- VERTEX 5T Hoist For Converter #3 RelineDocument1 pageVERTEX 5T Hoist For Converter #3 RelineHerd ImanNo ratings yet
- VERTEX 5T Overhead Crane For Product BagDocument1 pageVERTEX 5T Overhead Crane For Product BagHerd ImanNo ratings yet
- Awst 11 94Document5 pagesAwst 11 94Herd ImanNo ratings yet
- Awst 11 112Document9 pagesAwst 11 112Herd ImanNo ratings yet
- Improvement of Cold Crack Resistance by Controlling The Weld Metal MicrostructureDocument6 pagesImprovement of Cold Crack Resistance by Controlling The Weld Metal MicrostructureHerd ImanNo ratings yet
- New Microsoft Word DocumentDocument2 pagesNew Microsoft Word DocumentHerd ImanNo ratings yet
- PT-MT Kurs NotuDocument300 pagesPT-MT Kurs NotuBahadir TekinNo ratings yet
- Welder Job Application CV SummaryDocument1 pageWelder Job Application CV SummaryHerd ImanNo ratings yet
- Visa Application Form 2012Document2 pagesVisa Application Form 2012Honey OliverosNo ratings yet
- Ultra Sonic Examination Report PT - Imemba ContractorDocument1 pageUltra Sonic Examination Report PT - Imemba ContractorHerd ImanNo ratings yet
- PT BackupDocument7 pagesPT BackupHerd ImanNo ratings yet
- Repotr VickDocument1 pageRepotr VickHerd ImanNo ratings yet
- 1044 Plant Inspection Career Poster April 2014Document1 page1044 Plant Inspection Career Poster April 2014Herd ImanNo ratings yet
- What Every Engineer Should Know About Welding ProceduresDocument13 pagesWhat Every Engineer Should Know About Welding Proceduresarash59_4uNo ratings yet
- (Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Document1 page(Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Ante LukavacNo ratings yet
- Contoh Resume TerbaikDocument3 pagesContoh Resume Terbaikimelya83% (18)
- Twin Heat Module InstructionsDocument1 pageTwin Heat Module InstructionsHerd ImanNo ratings yet
- Loi Arcmart UkraineDocument4 pagesLoi Arcmart UkraineHerd ImanNo ratings yet
- (Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Document1 page(Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Ante LukavacNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Synchronous Belt-Double-Sided Synchronous BeltDocument7 pagesSynchronous Belt-Double-Sided Synchronous BeltvietkhamNo ratings yet
- English Manual PDFDocument16 pagesEnglish Manual PDFARISNo ratings yet
- International Standards Followed For SKM ProductsDocument6 pagesInternational Standards Followed For SKM ProductsAymen AyedNo ratings yet
- Manual Iom Bombas Franklin 150 Ssi Impulsion PDFDocument24 pagesManual Iom Bombas Franklin 150 Ssi Impulsion PDFAndres CortesNo ratings yet
- Pen Rchive Oulouse Rchive Uverte : O A T A O OataoDocument9 pagesPen Rchive Oulouse Rchive Uverte : O A T A O OataoabNo ratings yet
- Count Description TP 200-250/4 A-F-B-BAQE: Company Name: Created By: Phone: DateDocument7 pagesCount Description TP 200-250/4 A-F-B-BAQE: Company Name: Created By: Phone: DateMohamed ArafatNo ratings yet
- ACI 3521r - 89 Recommendations For Design of Slab-Column Connections in RCCDocument26 pagesACI 3521r - 89 Recommendations For Design of Slab-Column Connections in RCCVaibhav SengarNo ratings yet
- Maquina Principal 710 Despiece PDFDocument156 pagesMaquina Principal 710 Despiece PDFAlejandro Rivera Villa100% (2)
- 1st ICE Part B Paper I - 2june2010Document4 pages1st ICE Part B Paper I - 2june2010ImanAisyMuqrizNo ratings yet
- Stack DesignDocument8 pagesStack DesignHoney Nhassie Marie GonzagaNo ratings yet
- Structural Design of Tunnel Lining: Presented By: Mahesh Raj Bhatt M.E. in Structural Engineering Kathmandu UniversityDocument42 pagesStructural Design of Tunnel Lining: Presented By: Mahesh Raj Bhatt M.E. in Structural Engineering Kathmandu UniversityyadavniranjanNo ratings yet
- CHM 410 Mathematical Modeling CorrelationsDocument3 pagesCHM 410 Mathematical Modeling CorrelationsApril TanjayNo ratings yet
- Problem Set Lateral Earth Pressure Horizontal BackfillDocument4 pagesProblem Set Lateral Earth Pressure Horizontal BackfillMr. Mark B.No ratings yet
- Chapter 1Document44 pagesChapter 1Bry RamosNo ratings yet
- COMPACT RIG HK80CK SOLUTIONDocument2 pagesCOMPACT RIG HK80CK SOLUTIONuri0% (1)
- Service Manual: EvolutionDocument364 pagesService Manual: EvolutionBaciu NicolaeNo ratings yet
- Ersatzteilliste: Hydraulikhammer EHB 06Document28 pagesErsatzteilliste: Hydraulikhammer EHB 06OrhanNo ratings yet
- Fundamentals of Structural Analysis-1Document109 pagesFundamentals of Structural Analysis-1Abdurrahman Lawal100% (3)
- CarburetorDocument13 pagesCarburetoratulsemilo100% (5)
- A) Derive Euler - Lagrange Equation For Finding The Equations of Motion For A (10 Marks)Document2 pagesA) Derive Euler - Lagrange Equation For Finding The Equations of Motion For A (10 Marks)Sahil RanaNo ratings yet
- Statically Indeterminate Structural Analysis ProblemsDocument46 pagesStatically Indeterminate Structural Analysis ProblemsSyarif MuhammadNo ratings yet
- September Alloys: FerrousDocument12 pagesSeptember Alloys: FerroussunsirNo ratings yet
- Control of Closed-Loop Differential Drive Mobile Robot Using Forward and Reverse KinematicsDocument4 pagesControl of Closed-Loop Differential Drive Mobile Robot Using Forward and Reverse KinematicsElias GarcíaNo ratings yet
- Physics 20 Circular Motion, Work and Energy Topic BDocument4 pagesPhysics 20 Circular Motion, Work and Energy Topic BYay SandovalNo ratings yet
- Modelos Maquina Sicor ItalianaDocument104 pagesModelos Maquina Sicor ItalianaAscensores MbsasNo ratings yet
- Mechanics of Deformable Bodies: Mapúa Institute of TechnologyDocument16 pagesMechanics of Deformable Bodies: Mapúa Institute of TechnologyAhsan AliNo ratings yet
- Troubleshooting by Failure Code (Display of Code), Part 1Document7 pagesTroubleshooting by Failure Code (Display of Code), Part 1Henry Salas100% (1)
- Mirilla Vaposcope Sightglasses DBL 818475 01 VK14-VK16 enDocument2 pagesMirilla Vaposcope Sightglasses DBL 818475 01 VK14-VK16 enAlberto Jara N.No ratings yet
- UniFlair air cooled room cooling EERDocument2 pagesUniFlair air cooled room cooling EERKeo SokhimNo ratings yet
- Seamless Pipes: ASTM A 106/A106M ANSI/ASME B36.10M Astm A 53/A 53 MDocument1 pageSeamless Pipes: ASTM A 106/A106M ANSI/ASME B36.10M Astm A 53/A 53 MVic BayotNo ratings yet