You might also like
- Pulleys - Sole Plates - Standard Sole Plate DataDocument3 pagesPulleys - Sole Plates - Standard Sole Plate DataWaris La Joi Wakatobi0% (1)
- Bs 4466 Shapes of Steel RebarDocument11 pagesBs 4466 Shapes of Steel RebarKennedy MburuNo ratings yet
- I S C e R C S: ACI 364.2T-08Document4 pagesI S C e R C S: ACI 364.2T-08jasminetsoNo ratings yet
- Corporate Circular: Bridge Technical Direction Btd2013/01Document2 pagesCorporate Circular: Bridge Technical Direction Btd2013/01scribdarell100% (1)
- AD302 Tightening of Ordinary BoltsDocument2 pagesAD302 Tightening of Ordinary Boltsikirby77No ratings yet
- Prestress Concrete DPDocument20 pagesPrestress Concrete DPdanielNo ratings yet
- 4.2bearing Type ConnectionsDocument6 pages4.2bearing Type ConnectionsMani KumarNo ratings yet
- Best Practice Guidlines - A4 - Pollution Control DamsDocument34 pagesBest Practice Guidlines - A4 - Pollution Control DamsnathychidazNo ratings yet
- SECTION 03490 Glass Fiber Reinforced Concrete (GFRC)Document17 pagesSECTION 03490 Glass Fiber Reinforced Concrete (GFRC)SunilNo ratings yet
- Economics of Structural Steel Work WeldingDocument9 pagesEconomics of Structural Steel Work Weldingthomas kilianNo ratings yet
- BS5400 Part 4 Training Course - TE EpsomDocument19 pagesBS5400 Part 4 Training Course - TE EpsomjologscresenciaNo ratings yet
- BDES For Advance SectionsDocument2 pagesBDES For Advance SectionsLee CwNo ratings yet
- Software Verification: AISC-360-10 Example 001Document9 pagesSoftware Verification: AISC-360-10 Example 001Davico HernandezNo ratings yet
- MRM Product Guide 2019Document104 pagesMRM Product Guide 2019Eng Kyalo NzukiNo ratings yet
- Mastertop 290: Iron Aggregate Hardener For Concrete FloorsDocument3 pagesMastertop 290: Iron Aggregate Hardener For Concrete FloorsFrancois-No ratings yet
- 20 Steel Bridge ConstructionDocument62 pages20 Steel Bridge Constructionqu1627No ratings yet
- Working Stress Design Method and Its Assumptions With LimitationsDocument3 pagesWorking Stress Design Method and Its Assumptions With LimitationsSmart KhanNo ratings yet
- Purlins Technical PDFDocument8 pagesPurlins Technical PDFРостислав ВасилевNo ratings yet
- Contoh BetonDocument29 pagesContoh Betonnaffian2No ratings yet
- Pressure Limitations and Safety FactorsDocument6 pagesPressure Limitations and Safety Factorskuna098No ratings yet
- The Development of A New Design Procedure For Conventional Single-Plate Shear ConnectionsDocument12 pagesThe Development of A New Design Procedure For Conventional Single-Plate Shear ConnectionsMiguelNo ratings yet
- Design of Tee BeamDocument17 pagesDesign of Tee BeamhasanainNo ratings yet
- Constructions: Load Bearing Constructions Using Wood-Concrete-Composite Technique With Glued-In - Shear ConnectorsDocument35 pagesConstructions: Load Bearing Constructions Using Wood-Concrete-Composite Technique With Glued-In - Shear ConnectorsPATRICIO SARAVIANo ratings yet
- Characteristic Strength (FCK)Document3 pagesCharacteristic Strength (FCK)swaroop87No ratings yet
