www.me-journal.
org
Journal of Metallurgical Engineering (ME) Volume 3 Issue 1, January 2014
doi: 10.14355/me.2014.0301.06
Organization Simulation Analysis of the
U75V Cooling Process
Lin Chen 1,Fang Zhang 2,Zhiyang Zhang3 ,Ran Wei4
Material and Metallurgy School, Inner Mongolia University of Science and Technology, Baotou, China
chenlin39805@163.com; 2zhfangirl@126.com; 3zzy86handan@126.com;weiran316@163.com
*1
Abstract
Based on the finite element software DEFORM-3D,
temperature field, the bending deformation and organize
field were simulated in the process of U75V rail air cooling.
The change rules of temperature, deflection and phase
composition during air cooling process were analyzed. Then,
from the comprehensive views of temperature and phase
transition, some reasons for rail bending deformation were
found, which will help design rail quenching process.
Keywords
empirical equation of the following: three-dimensional
shape
f=1-exp(-Ktn) 3 n 4
Where F is phase volume fraction; t is the time of
transformation from the end of the incubation period
to the beginning time; K, n are parameters. K depends
on the temperature, the original parent phase
composition and grain size; while n depends on the
type of phase change and relates to nucleation,
geometric form of growth
DEFORM; Temperature; Phase Transformation; Air COoling;
Bending Deformation
Experimental Procedure
Establish the Rail Model
The three-dimensional model of 10m length rail is
established, and the process of air cooling rail is
simulated.
The initial and air temperature are 900, and 30,
respectively.
Rail coefficient of convective heat transfer and
radiation heat transfer coefficient in the air cooling are
in reference 1.
Because the rail is axially symmetric shape, and in
order to reduce the amount of calculation, rail section
and the length of the 1/2 are chose according to the
actual size of the cross-section of the rail, 1/4 model
of rail is established, and simulation calculation is
performed.
The symmetry plane of model and the cooling load are
shown in Fig. 1.
Simulatiom of Cooling Process Transformation
In DEFORM-3D, the start of controlled phase
transformation and phase variable are based on the
TTT curve of U75V for the pearlite transformation,
according to nucleus position probability model,
combined with a large number of experimental data,
in addition in addition, Avarmi suggested the
48
FIG. 1 FRACTURE OF RAIL SYMMETRY PLANE AND SURFACE
NUMBERS
Rail belongs to non isothermal transformation during
cooling quenching in actual production,as well
qualitative analysis and calculation need the
continuous cooling transformation curve namely CCT
curve and dynamics
Journal of Metallurgical Engineering (ME) Volume 3 Issue 1, January 2014
www.me-journal.org
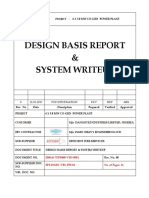
FIG. 2 FRACTURE OF TEMPERATURE NEPHOGRAM DURING AIR COOLING (a)260s(b)300s(c)480s(d)690s(e)800s(f)6000s
The CCT curve of metal and alloy present the relations
between organizational change quantity and time
under different cooling rate,and simultaneously show
the begin and end time of transformation process of
various organizations, temperature and the final change
quantity, but the expression of kinetics is absent.
repeated bending.
Results and Discussion
The Rail Temperature Field Calculation
Temperature chart at different time in the rail air
cooling process are shown in Fig. 2.
Simulation of Rail Bending Deformation
As can be seen from Figure 3, according to the rail
deflection, the rail can experience four stages of
FIG. 3 FRACTURE OF RAIL DEFLECTION
In 0~260s, railhead bends to rail bottom, and reaches
maximum deflection of-19.7mm at 260s; at 260~470s,
rail bottom bends to railhead, and reaches the
maximum deflection value of 12.5mm at 480s;while at
49
www.me-journal.org
Journal of Metallurgical Engineering (ME) Volume 3 Issue 1, January 2014
480-690s,railhead bends to rail bottom,and reaches
maximum value of-68.1mm at 690s;during 690~6000s,
rail bottom bends to the railhead.Rail deflections are
maintained after 6000s at 75.2mm. The rule of bend at
the four stages is the same as document 3.
