You might also like
- VUD Vacuum DehydratorsDocument7 pagesVUD Vacuum DehydratorsZaqueu Santos OliveiraNo ratings yet
- Hy-Pro Gearbox Filtration OverviewDocument4 pagesHy-Pro Gearbox Filtration OverviewlubangjarumNo ratings yet
- Failure Analysis of Rotating Equipment Using Root Cause Analysis MethodsDocument7 pagesFailure Analysis of Rotating Equipment Using Root Cause Analysis MethodsDubaiHMARNo ratings yet
- Forsthoffer’s Component Condition MonitoringFrom EverandForsthoffer’s Component Condition MonitoringRating: 4 out of 5 stars4/5 (2)
- Mechanical Seal Design, Operation and Maintenance ProblemsDocument5 pagesMechanical Seal Design, Operation and Maintenance Problemschazz29hkNo ratings yet
- Shell Omala S4 GX 220Document3 pagesShell Omala S4 GX 220Anonymous oAbjbl4HNo ratings yet
- CMRP CBT Testing CentersDocument1 pageCMRP CBT Testing CentersAli HassanNo ratings yet
- Turbine Oil Condition Monitoring: Oil is the LifebloodDocument13 pagesTurbine Oil Condition Monitoring: Oil is the LifebloodJagadish PatraNo ratings yet
- LT32599 10Document38 pagesLT32599 10Angela BaileyNo ratings yet
- Contamination CodesDocument25 pagesContamination CodesMuhd Ridwan Saroni100% (1)
- Steps To Optimize Lubricants Use PDFDocument113 pagesSteps To Optimize Lubricants Use PDFPrabhu LohakareNo ratings yet
- FATIGUE FAILURE ANALYSIS: S-N CURVES, ENDURANCE LIMITS, AND STRESS CONCENTRATIONSDocument27 pagesFATIGUE FAILURE ANALYSIS: S-N CURVES, ENDURANCE LIMITS, AND STRESS CONCENTRATIONSAdityaKumarMaharana100% (1)
- How To Read An Oil Analysis Report by Jim FitchDocument42 pagesHow To Read An Oil Analysis Report by Jim FitchRodrigo Silva100% (1)
- Empowering Reliability Through Lubrication Program Development (LPD) Udey DhirDocument28 pagesEmpowering Reliability Through Lubrication Program Development (LPD) Udey DhirEXECUTIVE ENGINEEER BOILER MAINTENANCENo ratings yet
- Ceramic Ball BearingDocument22 pagesCeramic Ball BearingNamratha Cm100% (1)
- Calgary Pump Symposium Seal Specification PresentationDocument36 pagesCalgary Pump Symposium Seal Specification PresentationReyes SanchezNo ratings yet
- Lube Tech025 Oil CleanlinessDocument4 pagesLube Tech025 Oil Cleanlinesslahiru1983No ratings yet
- Numerical Estimation of Fatigue Life Analysis of Gas Turbine Blade PDFDocument27 pagesNumerical Estimation of Fatigue Life Analysis of Gas Turbine Blade PDFaarthiNo ratings yet
- Machinery Lubrication Training in JakartaCompanyAddressCity/State/ZipPhoneDocument7 pagesMachinery Lubrication Training in JakartaCompanyAddressCity/State/ZipPhoneediwski100% (1)
- SDT Lubrication ULTRASONIDO INGLES PDFDocument14 pagesSDT Lubrication ULTRASONIDO INGLES PDFALONSO SOLÍSNo ratings yet
- The Effect of Unbalance On Bearing LifeDocument8 pagesThe Effect of Unbalance On Bearing Lifemans2014100% (2)
- SealsDocument118 pagesSealsBalachandar Sathananthan0% (1)
- KLEENOIL Microfiltration ENDocument32 pagesKLEENOIL Microfiltration ENMamuNo ratings yet
- Understanding reliability terms and relationshipsDocument2 pagesUnderstanding reliability terms and relationshipsMuhammad Reza Pradecta100% (1)
- Coherence in Impact TestingDocument2 pagesCoherence in Impact Testingcelestinodl736No ratings yet
- Reciprocating Compressor IIDocument59 pagesReciprocating Compressor IISagar NaduvinamaniNo ratings yet
