You might also like
- SAIC-W-2006 Rev 0Document4 pagesSAIC-W-2006 Rev 0philipyap100% (2)
- Saudi Aramco Inspection Checklist: Inprocess Welding Inspection - Offshore Structures SAIC-W-1313 WeldDocument1 pageSaudi Aramco Inspection Checklist: Inprocess Welding Inspection - Offshore Structures SAIC-W-1313 Weldkartik_harwani4387No ratings yet
- SAIC-W-OFFSHORE STRUCTURAL 2 In-Process Weld InspectionDocument5 pagesSAIC-W-OFFSHORE STRUCTURAL 2 In-Process Weld Inspectionاحمد حسنNo ratings yet
- Saudi Aramco Test Report: 25-May-05 Weld-Weekly Weld Status Report SATR-W-2019Document2 pagesSaudi Aramco Test Report: 25-May-05 Weld-Weekly Weld Status Report SATR-W-2019David RodriguesNo ratings yet
- Saudi Aramco Inspection Checklist: Inspection of Structural Alignment During Erection SAIC-M-2007 30-Apr-13 MechDocument15 pagesSaudi Aramco Inspection Checklist: Inspection of Structural Alignment During Erection SAIC-M-2007 30-Apr-13 Mechpookkoya thangalNo ratings yet
- QIR 121 Bolts Torque ReportDocument1 pageQIR 121 Bolts Torque ReportSamer BayatiNo ratings yet
- SAIC W 2069 in Process Welding InspectionDocument8 pagesSAIC W 2069 in Process Welding InspectionAbdul Gafoor ShaikhNo ratings yet
- Saic L 2008 PDFDocument4 pagesSaic L 2008 PDFHesham HelalNo ratings yet
- PIPELINE WELD NUMBERING SYSTEMDocument9 pagesPIPELINE WELD NUMBERING SYSTEMgst ajah100% (2)
- Weld Summary: SATIP-W-011-01 SATR-W-2008 30/apr/13 19/04/2020Document3 pagesWeld Summary: SATIP-W-011-01 SATR-W-2008 30/apr/13 19/04/2020bishalNo ratings yet
- Saudi Aramco Welding Consumables ChecklistDocument5 pagesSaudi Aramco Welding Consumables ChecklistAnsuman KalidasNo ratings yet
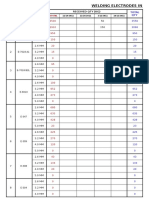
- Received Qty (KG) : SL# Electrode SizeDocument34 pagesReceived Qty (KG) : SL# Electrode Sizepadinharethil50% (2)
- SAIC-L-2035 Rev 6Document2 pagesSAIC-L-2035 Rev 6biplabpal2009No ratings yet
- Saudi Aramco Inspection ChecklistDocument5 pagesSaudi Aramco Inspection ChecklistManoj Kumar100% (1)
- QP-SPC-R-010-1 - 1 - Welding Procedures PDFDocument40 pagesQP-SPC-R-010-1 - 1 - Welding Procedures PDFMohamed100% (1)
- Saudi Aramco PMI checklist ensures alloy purityDocument5 pagesSaudi Aramco PMI checklist ensures alloy puritykarioke mohaNo ratings yet
- Dimensional Control ProcedureDocument12 pagesDimensional Control ProcedureBethel NdifonNo ratings yet
- Saudi Aramco Typical Inspection PlanDocument11 pagesSaudi Aramco Typical Inspection PlanAhdal NoushadNo ratings yet
- SAUDICHECK - WELD TRACKING DATABASEDocument5 pagesSAUDICHECK - WELD TRACKING DATABASEManoj KumarNo ratings yet
- SAES-W-012 - Google Search3Document1 pageSAES-W-012 - Google Search3fayceal0% (1)
- Fabrication of ManifoldDocument2 pagesFabrication of Manifoldsarangpune100% (1)
- Saudi Aramco Inspection Checklist: Post Weld Heat Treatment (PWHT) For On-Plot Piping SAIC-W-2004 15-Dec-09 WeldDocument19 pagesSaudi Aramco Inspection Checklist: Post Weld Heat Treatment (PWHT) For On-Plot Piping SAIC-W-2004 15-Dec-09 WeldIrshad IqbalNo ratings yet
- Satr-W-2010Document1 pageSatr-W-2010Joni Carino SuniNo ratings yet
- Attachment 22 - (SECL-PIP026) Welding Consumable Issue SlipDocument5 pagesAttachment 22 - (SECL-PIP026) Welding Consumable Issue SlipRjeb mohamedNo ratings yet
- Daily Weld Fit-Up and Production Report (Field Weld) - Pipeline-Satr-W-2007Document5 pagesDaily Weld Fit-Up and Production Report (Field Weld) - Pipeline-Satr-W-2007smdriyazbasha100% (2)