Numerical Simulationn of the Rail
It can be seen that rail has not entered the phase
transformation zone at cooling time in 0-300s in Fig.
4(a). In the 300s, the rail appears a small amount of
pearlite at the rail bottom in Fig. 4(b) accounting for
1.5% of the total volume of the rail.When the cooling
time is 300~300s, phase change occurs at the rail
bottom,and the amount of pearlite increases to 16.3%
in Fig. 4(c). When the cooling time is 480s,the rail head
starts phase change occurring,while the pearlite
amounts to 32.3% in Fig. 4(d).While during 690~800s,
the pearlite increasing from 88% to 95% in Fig. 4(e), (f)
can be thought of after 800 s,the phase changes nearly
ends.
The Influence of Temperature and Organization
Changes on the Bending
In order to analyze the influence of temperature field
and the organization field on the bending deformation,
the air cooling process of rail can be divided into
phase change earlier stage,transition stage and later
stage.
FIG. 3 FRACTURE of PEARLITE VOLUME DISTRIBUTION NEPHOGRAMne DURING AIR COOLING
(a)260s(b)300s(c)460s(d)480s(e)690s(f)800s
50
Journal of Metallurgical Engineering (ME) Volume 3 Issue 1, January 2014
a. Rail air cooling phase change earlier stage in 0~300 s
In 0~260s,the cooling velocity in the rail head is faster
than rail bottom,while 74% of the rail head is high
temperature region at above 781 in 260s.The
temperature of the center is higher than both sides of
edge at the rail bottom,and the temperature
accounting for eighty percent is below 781 at the rail
bottom,because shrinkage has great influence on the
rail bottom,and the rail bends to the rail bottom.
The rail temperature shrinkage varies significantly
obviously above 781 in 260~300s,and the reduction
accounts for 13.3% of total volume of the rail.In
addition,the reduction of high-temperature zone
above 781 only accounts for 5% of the total volume
of the rail at the rail bottom.The shrinkage of hightemperature zone causes the rail bending to the rail
head.
b.Rail air cooling phase transition stage in 300~800 s
In 300~480s,phase transition area is mostly at the
bottom of the rail,and there is no phase transition in
the railhead.Due to the intent heat of phase change
release,the lower trend of the temperature at the
bottom is slow.The rail bent to the railhead, because of
cooling shrinkage in the railhead and phase volume
expansion at the bottom of rail.
In 480~690s,it is not obvious that the rail phase
transition area expands at the bottom,the phase
change of the rail head starts occurring,the
temperature of rail head caused by the release of
intent heat of phase change slowly reduces,and the
temperature of the rail bottom decreases faster,
because the phase volume change and heat bilges cold
shrink lead to bending to the rail bottom.Without the
influence of the phase change latent heat,phase change
is most complete in the railhead area in 690~800 s, and
the temperature drop of the railhead began to
accelerate, for example,the maximal value of
temperature decreases from 190 to 170 on the
cross section of the rail.The gap of temperature
between the railhead and the rail bottom is shrinking,
and the rail begins to bend to railhead.
c.Rail air cooling phase change later stage after 800s
In 800~6000s,when the phase change mostly finishes,
the pearlite amounts to 95%.The temperature of
railhead is higher than that of the bottom of rail,and
the gap of temperature on the cross section of rail
www.me-journal.org
gradually becomes narrower.The rail bends to the
railhead due to the expansion with heat and contract
with cold.
After 6000s,the temperature of the rail is close to room
temperature,the range of temperature is small,the rail
will not appear deformation,and deflection remains
unchanged.
Conclusion
The air cooling process of rail can be divided into
phase change earlier stage,transition stage and later
stage.
