You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Indian Cement Industry-A Perspective by JVDocument6 pagesIndian Cement Industry-A Perspective by JVKendra TerryNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- NSUT Round1 Cutoff 2020Document1 pageNSUT Round1 Cutoff 2020Kendra TerryNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- ISP Tech List - 0 PDFDocument1 pageISP Tech List - 0 PDFKendra TerryNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Economic Implementation of The Organic Rankine Cycle in Industry PDFDocument11 pagesEconomic Implementation of The Organic Rankine Cycle in Industry PDFKendra TerryNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Glass IndustryDocument11 pagesGlass Industrysmita6nayakNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Pneumatic Conveying Systems ExplainedDocument15 pagesPneumatic Conveying Systems ExplainedKendra TerryNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Waste Heat Power Systems Capture Untapped EnergyDocument9 pagesWaste Heat Power Systems Capture Untapped EnergyWilson FigueiraNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
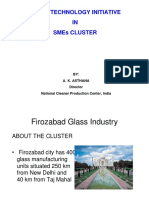
- CT Initive at SMEs in IndiaDocument19 pagesCT Initive at SMEs in IndiaKendra TerryNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Glass and Ceramics 170708 PDFDocument16 pagesGlass and Ceramics 170708 PDFKendra TerryNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- 62100Document21 pages62100Kendra TerryNo ratings yet
- Waste Heat Power Systems Capture Untapped EnergyDocument9 pagesWaste Heat Power Systems Capture Untapped EnergyWilson FigueiraNo ratings yet
- ISP Tech List - 0 PDFDocument1 pageISP Tech List - 0 PDFKendra TerryNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Pneumatic Conveying Systems ExplainedDocument16 pagesPneumatic Conveying Systems Explainedlhphong021191No ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Entrance Test June Session 2019 20 PGDMM PGDSCMDocument1 pageEntrance Test June Session 2019 20 PGDMM PGDSCMKendra TerryNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Prospectus PGDMM PGDSCMLDocument34 pagesProspectus PGDMM PGDSCMLKendra TerryNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- 4 078 12 - ForniDocument12 pages4 078 12 - ForniKendra TerryNo ratings yet
- Firozabad Glass Uttar PradeshDocument17 pagesFirozabad Glass Uttar PradeshKendra Terry100% (1)
- 62100Document21 pages62100Kendra TerryNo ratings yet
- Noc19 mm07 Assignment9Document3 pagesNoc19 mm07 Assignment9Kendra Terry100% (2)
- PGDMM PGDSCML 2 Years Assignments For 1st & 2nd Sem Jul Dec 2019Document14 pagesPGDMM PGDSCML 2 Years Assignments For 1st & 2nd Sem Jul Dec 2019Kendra TerryNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- QTR Ch8 - Waste Heat Recovery TA Feb-13-2015 PDFDocument27 pagesQTR Ch8 - Waste Heat Recovery TA Feb-13-2015 PDFktejankarNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- PGDMM PGDSCML 2 Years Assignments For 1st & 2nd Sem Jul Dec 2019Document14 pagesPGDMM PGDSCML 2 Years Assignments For 1st & 2nd Sem Jul Dec 2019Kendra TerryNo ratings yet
- 22091724104.modular Kitchen Price Bid PDFDocument4 pages22091724104.modular Kitchen Price Bid PDFKendra TerryNo ratings yet
- Application Form PGDMM PGDSCMLDocument2 pagesApplication Form PGDMM PGDSCMLKendra TerryNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Noc18 mg29 Assignment2Document4 pagesNoc18 mg29 Assignment2Kendra TerryNo ratings yet
- Rice Husk Cogeneration 1000 KW WarangalDocument84 pagesRice Husk Cogeneration 1000 KW WarangalKendra TerryNo ratings yet
- Withdrawal ApplicationDocument1 pageWithdrawal ApplicationKendra TerryNo ratings yet
- Noc18 mg29 Assignment3Document5 pagesNoc18 mg29 Assignment3Kendra TerryNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Layout For WebsiteDocument1 pageLayout For WebsiteKendra TerryNo ratings yet
- Consolidated ReportDocument86 pagesConsolidated ReportBalasubramanian M.BNo ratings yet
- 32 KV High Voltage Power Transmission Line and Stress On Brassica JunceaDocument4 pages32 KV High Voltage Power Transmission Line and Stress On Brassica Junceamuhammad mushofahNo ratings yet