- Hanger & Support - SpecificationDocument6 pagesHanger & Support - SpecificationParwez KhanNo ratings yet
- HSFG Bolt PDFDocument6 pagesHSFG Bolt PDFSatish PawarNo ratings yet
- ACI 318-14: Reorganized For Design: Ch. 23 Strut-and-Tie ModelsDocument11 pagesACI 318-14: Reorganized For Design: Ch. 23 Strut-and-Tie ModelsUALU333No ratings yet
- Bre Sd12005 Scan Copypdf 3 PDF FreeDocument68 pagesBre Sd12005 Scan Copypdf 3 PDF FreeAhmed HeibaNo ratings yet
- AD 334 - Tension Capacity of Bolts in Tapped Holes or When Nuts Are Not Fully EngagedDocument2 pagesAD 334 - Tension Capacity of Bolts in Tapped Holes or When Nuts Are Not Fully Engagedsymon ellimacNo ratings yet
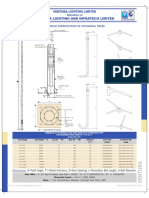
- Octagonal PoleDocument2 pagesOctagonal PoleARUN RAWATNo ratings yet
- KDS 41 17 00 건축물 내진설계기준Document131 pagesKDS 41 17 00 건축물 내진설계기준colt0No ratings yet
- Lionweld Kennedy GratingDocument40 pagesLionweld Kennedy Gratingscribd-123No ratings yet
- Weld SymbolDocument5 pagesWeld Symbolkayakeras3335No ratings yet
- 07 QUTStudentConnectionDocument26 pages07 QUTStudentConnectionThaiNguyenNo ratings yet
- v2 TD S P 1002 1 F Shape Parapet 1 22m High Type A B General Layout and SectionsDocument1 pagev2 TD S P 1002 1 F Shape Parapet 1 22m High Type A B General Layout and SectionsSudathipTangwongchaiNo ratings yet
- Constn Price List January 2011 FinalDocument40 pagesConstn Price List January 2011 FinalBurak BaşNo ratings yet
- SDI - COSP2014 - Code of Standard PracticeDocument18 pagesSDI - COSP2014 - Code of Standard PracticeAlonso Aguilar SalasNo ratings yet
- 016-08 - (GA) 002 - 1220mm Wide X 1165mm Coping StoneDocument1 page016-08 - (GA) 002 - 1220mm Wide X 1165mm Coping StoneKelvin bongNo ratings yet
- Harmer Drainage Price ListDocument144 pagesHarmer Drainage Price ListZuberYousufNo ratings yet
- Design QcsDocument10 pagesDesign QcsRay AgaciaNo ratings yet
- Design Concepts For AnchorageDocument6 pagesDesign Concepts For AnchorageChristopher Aaron SiregarNo ratings yet
- The Network ArchDocument136 pagesThe Network ArchNG ManMolNo ratings yet
- Fillet Welding On Gussets and LugsDocument1 pageFillet Welding On Gussets and LugsSeungmin PaekNo ratings yet
- Introduction To The Economics of Structural SteelworkDocument156 pagesIntroduction To The Economics of Structural SteelworkCharles AjayiNo ratings yet
- Discussion - Yield Line Analysis of Bolted Hanging ConnectionsDocument1 pageDiscussion - Yield Line Analysis of Bolted Hanging ConnectionsRob TamaccioNo ratings yet
- Welding Guide BrochureDocument4 pagesWelding Guide BrochureAnonymous 6aGAvbNNo ratings yet
- Moving On From SABS1200Document6 pagesMoving On From SABS1200mgonelli14100% (1)
- Steel Section PropertiesDocument2 pagesSteel Section Propertiesman.drakeNo ratings yet
- SANS 3001-AG10 2012 Part AG10 ACV (Aggregate Crushing Value) and 10 % FACT (Fines Aggregate CrushingDocument19 pagesSANS 3001-AG10 2012 Part AG10 ACV (Aggregate Crushing Value) and 10 % FACT (Fines Aggregate Crushingqinmingchang19841020No ratings yet