Rail temperature and organization chart of air cooling
model are comprehensively analyzed,therefore,it can
be seen that the temperature field and the organization
field are mutual influence in the rail air cooling
process, and jointly determine the bending deformation
of the rail.
The process of application of deform software
simulates rail cooling,and the simulation results make
sure the rail quenching process parameters and have
the significance of reference.
ACKNOWLEDGMENT
The research was supported by National Natural
Science Foundation(51361021);The Major Project of the
Inner Mongolia Autonomous Region Natural Science
Foundation(2012ZD09);The Scientific Research Project
of the Inner Mongolia Autonomous Region Higher
Education(NJZZ12099).
REFERENCES
Cui Haiyan.Hundreds of meters of steel rail before bending
correction and residual stress research[D]. In baotou,
Inner Mongolia university of science and technology,
2009.
Li Ge,Zhao Yuping,Huang Xianhai.Hot rolled steel bending
deformation of the air cooling process computer
simulation[J]. Journal of plastic engineering. 2006, 13(3):
74-77.
Zhang Jianguo,Jing Xionggang.TTT curve,CCT curve and
U75V rail induction heat treatment microstructure
analysis[J]. Journal of material heat treatment technology.
2010,33(8)6:168-170.
51
You might also like
- Influence of Aluminum Oxide Nanofibers Reinforcing Polyethylene Coating On The Abrasive WearDocument13 pagesInfluence of Aluminum Oxide Nanofibers Reinforcing Polyethylene Coating On The Abrasive WearSEP-PublisherNo ratings yet
- Improving of Motor and Tractor's Reliability by The Use of Metalorganic Lubricant AdditivesDocument5 pagesImproving of Motor and Tractor's Reliability by The Use of Metalorganic Lubricant AdditivesSEP-PublisherNo ratings yet
- Microstructure and Wear Properties of Laser Clad NiCrBSi-MoS2 CoatingDocument5 pagesMicrostructure and Wear Properties of Laser Clad NiCrBSi-MoS2 CoatingSEP-PublisherNo ratings yet
- Experimental Investigation of Friction Coefficient and Wear Rate of Stainless Steel 202 Sliding Against Smooth and Rough Stainless Steel 304 Couter-FacesDocument8 pagesExperimental Investigation of Friction Coefficient and Wear Rate of Stainless Steel 202 Sliding Against Smooth and Rough Stainless Steel 304 Couter-FacesSEP-PublisherNo ratings yet
- Contact Characteristics of Metallic Materials in Conditions of Heavy Loading by Friction or by Electric CurrentDocument7 pagesContact Characteristics of Metallic Materials in Conditions of Heavy Loading by Friction or by Electric CurrentSEP-PublisherNo ratings yet
- Effect of Slip Velocity On The Performance of A Magnetic Fluid Based Squeeze Film in Porous Rough Infinitely Long Parallel PlatesDocument11 pagesEffect of Slip Velocity On The Performance of A Magnetic Fluid Based Squeeze Film in Porous Rough Infinitely Long Parallel PlatesSEP-PublisherNo ratings yet
- Microstructural Development in Friction Welded Aluminum Alloy With Different Alumina Specimen GeometriesDocument7 pagesMicrostructural Development in Friction Welded Aluminum Alloy With Different Alumina Specimen GeometriesSEP-PublisherNo ratings yet
- Enhanced Causation For DesignDocument14 pagesEnhanced Causation For DesignSEP-PublisherNo ratings yet
- Device For Checking The Surface Finish of Substrates by Tribometry MethodDocument5 pagesDevice For Checking The Surface Finish of Substrates by Tribometry MethodSEP-PublisherNo ratings yet