- M4 LUBRICATION PRINCIPLES and BEARING CONSTRUCTIONSDocument45 pagesM4 LUBRICATION PRINCIPLES and BEARING CONSTRUCTIONSnaresh100% (1)
- 13 Ways To Kill A Mechanical Seal FINALDocument16 pages13 Ways To Kill A Mechanical Seal FINALRanjit Koshy AlexanderNo ratings yet
- Seal Troubleshooting - EnglishDocument24 pagesSeal Troubleshooting - EnglishGerson SalinasNo ratings yet
- Creating An Effective Plant Lubrication ProgramDocument6 pagesCreating An Effective Plant Lubrication Programocto widodo100% (1)
- Compressor Rotor Failure Due To FoulingDocument6 pagesCompressor Rotor Failure Due To FoulingAbdelkader TayebiNo ratings yet
- PDAP A Guide For ManagersDocument15 pagesPDAP A Guide For ManagersPriyanka JaiswalNo ratings yet
- Bearing Failure PDFDocument5 pagesBearing Failure PDF01666754614100% (2)
- Case Studies #4: Gearbox DefectDocument13 pagesCase Studies #4: Gearbox DefectMiguel VillegasNo ratings yet
- Keeping ammo clean in the war on frictionDocument3 pagesKeeping ammo clean in the war on frictionOthman MansoorNo ratings yet
- Step-by-Step Grease SelectionDocument10 pagesStep-by-Step Grease SelectionSounak SasmalNo ratings yet
- Balance LineDocument0 pagesBalance Linewsjouri2510No ratings yet
- Graphite Heat Exchangers-Handle Corrosive ApplicationsDocument4 pagesGraphite Heat Exchangers-Handle Corrosive ApplicationsPankaj SinglaNo ratings yet
- Rolling Element Bearing Failure CausesDocument24 pagesRolling Element Bearing Failure CausesnekoNcenNo ratings yet
- Hydrocom: High Energy Savings and Excellent ControllabilityDocument8 pagesHydrocom: High Energy Savings and Excellent Controllabilityrahilshah100No ratings yet
- Oil Sampling Mistakes Avoid Ensure Data QualityDocument2 pagesOil Sampling Mistakes Avoid Ensure Data QualityrobjowssNo ratings yet
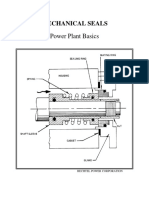
- Mechanical Seals: Power Plant BasicsDocument26 pagesMechanical Seals: Power Plant BasicsService Port100% (1)
- Stress Corrosion CrackingDocument2 pagesStress Corrosion Crackingfawmer61No ratings yet
- Basic Vibration CourseDocument24 pagesBasic Vibration Coursewijaya1234No ratings yet
- Soft Foot - What It Is and How To Minimize ItDocument6 pagesSoft Foot - What It Is and How To Minimize ItilyasNo ratings yet
- Technical Brief: Avoiding Bolt Failures: F E A T U R EDocument2 pagesTechnical Brief: Avoiding Bolt Failures: F E A T U R EkanosriNo ratings yet
- Clause - 1 FansDocument441 pagesClause - 1 Fansvel mech100% (1)
- Advanced Bearing MaterialsDocument8 pagesAdvanced Bearing Materialsthrashco69No ratings yet
- 1 - Overview Rev-20170225Document11 pages1 - Overview Rev-20170225AhmadNo ratings yet
- Effective Varnish Removal From Turbine Lubrication SystemsDocument9 pagesEffective Varnish Removal From Turbine Lubrication SystemsOsman AhmedNo ratings yet
- UTP Adjunct Lecture 2016: Fundamentals of Casing Vibration AnalysisDocument21 pagesUTP Adjunct Lecture 2016: Fundamentals of Casing Vibration AnalysisMazin Abdalla0% (1)
- (Tribology Series 42) A. Sethuramiah (Eds.) - Lubricated Wear - Science and Technology-Academic PressDocument297 pages(Tribology Series 42) A. Sethuramiah (Eds.) - Lubricated Wear - Science and Technology-Academic PressJesus Zilch100% (1)
- Whitepaper Reciprocating MachineryDocument19 pagesWhitepaper Reciprocating MachinerySofiane HalimiNo ratings yet