- Limit state deflection and cracking in reinforced concrete structuresDocument17 pagesLimit state deflection and cracking in reinforced concrete structuresRadhikaNo ratings yet
- BS 5950 Part 3.1Document36 pagesBS 5950 Part 3.1Irete FemiNo ratings yet
- SSB03 ActionsDocument64 pagesSSB03 Actionsanil97232No ratings yet
- Con3001 PDFDocument3 pagesCon3001 PDFManimaran JayarajNo ratings yet
- BOlts ListDocument3 pagesBOlts ListBikki Cyama100% (2)
- HSFG bolt design capacitiesDocument5 pagesHSFG bolt design capacitiesSanthi KrishnaNo ratings yet
- HD Bolts BS - 7419Document5 pagesHD Bolts BS - 7419Deana White100% (1)
- Standard Chain Link Fence Design DetailsDocument3 pagesStandard Chain Link Fence Design DetailsPaolo AfidchaoNo ratings yet
- Publication Hilti RebarDocument234 pagesPublication Hilti RebarRedwan HendiNo ratings yet
- Japanese Architectural Standard Specification Jass 6 CompressDocument19 pagesJapanese Architectural Standard Specification Jass 6 CompressMiroslav ThôngNo ratings yet
- Final SOP NH KM Stone New NH 16.08.2019Document57 pagesFinal SOP NH KM Stone New NH 16.08.2019PIU DHAMTARINo ratings yet
- Toll-2019.03.07-Guidelines, SOP For Toll Notifications and Mandatory ETC Infrastructure in All Toll Lanes - MoRTH Guidelines - 07.03.2019Document6 pagesToll-2019.03.07-Guidelines, SOP For Toll Notifications and Mandatory ETC Infrastructure in All Toll Lanes - MoRTH Guidelines - 07.03.2019Dipak PatelNo ratings yet
- Toll-2019.03.07-Guidelines, SOP For Toll Notifications and Mandatory ETC Infrastructure in All Toll Lanes - MoRTH Guidelines - 07.03.2019Document6 pagesToll-2019.03.07-Guidelines, SOP For Toll Notifications and Mandatory ETC Infrastructure in All Toll Lanes - MoRTH Guidelines - 07.03.2019Dipak PatelNo ratings yet
- Highway Materials PDFDocument28 pagesHighway Materials PDFswarlu67% (3)
- Basic Rates PDFDocument11 pagesBasic Rates PDFswarluNo ratings yet
- Sheduled of Rates, PWD - MizoramDocument2 pagesSheduled of Rates, PWD - Mizoramswarlu71% (7)
- AutoCAD Civil3D 2012 Storm Sanitary Analysis TechnicalCapabilitiesDocument18 pagesAutoCAD Civil3D 2012 Storm Sanitary Analysis TechnicalCapabilitiesswarluNo ratings yet
- EstimationDocument33 pagesEstimationRahul WadhwaNo ratings yet
- Andhra Pradesh Public Service Commission Group 1 Services NotificationsDocument25 pagesAndhra Pradesh Public Service Commission Group 1 Services NotificationsFreshers Plane IndiaNo ratings yet
- Important Clause Part 2Document4 pagesImportant Clause Part 2swarluNo ratings yet
- 200 Questions and Answers On Practical Civil Engineering Works 2008Document84 pages200 Questions and Answers On Practical Civil Engineering Works 2008ramdj100% (4)
- RE WALL QtyDocument9 pagesRE WALL QtyswarluNo ratings yet
- LBO IndtabDocument32 pagesLBO IndtabAbhijeet SinghNo ratings yet
- Engiineers Cadd Centre (P) LTD: Primavera WorkbookDocument4 pagesEngiineers Cadd Centre (P) LTD: Primavera WorkbookswarluNo ratings yet
- Shear Strength of SoilDocument7 pagesShear Strength of SoilRenz PagcaliwaganNo ratings yet
- Automated Guided Vehicle Systems: Style and FunctionDocument16 pagesAutomated Guided Vehicle Systems: Style and FunctionJayant DeshmukhNo ratings yet