- FWR008Document5 pagesFWR008sreejith2786No ratings yet
- Delightful: The Saturation Spirit Energy DistributionDocument4 pagesDelightful: The Saturation Spirit Energy DistributionSEP-PublisherNo ratings yet
- Enhancing Wear Resistance of En45 Spring Steel Using Cryogenic TreatmentDocument6 pagesEnhancing Wear Resistance of En45 Spring Steel Using Cryogenic TreatmentSEP-PublisherNo ratings yet
- Reaction Between Polyol-Esters and Phosphate Esters in The Presence of Metal CarbidesDocument9 pagesReaction Between Polyol-Esters and Phosphate Esters in The Presence of Metal CarbidesSEP-PublisherNo ratings yet
- Mill's Critique of Bentham's UtilitarianismDocument9 pagesMill's Critique of Bentham's UtilitarianismSEP-PublisherNo ratings yet
- Isage: A Virtual Philosopher System For Learning Traditional Chinese PhilosophyDocument8 pagesIsage: A Virtual Philosopher System For Learning Traditional Chinese PhilosophySEP-PublisherNo ratings yet
- Quantum Meditation: The Self-Spirit ProjectionDocument8 pagesQuantum Meditation: The Self-Spirit ProjectionSEP-PublisherNo ratings yet
- Mindfulness and Happiness: The Empirical FoundationDocument7 pagesMindfulness and Happiness: The Empirical FoundationSEP-PublisherNo ratings yet
- Ontology-Based Testing System For Evaluation of Student's KnowledgeDocument8 pagesOntology-Based Testing System For Evaluation of Student's KnowledgeSEP-PublisherNo ratings yet
- Cold Mind: The Released Suffering StabilityDocument3 pagesCold Mind: The Released Suffering StabilitySEP-PublisherNo ratings yet
- Computational Fluid Dynamics Based Design of Sump of A Hydraulic Pumping System-CFD Based Design of SumpDocument6 pagesComputational Fluid Dynamics Based Design of Sump of A Hydraulic Pumping System-CFD Based Design of SumpSEP-PublisherNo ratings yet
- Architectural Images in Buddhist Scriptures, Buddhism Truth and Oriental Spirit WorldDocument5 pagesArchitectural Images in Buddhist Scriptures, Buddhism Truth and Oriental Spirit WorldSEP-PublisherNo ratings yet
- Social Conflicts in Virtual Reality of Computer GamesDocument5 pagesSocial Conflicts in Virtual Reality of Computer GamesSEP-PublisherNo ratings yet
- Technological Mediation of Ontologies: The Need For Tools To Help Designers in Materializing EthicsDocument9 pagesTechnological Mediation of Ontologies: The Need For Tools To Help Designers in Materializing EthicsSEP-PublisherNo ratings yet
- Metaphysics of AdvertisingDocument10 pagesMetaphysics of AdvertisingSEP-PublisherNo ratings yet
- A Tentative Study On The View of Marxist Philosophy of Human NatureDocument4 pagesA Tentative Study On The View of Marxist Philosophy of Human NatureSEP-PublisherNo ratings yet
- The Effect of Boundary Conditions On The Natural Vibration Characteristics of Deep-Hole Bulkhead GateDocument8 pagesThe Effect of Boundary Conditions On The Natural Vibration Characteristics of Deep-Hole Bulkhead GateSEP-PublisherNo ratings yet
- Legal Distinctions Between Clinical Research and Clinical Investigation:Lessons From A Professional Misconduct TrialDocument4 pagesLegal Distinctions Between Clinical Research and Clinical Investigation:Lessons From A Professional Misconduct TrialSEP-PublisherNo ratings yet