- Satr-W-2008 Atyb TRDocument6 pagesSatr-W-2008 Atyb TRDeo MNo ratings yet
- Saic L 2007 PDFDocument7 pagesSaic L 2007 PDFHesham HelalNo ratings yet
- Weekly Welder ReportDocument2 pagesWeekly Welder Reportkarthi51289No ratings yet
- Saep 324 PDFDocument13 pagesSaep 324 PDFArvind ShakyaNo ratings yet
- SAIC-LT-2007 LeaK Testing-Vacuum BoxDocument3 pagesSAIC-LT-2007 LeaK Testing-Vacuum BoxKirubhakarPooranamNo ratings yet
- Juba Export Refinery Piping Quality ProcedureDocument15 pagesJuba Export Refinery Piping Quality ProcedureMd ShariqueNo ratings yet
- Weld Repair Procedure SummaryDocument10 pagesWeld Repair Procedure SummaryRAMAKRISHNANo ratings yet
- Welding Consumable Control ProcedureDocument15 pagesWelding Consumable Control ProcedureJoni Carino Suni89% (9)
- Saep 321Document25 pagesSaep 321AbdullahNo ratings yet
- Line History SheetDocument46 pagesLine History SheetBhanu Pratap Choudhury33% (3)
- Duties of Tank InspectorDocument1 pageDuties of Tank InspectorJawed AlamNo ratings yet
- Welding Procedure Specification and Procedure Qualification RecordDocument2 pagesWelding Procedure Specification and Procedure Qualification RecordNatdanai NorawanNo ratings yet
- Saep 324Document13 pagesSaep 324Hansel Francis100% (4)
- SAIC-W-2006 Rev 0 PDFDocument4 pagesSAIC-W-2006 Rev 0 PDFMidhun K ChandraboseNo ratings yet
- GRE/GRP Piping QA/QC InspectorDocument1 pageGRE/GRP Piping QA/QC Inspectoransar100% (1)
- Welder Certification ProcedureDocument28 pagesWelder Certification ProcedureAnant Rubade100% (1)
- Saudi Aramco Inspection Checklist: Selection of Welds For NDE (On-Plot Piping & Structures) SAIC-W-2015 WeldDocument23 pagesSaudi Aramco Inspection Checklist: Selection of Welds For NDE (On-Plot Piping & Structures) SAIC-W-2015 WeldIrshad IqbalNo ratings yet
- Saudi Aramco welding inspection checklistDocument3 pagesSaudi Aramco welding inspection checklistManoj KumarNo ratings yet
- Saudi Aramco Typical Inspection Plan: Cross Country Buried Pipeline (Mainline) SATIP-L-450-04 3-Jul-18 MechanicalDocument12 pagesSaudi Aramco Typical Inspection Plan: Cross Country Buried Pipeline (Mainline) SATIP-L-450-04 3-Jul-18 Mechanicalkarthi51289No ratings yet
- Saep 122Document18 pagesSaep 122Handa Bin AdiNo ratings yet
- Saep 324Document8 pagesSaep 324brecht1980100% (3)
- WI Dimensional Control Sign1Document6 pagesWI Dimensional Control Sign1gusyahri001No ratings yet
- Saudi Aramco Typical Inspection PlanDocument10 pagesSaudi Aramco Typical Inspection Plankarthi51289No ratings yet
- Saudi Aramco Inspection ChecklistDocument23 pagesSaudi Aramco Inspection ChecklistjahaanNo ratings yet
- Welding Consumables Control RegisterDocument5 pagesWelding Consumables Control RegisterAli Mhaskar100% (2)
- SATR-W-2006 Rev 6Document1 pageSATR-W-2006 Rev 6Manoj KumarNo ratings yet
- SAIC-A-2009 Rev 2Document5 pagesSAIC-A-2009 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- 1 SATIP-W-017-01 Welding of API Tanks-Rev 1Document4 pages1 SATIP-W-017-01 Welding of API Tanks-Rev 1khalid764No ratings yet
- B2020-TDC-VF-009 Vessel Fabrication R0Document5 pagesB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranNo ratings yet
- M 111 Tank Weld Repair ProcedureDocument8 pagesM 111 Tank Weld Repair ProcedureAAISATNo ratings yet
- Carbon Steel: Wps No. Rev. P.No Material PQR Thickness Process PWHT Preheat SR # Filler MaterialDocument6 pagesCarbon Steel: Wps No. Rev. P.No Material PQR Thickness Process PWHT Preheat SR # Filler Materialvipin100% (1)