- Magnetic Field: (1) IntroductionDocument12 pagesMagnetic Field: (1) IntroductionPrabhakar DubeyNo ratings yet
- ATPL Inst 2.5 PDFDocument12 pagesATPL Inst 2.5 PDFKoustubh VadalkarNo ratings yet
- Physics Sectionwise Analysis of PYQs (2024) - 5242689b Cf3f 4967 96d6 410f33dd7567 1Document4 pagesPhysics Sectionwise Analysis of PYQs (2024) - 5242689b Cf3f 4967 96d6 410f33dd7567 1lakhbhat2020No ratings yet
- BEE 3023 AssignmentDocument8 pagesBEE 3023 AssignmentjessielimzhiminNo ratings yet
- Wellbore Position Errors Caused by Drilling Fluid ContaminationDocument8 pagesWellbore Position Errors Caused by Drilling Fluid ContaminationNANo ratings yet
- Electrical and Magnetic Properties of MaterialsDocument32 pagesElectrical and Magnetic Properties of MaterialsArmida Ármídà50% (2)
- Electromagnetic Induction and Its PropagationDocument25 pagesElectromagnetic Induction and Its PropagationAmy Pacheco100% (1)
- PHYSICS 12th PAPER SEPTEMBER 2023Document6 pagesPHYSICS 12th PAPER SEPTEMBER 2023mehakNo ratings yet
- Tabel Konversi SatuanDocument8 pagesTabel Konversi SatuanAldi AffanNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Science Lesson on Impulse, Momentum and Effects of SmokingDocument7 pagesScience Lesson on Impulse, Momentum and Effects of SmokingMarie Chris PederosoNo ratings yet
- Magnetism FundamentalsDocument515 pagesMagnetism Fundamentalsexfmln100% (4)
- EmftDocument6 pagesEmftsyamalaNo ratings yet
- All Chapter Mcqs PhysicsDocument11 pagesAll Chapter Mcqs PhysicsMoin YaqoobNo ratings yet
- Laboratory Experiment 2 (Magnetic Field)Document7 pagesLaboratory Experiment 2 (Magnetic Field)reeNo ratings yet
- EM Lecture09 L - UdoKleinDocument21 pagesEM Lecture09 L - UdoKleinTrí TừNo ratings yet
- Automobile EngineeringDocument133 pagesAutomobile EngineeringAshok Singh Yadav100% (3)
- Wopho ProblemsDocument17 pagesWopho Problemshantarto5844100% (1)
- Year1 ElectromechanicsDocument72 pagesYear1 Electromechanicscesare.alcesteNo ratings yet
- 13.basic Magnetics TheoryDocument47 pages13.basic Magnetics TheoryKrishnan KrishNo ratings yet
- Flux Motor 2018Document29 pagesFlux Motor 2018caifanesvsjaguaresNo ratings yet
- Calculate Flux Densities and Current for Magnetic CircuitsDocument22 pagesCalculate Flux Densities and Current for Magnetic CircuitsHari NathNo ratings yet
- Welcome To Calibration Basics!Document30 pagesWelcome To Calibration Basics!Ver Bautista100% (1)
- Neodymium Magnets 1Document25 pagesNeodymium Magnets 1John Paul Patungan100% (1)
- Physics FormulasDocument20 pagesPhysics Formulasbrandon100% (1)
- TS ECET - 2023: Syllabus For Electronics and Communication EngineeringDocument8 pagesTS ECET - 2023: Syllabus For Electronics and Communication EngineeringNarendra YenagandulaNo ratings yet
- DTS 14th AugustDocument28 pagesDTS 14th AugustSunaa ZaynabNo ratings yet
- Must Know - STD X - Physics - 2022-23 PDFDocument23 pagesMust Know - STD X - Physics - 2022-23 PDFITOS World100% (1)
- Magnetic CompassDocument11 pagesMagnetic CompassLohrasp Suraliwala100% (1)
- A Place of My Own: The Architecture of DaydreamsFrom EverandA Place of My Own: The Architecture of DaydreamsRating: 4 out of 5 stars4/5 (241)
- An Architect's Guide to Construction: Tales from the Trenches Book 1From EverandAn Architect's Guide to Construction: Tales from the Trenches Book 1No ratings yet
- Building Construction Technology: A Useful Guide - Part 1From EverandBuilding Construction Technology: A Useful Guide - Part 1Rating: 4 out of 5 stars4/5 (3)
- Building Construction Technology: A Useful Guide - Part 2From EverandBuilding Construction Technology: A Useful Guide - Part 2Rating: 5 out of 5 stars5/5 (1)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Civil Engineer's Handbook of Professional PracticeFrom EverandCivil Engineer's Handbook of Professional PracticeRating: 4.5 out of 5 stars4.5/5 (2)
- The Complete Guide to Alternative Home Building Materials & Methods: Including Sod, Compressed Earth, Plaster, Straw, Beer Cans, Bottles, Cordwood, and Many Other Low Cost MaterialsFrom EverandThe Complete Guide to Alternative Home Building Materials & Methods: Including Sod, Compressed Earth, Plaster, Straw, Beer Cans, Bottles, Cordwood, and Many Other Low Cost MaterialsRating: 4.5 out of 5 stars4.5/5 (6)