- Damage Structures Modal Analysis Virtual Flexibility Matrix (VFM) IdentificationDocument10 pagesDamage Structures Modal Analysis Virtual Flexibility Matrix (VFM) IdentificationSEP-PublisherNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Trane S9V2 Installer Guide ManualDocument104 pagesTrane S9V2 Installer Guide Manualed wNo ratings yet
- Cyberview SB Corporate PresentationDocument11 pagesCyberview SB Corporate PresentationVaniesa EdwardNo ratings yet
- Ashrae Psychrometric Chart No.1 PDFDocument2 pagesAshrae Psychrometric Chart No.1 PDFshamsNo ratings yet
- Specifications and RequirementsDocument22 pagesSpecifications and RequirementsMohammed AnasNo ratings yet
- Particle Physics NotesDocument378 pagesParticle Physics Notesewanmc189No ratings yet
- Icl7660 PDFDocument11 pagesIcl7660 PDFfran01334No ratings yet
- Ipad Pro 12.9inch 6gen 034 05977 InfoDocument2 pagesIpad Pro 12.9inch 6gen 034 05977 Infobahidid797No ratings yet
- Template Tutor Sk016 (Terkini)Document6 pagesTemplate Tutor Sk016 (Terkini)cikgu_aminNo ratings yet
- INVERTER FREEZER CHEAT SHEET EpcDocument3 pagesINVERTER FREEZER CHEAT SHEET EpcHeco Hek Hek CanapiNo ratings yet
- John Dirk Walecka - Introduction To Classical Mechanics-WSPC (2020)Document184 pagesJohn Dirk Walecka - Introduction To Classical Mechanics-WSPC (2020)Saiyad AliNo ratings yet
- Method Statement PlumbingDocument8 pagesMethod Statement Plumbingdstv200560% (5)
- Voltage RegulatorDocument11 pagesVoltage Regulatorfatank04100% (1)
- Catmultisl 50 enDocument4 pagesCatmultisl 50 enEko SetiawanNo ratings yet
- Unit 5.1 GB11 HSDocument5 pagesUnit 5.1 GB11 HSwinterflowervNo ratings yet
- 1.35046!CHRISGAS - Final Publishable Results - Web - November 2010Document33 pages1.35046!CHRISGAS - Final Publishable Results - Web - November 2010RicardoEscaladaCuadrado1301No ratings yet
- Catálogo Global ATTSU EN - 2022 - Interactiu - Baix - OptDocument140 pagesCatálogo Global ATTSU EN - 2022 - Interactiu - Baix - OptAbbas Al MisbahNo ratings yet
- Scada Ems PDFDocument35 pagesScada Ems PDFGaliousNo ratings yet
- What is the Basic Insulation Level (BILDocument7 pagesWhat is the Basic Insulation Level (BILNoel RazaNo ratings yet
- Ultrasonic Waves: 1. Production of UltrasonicsDocument7 pagesUltrasonic Waves: 1. Production of UltrasonicsAmit KumarNo ratings yet
- Tesda Multiple ChoiceDocument8 pagesTesda Multiple ChoiceAira Ronquillo67% (3)
- Lighting Document 5.9.2020Document109 pagesLighting Document 5.9.2020VKNo ratings yet
- The Jere Beasley Report, Jan. 2009Document52 pagesThe Jere Beasley Report, Jan. 2009Beasley AllenNo ratings yet
- Small Bulk LPG Storage at Fixed Installations Technical GuidanceDocument3 pagesSmall Bulk LPG Storage at Fixed Installations Technical GuidanceavlaavlaNo ratings yet
- DBR & System Writeup - Efs-Isgec-Dan-Ffs-Rev-00 22-01-2019Document11 pagesDBR & System Writeup - Efs-Isgec-Dan-Ffs-Rev-00 22-01-2019Vaibhav SawantNo ratings yet
- LowvoltageACdrivesforwaterandwastewater REVD enDocument28 pagesLowvoltageACdrivesforwaterandwastewater REVD enBalu MNo ratings yet
- 7PG23 5B3 Complete Technical ManualDocument36 pages7PG23 5B3 Complete Technical ManualDan StreetNo ratings yet
- Puma Diesel Engine Camshaft Removal & Installation GuideDocument9 pagesPuma Diesel Engine Camshaft Removal & Installation GuideJam Bab100% (1)
- 0620:62:O:N 2016 Paper 6Document12 pages0620:62:O:N 2016 Paper 6CHANDREN ARUMUGAM100% (1)
- LESCO - Web Bill-February 2023Document2 pagesLESCO - Web Bill-February 2023MudassirNo ratings yet