- Saep 1160Document12 pagesSaep 1160Santosh KumarNo ratings yet
- Field Welding Inspection Checklist: Wisconsin Department of TransportationDocument1 pageField Welding Inspection Checklist: Wisconsin Department of Transportationandreafaith biatingoNo ratings yet
- SAIC-M-2012 Rev 7supportsDocument33 pagesSAIC-M-2012 Rev 7supportsvijayachiduNo ratings yet
- Field Welding ProceduresDocument102 pagesField Welding Procedureslaz_k100% (2)
- AIC Welding TBM 001Document2 pagesAIC Welding TBM 001rubda11No ratings yet
- B31.1 Vs B31.3Document18 pagesB31.1 Vs B31.3Muhammed Ali Noureddeen100% (2)
- Abdaals and Aqtaabs: in The Name of Allah, Most Gracious, Most MercifulDocument12 pagesAbdaals and Aqtaabs: in The Name of Allah, Most Gracious, Most Mercifulsaifuddin722No ratings yet
- Walidain o Aulaad Aik Azeem Nemat by Maulana Roohullah NaqshbandiDocument0 pagesWalidain o Aulaad Aik Azeem Nemat by Maulana Roohullah NaqshbandiBest Urdu BooksNo ratings yet
- Sahafat Aur Uski Shari HudoodDocument73 pagesSahafat Aur Uski Shari Hudoodawais2464753No ratings yet
- Jinnat Aur Shayateen Se Hifazat Ke Sharai TareeqayDocument87 pagesJinnat Aur Shayateen Se Hifazat Ke Sharai Tareeqayrubda11No ratings yet
- 101 Sabaq Amooz WaqiatDocument417 pages101 Sabaq Amooz WaqiatmaktabajibreelNo ratings yet
- Nazr BadDocument2 pagesNazr Badrubda11No ratings yet
- Seerat E PakDocument625 pagesSeerat E Pakawais2464753No ratings yet
- Hadees Aur Tareekh Ka FarqDocument4 pagesHadees Aur Tareekh Ka Farqrubda11No ratings yet
- Kamyab Talib E Ilm by Maulana Roohullah NaqshbandiDocument201 pagesKamyab Talib E Ilm by Maulana Roohullah NaqshbandiBest Urdu BooksNo ratings yet
- Isaad Ul FuhoomDocument129 pagesIsaad Ul Fuhoomrubda11No ratings yet
- TAQREER E BUKHARI SHAREEF (Vol 4-5)Document207 pagesTAQREER E BUKHARI SHAREEF (Vol 4-5)rubda11No ratings yet
- Jinnat Aur Shayateen Se Hifazat Ke Sharai TareeqayDocument87 pagesJinnat Aur Shayateen Se Hifazat Ke Sharai Tareeqayrubda11No ratings yet
- Brought To You by Www.e-Iqra - InfoDocument133 pagesBrought To You by Www.e-Iqra - Infoittehaad_e_UmmatNo ratings yet
- Brought To You by Www.e-Iqra - InfoDocument134 pagesBrought To You by Www.e-Iqra - Infoittehaad_e_UmmatNo ratings yet
- BikhreMootiPart 3Document95 pagesBikhreMootiPart 3ittehaad_e_UmmatNo ratings yet
- TAQREER E BUKHARI SHAREEF (Vol 1-2-3)Document289 pagesTAQREER E BUKHARI SHAREEF (Vol 1-2-3)rubda11No ratings yet
- Brought To You by Www.e-Iqra - InfoDocument126 pagesBrought To You by Www.e-Iqra - Infoittehaad_e_UmmatNo ratings yet
- BIKHRAY MOTI Vol 1Document108 pagesBIKHRAY MOTI Vol 1rubda11No ratings yet
- Islahi Khutbat Discourses On Islamic Way of Life Mufti Taqi UsmaniDocument51 pagesIslahi Khutbat Discourses On Islamic Way of Life Mufti Taqi UsmaniISLAMIC LIBRARYNo ratings yet
- Increasing TAQWA Daily:: A Guide of Deeds and Their RewardsDocument17 pagesIncreasing TAQWA Daily:: A Guide of Deeds and Their Rewardssadique_homeNo ratings yet
- Deewan e ZouqDocument345 pagesDeewan e ZouqIqbalKhattakNo ratings yet
- Tajweed (Picture Explaination)Document1 pageTajweed (Picture Explaination)JawedsIslamicLibrary100% (7)
- Muntakhib Ahadith (Arabic)Document422 pagesMuntakhib Ahadith (Arabic)Musalman BhaiNo ratings yet
- Discourses On Islamic Way of Life 10 by Sheikh Mufti Taqi UsmaniDocument117 pagesDiscourses On Islamic Way of Life 10 by Sheikh Mufti Taqi UsmaniMUSALMAN BHAINo ratings yet