- Consolidated - Parts COMPLETE SRV Parts Book PDFDocument259 pagesConsolidated - Parts COMPLETE SRV Parts Book PDFJeffry Karundeng100% (1)
- Nanoscale Silk PaperDocument9 pagesNanoscale Silk PaperphyskrNo ratings yet
- Teldor FiberOptic Cables GuideDocument36 pagesTeldor FiberOptic Cables GuidejoaquicNo ratings yet
- LHF 400 LHFDocument14 pagesLHF 400 LHFValiBardaNo ratings yet
- Super 1900-3Document21 pagesSuper 1900-3Edgar Huaraya Condori100% (1)
- Paper On Plastic To RoadDocument6 pagesPaper On Plastic To RoadSumskrutha Kosgi ShroffNo ratings yet
- Test FireDocument11 pagesTest FireMario UyNo ratings yet
- Jurnal Reaktor Metatesis Propilen PDFDocument8 pagesJurnal Reaktor Metatesis Propilen PDFAnonymous 8UdbKWu2No ratings yet
- PAES 317-Metal Sheets - PlatesDocument12 pagesPAES 317-Metal Sheets - Platesandrew cabilesNo ratings yet
- Diagnostic Test in Science 7Document3 pagesDiagnostic Test in Science 7ma. melanie s. capawing75% (8)
- Braden Bga06 Manual de PartesDocument24 pagesBraden Bga06 Manual de PartesMauricio Ariel H. OrellanaNo ratings yet
- Survey of Naval Surface Ship Propulsion and Auxiliary System DevelopmentsDocument90 pagesSurvey of Naval Surface Ship Propulsion and Auxiliary System DevelopmentsAn NgocSonNo ratings yet
- Handling Compressed Gas CylindersDocument103 pagesHandling Compressed Gas CylinderstorolsoNo ratings yet
- ST Zetagum Minerale PL 11-17Document2 pagesST Zetagum Minerale PL 11-17Maria Chinchilla VásquezNo ratings yet
- 2019-Use of A Switchable-Hydrophilicity SolventDocument5 pages2019-Use of A Switchable-Hydrophilicity SolventManpreet SinghNo ratings yet
- PMS Sheet GRE PipeDocument3 pagesPMS Sheet GRE PipeSOPANNo ratings yet
- CMPM Project PDFDocument18 pagesCMPM Project PDFRosemay AquinoNo ratings yet
- Alkasite Restorative Material: Exural and Compressive Strength EvaluationDocument5 pagesAlkasite Restorative Material: Exural and Compressive Strength EvaluationMiguel Sánchez Marco AntonioNo ratings yet
- Q Max Cumene ProductionDocument4 pagesQ Max Cumene ProductionTey Kaijing100% (1)
- BTS Ac SystemDocument40 pagesBTS Ac Systemmohsinaliqureshi02No ratings yet
- Keedex 2010 PDFDocument48 pagesKeedex 2010 PDFTyra Smith100% (1)
- W211 APS50 Retrofit Wiring HarnessDocument5 pagesW211 APS50 Retrofit Wiring HarnessMusaHamzic50% (2)
- Aegi ClampsDocument12 pagesAegi ClampssssydorenkoNo ratings yet
- Structural Steel Design by Jay Ryan SantosDocument19 pagesStructural Steel Design by Jay Ryan SantosjayryansantosNo ratings yet
- Automotive Fuels and Engines Chemical PerspectiveDocument13 pagesAutomotive Fuels and Engines Chemical PerspectiveTeshome DengisoNo ratings yet
- Souvinir AIMTDR PDFDocument351 pagesSouvinir AIMTDR PDFKushal Singh100% (3)
- Make Homemade Ice Cream Without MachineDocument12 pagesMake Homemade Ice Cream Without MachineindramuniNo ratings yet
- Separate Oil from Condensate with FOD Oil-Water SeparatorDocument4 pagesSeparate Oil from Condensate with FOD Oil-Water Separatormogwai71No ratings yet