- Sinhgad College of Engineering, Pune Department of Mechanical EngineeringDocument16 pagesSinhgad College of Engineering, Pune Department of Mechanical EngineeringDrive CNLNo ratings yet
- Vibration Signatures Reveal Gear Tooth DefectsDocument8 pagesVibration Signatures Reveal Gear Tooth DefectsHURRYSTARNo ratings yet
- Belt Preventive Maintenance ManualDocument67 pagesBelt Preventive Maintenance ManualAbdulrahman AlkhowaiterNo ratings yet
- Lubrication Theory and Fundamentals - TransleteDocument76 pagesLubrication Theory and Fundamentals - TransleteI Wayan Arief Pradana Putra100% (1)
- Ageing AircraftDocument8 pagesAgeing Aircraftthe_govNo ratings yet
- Static Equipment in Oil and Gas IndustryDocument93 pagesStatic Equipment in Oil and Gas IndustryRaghavanNo ratings yet
- Hard Gold PlatingDocument10 pagesHard Gold PlatingAaed M. EnadNo ratings yet
- Alkali Corrosion of Refractories in Cement KilnsDocument69 pagesAlkali Corrosion of Refractories in Cement KilnsplazanaNo ratings yet
- PPG Hi-Temp™ 222 G: Product Data SheetDocument6 pagesPPG Hi-Temp™ 222 G: Product Data SheetJefry SandyNo ratings yet
- PREN Number Effect On AlloyDocument6 pagesPREN Number Effect On AlloyVed JoshiNo ratings yet
- Mar M 246Document28 pagesMar M 246sunsirNo ratings yet
- Operator Manual CPSMD400Document107 pagesOperator Manual CPSMD400Mahmoud AfifyNo ratings yet
- GenusDocument68 pagesGenussmokefieldNo ratings yet
- Updated - Type Test Schedule - Ams 5719 - 16-12-2023 - SignedDocument13 pagesUpdated - Type Test Schedule - Ams 5719 - 16-12-2023 - SignedGyanendraNo ratings yet
- Improving Strength and Durability of High-Volume Fly Ash Concretes with Ultrafine Fly AshDocument14 pagesImproving Strength and Durability of High-Volume Fly Ash Concretes with Ultrafine Fly AshKaraline MarcesNo ratings yet
- ThamesSideIndia T34Document4 pagesThamesSideIndia T34Bulk WeighingNo ratings yet
- OSHA Fixed Ladder Safety StandardsDocument14 pagesOSHA Fixed Ladder Safety StandardsAntonio BrambillaNo ratings yet
- Donaldson Replacement Filters & Spare Parts Catalog: Part Number Lists Conversions, Modifications & UpgradesDocument48 pagesDonaldson Replacement Filters & Spare Parts Catalog: Part Number Lists Conversions, Modifications & UpgradesSulaimanjeffNo ratings yet
- MS 9001 eDocument58 pagesMS 9001 eAlexey Marchenko100% (2)
- Fasteners for Oil, Gas & Petrochemical IndustriesDocument52 pagesFasteners for Oil, Gas & Petrochemical IndustriesRaudatul LailaNo ratings yet
- Design and Acceptability of a Universal Concrete SpacerDocument74 pagesDesign and Acceptability of a Universal Concrete SpacerJohn Aries Almelor SarzaNo ratings yet
- Steel, Sheet and Strip, High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, With Improved Atmospheric Corrosion ResistanceDocument4 pagesSteel, Sheet and Strip, High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, With Improved Atmospheric Corrosion ResistancePham Huu Loc Ho100% (1)
- Xi-Screening Eagle - Multi-Technology Approach Concrete - 20200602 MP (Low)Document80 pagesXi-Screening Eagle - Multi-Technology Approach Concrete - 20200602 MP (Low)Angel MunozNo ratings yet
- Aluminium Alloy 2014A T651 Sheet and Plate: Specifications Temper TypesDocument3 pagesAluminium Alloy 2014A T651 Sheet and Plate: Specifications Temper TypesMellierNo ratings yet