- The Beard Between Salaf Khalaf by Muhammad JibalyDocument10 pagesThe Beard Between Salaf Khalaf by Muhammad JibalyJason Galvan (Abu Noah Ibrahim Ibn Mikaal)100% (2)
- Arabic Urdu GrammarDocument31 pagesArabic Urdu Grammarmunshiyunus2010No ratings yet
- Arabic Grammar in Urdu - Arbi Zaban Ghair Arab Ko Kaisay ParhaeinDocument103 pagesArabic Grammar in Urdu - Arbi Zaban Ghair Arab Ko Kaisay ParhaeinJawedsIslamicLibrary100% (1)
- EshlDocument304 pagesEshlravi00098100% (1)
- Cored Wires for Iron Foundry TreatmentDocument6 pagesCored Wires for Iron Foundry TreatmentamitkkambleNo ratings yet
- TMT RebarsDocument15 pagesTMT RebarsMohan Dakshina0% (1)
- Surface Treatment and Painting ProcedureDocument7 pagesSurface Treatment and Painting ProcedureMohamedNo ratings yet
- 612 B Fig702 Flanged y Type Strainer UlDocument2 pages612 B Fig702 Flanged y Type Strainer UlPradipta DwiNo ratings yet
- Metal Cutting Processes 1 - TurningDocument14 pagesMetal Cutting Processes 1 - TurningmostafaNo ratings yet
- Why Solder Bumps WrinkleDocument3 pagesWhy Solder Bumps WrinklepeleniusNo ratings yet
- E Line TlsDocument42 pagesE Line TlsmarchentoNo ratings yet
- 10 DIY Kettle BellDocument7 pages10 DIY Kettle BellcagedraptorNo ratings yet
- SH 51MW Bop 033 I 001 Rev.2Document15 pagesSH 51MW Bop 033 I 001 Rev.2Mathivanan AnbazhaganNo ratings yet
- Practical Guidelines For The Fabrication of High Performance Austenitic SSDocument72 pagesPractical Guidelines For The Fabrication of High Performance Austenitic SSlram70No ratings yet
- Structural Welding ManualDocument76 pagesStructural Welding ManualThomasman43No ratings yet
- ITRI Pub 602Document14 pagesITRI Pub 602martinpsNo ratings yet
- Experimental Techniques for Investigating Calcium Ferrite Slags at Metallic Copper SaturationDocument8 pagesExperimental Techniques for Investigating Calcium Ferrite Slags at Metallic Copper SaturationDiego JaquesNo ratings yet
- CT Saturation Issues in Power SystemsDocument2 pagesCT Saturation Issues in Power SystemssenthilanviewNo ratings yet
- List of en Standards: SR No Code/Standard DescriptionDocument4 pagesList of en Standards: SR No Code/Standard DescriptionAnilNo ratings yet
- Powell Gate ValvesDocument3 pagesPowell Gate Valveszguy360No ratings yet
- Parklamp Inch Tube Clamp Visual IndexDocument20 pagesParklamp Inch Tube Clamp Visual Indexsunil601No ratings yet
- ASTM F1554 Anchor Rods PDFDocument9 pagesASTM F1554 Anchor Rods PDFAdam JonesNo ratings yet
- Series FBV-3C-SS, FBVS-3C-SS Specification SheetDocument2 pagesSeries FBV-3C-SS, FBVS-3C-SS Specification SheetWattsNo ratings yet
- Transmission OPGW Fittings ClosuresDocument20 pagesTransmission OPGW Fittings ClosuresARCC2030No ratings yet
- Cut and Weld Bucket, Dipper Arm, and Boom ArmDocument15 pagesCut and Weld Bucket, Dipper Arm, and Boom ArmВладимир Батманов100% (2)
- Rittal TS Spec Guide 2011Document16 pagesRittal TS Spec Guide 2011senthil031277No ratings yet
- AntiSegregation HopperDocument5 pagesAntiSegregation Hoppermecaunidos7771No ratings yet
- Mil-S-1222 Rev HDocument44 pagesMil-S-1222 Rev HfkhortonNo ratings yet
- Alluminium SheetsDocument7 pagesAlluminium SheetsVaibhav ShuklaNo ratings yet
- Grade 9 MetalworkDocument13 pagesGrade 9 MetalworkAidan O'HaraNo ratings yet
- Air Bend Force Chart - SheetMetal PDFDocument4 pagesAir Bend Force Chart - SheetMetal PDFsunilbholNo ratings yet
- Engine Bearing MaterialsDocument4 pagesEngine Bearing Materialspugazh MarinerNo ratings yet