- EM - 1110-2-2902 - Cimentacion de Tuberias PDFDocument87 pagesEM - 1110-2-2902 - Cimentacion de Tuberias PDFJose PardoNo ratings yet
- AEM Calculation Sheet - 191022Document100 pagesAEM Calculation Sheet - 191022SonNguyenNo ratings yet
- VAG Absperrklappen02-05Document27 pagesVAG Absperrklappen02-05Muhamad FajriNo ratings yet
- Carl Cella Water CarDocument8 pagesCarl Cella Water CarRuddyMartiniNo ratings yet
- Self-Study On API RP 571 - Damage MechanismDocument84 pagesSelf-Study On API RP 571 - Damage Mechanismrosli2503100% (2)
- SpecialDocument26 pagesSpeciall0k0tusNo ratings yet
- Project Report On SS Tube MillDocument8 pagesProject Report On SS Tube MillEIRI Board of Consultants and Publishers0% (1)
- API 653 Integrated TrainingDocument97 pagesAPI 653 Integrated TrainingHesam MazaheriNo ratings yet
- Syndicate 2 - Task 2 Situation Analysis Group ProblemDocument9 pagesSyndicate 2 - Task 2 Situation Analysis Group ProblemDina Rizkia RachmahNo ratings yet
- Cip Level 2 - Quiz 1Document6 pagesCip Level 2 - Quiz 1David Hortas CasasNo ratings yet
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansNo ratings yet
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetFrom EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetRating: 4.5 out of 5 stars4.5/5 (10)
- Summary of Neil Postman's Amusing Ourselves to DeathFrom EverandSummary of Neil Postman's Amusing Ourselves to DeathRating: 4 out of 5 stars4/5 (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Cable Supported Bridges: Concept and DesignFrom EverandCable Supported Bridges: Concept and DesignRating: 5 out of 5 stars5/5 (1)
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (137)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeFrom EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeRating: 4.5 out of 5 stars4.5/5 (59)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansRating: 4.5 out of 5 stars4.5/5 (21)
- Shallow Foundations: Discussions and Problem SolvingFrom EverandShallow Foundations: Discussions and Problem SolvingRating: 5 out of 5 stars5/5 (1)
- Methodology for Estimating Carbon Footprint of Road Projects: Case Study: IndiaFrom EverandMethodology for Estimating Carbon Footprint of Road Projects: Case Study: IndiaNo ratings yet
- Principles of Forensic Engineering Applied to Industrial AccidentsFrom EverandPrinciples of Forensic Engineering Applied to Industrial AccidentsNo ratings yet
- Introducing Structures: A Textbook for Students of Civil and Structural Engineering, Building and ArchitectureFrom EverandIntroducing Structures: A Textbook for Students of Civil and Structural Engineering, Building and ArchitectureRating: 4.5 out of 5 stars4.5/5 (11)
- Transportation Engineering: Theory, Practice, and ModelingFrom EverandTransportation Engineering: Theory, Practice, and ModelingNo ratings yet
- Safety and Intelligent Transport Systems Development in the People’s Republic of ChinaFrom EverandSafety and Intelligent Transport Systems Development in the People’s Republic of ChinaNo ratings yet
- Climate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingFrom EverandClimate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingNo ratings yet
- Field Book for Quality Control in Earthwork Operations: Project Construction Management BookFrom EverandField Book for Quality Control in Earthwork Operations: Project Construction Management BookNo ratings yet