Basic Points:
Oxidation Limit : Each material has its own Oxidation limit after which it
starts scaling.
Stainless Steel has is better than CSEF steels but it still not used in the
Super Critical Boilers because it has poor thermal Conductivity and Cost is
also high. For boiler grade materials thermal conductivity should be high.
Also Stainless Steel has poor resistance to thermal expansion as compared
to CSEF steels. So the material might get affected very soon.
Thermal conductivity in inversely proportional to thermal expansion.
For P91, Both 9015 and 9018-B9 can be used for welding but 9015 cannot
be used in all position whereas 9018-B9 can be used in all positions for
welding.
For Gr91/92, materials whose p number is lower than or equal to 4 should
be avoided.
Residua Stress in only in the Weld Metal and not in the Base Metal.
If the impact of raw material is lower than Final fabricated structure then
the component is subjected to improper heat treatment.
Creep Resistant material service temperature should be 454C.
For a Supercritical boiler, Drum is replaced by Separator.
Separator has a service temperature of 372C. For this service temperature
Alstom is using G91 (22mm) while Hubin China is using Gr 22. (80 mm).
This is solely because of the manufacturers policy. Since using Gr91 will
lower the thickness and hence weight of the component and size also
reduces. Also manufacturability as compared to Gr22 is easy.
Soaking Time: Soaking Time is given for the material to undergo uniform
temperature. Basically during tempering, the carbides have to be
dissolved in the matrix. This transformation requires time. Thus soaking
time is always given.
For Stainless Steel, PWTH or preheating is not required this is because
austenite is formed at room temperature. But because of Strain and Grain
Resizing Solution HT is given.
Sensitization: This is a very important and Deletorius effect in this Cr gets
converted to Carbides. Thus CrC are formed along the grain boundary in
the temperature range of 420 -870 C which are then susceptible to
intergranular corrosion. Thus we quench immediately to pass this
range.Several methods have been used to control or minimize the
intergranular corrosion of susceptible alloys like a high-temperature
solution heat treatment, commonly termed solution-annealing, quenchannealing or solution-quenching, has been used. The alloy is heated to a
temperature of about 1,060 to 1,120C and then water quenched. This
method is generally unsuitable for treating large assemblies, and also
ineffective where welding is subsequently used for making repairs or for
attaching other structures. Another control technique for preventing
intergranular corrosion involves incorporating strong carbide formers or
stabilizing elements such as niobium or titanium in the stainless steels.
Such elements have a much greater affinity for carbon than does
chromium; carbide formation with these elements reduces the carbon
available in the alloy for formation of chromium carbides. Such a stabilized
titanium-bearing austenitic chromium-nickel-copper stainless steel is
shown in U.S. Pat. No. 3,562,781. Or the stainless steel may initially be
reduced in carbon content below 0.03 percent so that insufficient carbon is
provided for carbide formation. These techniques are expensive and only
partially effective since sensitization may occur with time. The low-carbon
steels also frequently exhibit lower strengths at high temperatures
PFI : Pipe Fabrication Institute: This is a standard which comprises of
practices followed by great companies.
Before HT to Grade 91 materials, Impact Loading and Moisture are the 2
enemies and should be properly taken care of. Moisture leads to hydrogen
Embrittlement and Stress Corrosion Cracking.
Stress + Corrosion = Cracking, thus Heat Treatment is prescribed
immediately.
Any kind of wet testing is not recommended is not recommended
on Gr91 before HT.
Hot Correction is allowed only after tempering. This hot correction is also
not to exceed above AC1 temperature. Suppose there is some mistake in
tempering and the temperature rises above 850C then Normalizing and
tempering is prescribed.
To verify the Heat Treatment, Insitu microstructure and hardness is tested.
If the hardness is between 181-265 Hv then tempering is proper. Is it is
below 181 then the component has some softer ferrite and it has to go
undergo N&T. Above 265 Hv means the material should be subjected to
tempering again.
Usually lower hardness value are not mentioned. But for Gr 91, it is
mentioned. This is because Tensile Strength is related to hardness, and the
measure of the proper tensile strength which in this case is 80 000psi is
181 Hv. Thus it shud be above that value. All this is because Gr 91
undergoes multiple HT.
Equitop hardness works only for pipes as it works on rebound principle and
not for tubes.
Resistance Heating is not preferred for P/T 91 : The basic principle of
resistance heating is that heating takes place through conductivity. This
conductivity is based on materials thermal conductivity. We know that
thermal conductivity of T91<P22, therefore if the thickness is less than
22mm then Resistance Heating can be used where the I 2R is in the coil
while if the thickness more then Inductance heating can be ued where I 2R
is in the material and not in the coil.
Recrystalliation temperature of Gr91 steels is 705 C. Above hot working,
below cold working.
Tempering for Grade 91:
When fabricating Grade 91/92 components, various heat treatments may be
needed, if not performed properly they can result in significant serviceability
concerns like Improper normalizing, Inter critical heating, Over tempering, Under
tempering. Both Normalizing & tempering is required in the shop if the
post weld heat treatment has exceeded the lower critical temperature.
Due to such problems furnace uniformity is required and control over the
temperature is very important resulting in more than one T/C!
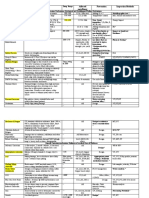
Problems during Tempering:
Temperatures too low
Inadequate time
Slow cooling from normalizing
Heating above A1
Slow cool low hardness (<180
HV)
Overtemper
Under Tempering
Good Hardness, poor creep strength
Incomplete solutionization of carbides
Soft ferrite structure
Very poor creep strength
Quick cool(Refer Fig) increase in hardness
Un tempered martensite
May not detect
Ferrite structure
Poor creep strength in either case
Potential low hardness starting material
Multiple PWHT required for complex
components
Low creep strength if hardness too low
The hardness will not be reduced sufficiently
increasing risk of brittle fracture and stress
corrosion cracking.
The creep strength of the material will not be
fully developed.
Till the heat treatment of Normalizing and tempering is completed, the
components shall be free from any of the following.
Impact loads
Spot thermal loads (spot heating)
Shall not come in contact with moisture(like water or lubricants
used for UT or hardness).
No hardness testing which provides indenter load.
No welding shall be carried out
It shall not exceed the hardness limits of the base material specification (181Hv
-265Hv). If the hardness observed is above than the base material specification,
it shall be re-tempered to bring down the hardness within the acceptable limit. If
the hardness observed is below than the base material specification, it shall be
re-normalized and re-tempered to bring down the hardness within the acceptable
limit.
You might also like
- Heat treatment SS clad CS to prevent sensitisationDocument3 pagesHeat treatment SS clad CS to prevent sensitisationarifhonNo ratings yet
- Zero Defect in P91-Report-2005Document20 pagesZero Defect in P91-Report-2005sbmmla100% (1)
- Temper Embrittlement - J and X FactorDocument2 pagesTemper Embrittlement - J and X Factorgovimano100% (2)
- S275JR PDFDocument1 pageS275JR PDFEmrahCayboylu100% (1)
- Data Sheet Material 2.4819Document3 pagesData Sheet Material 2.4819BoberNo ratings yet
- Steels For Cryogenic and Low-Temperature Service - KEY To METALS ArticleDocument3 pagesSteels For Cryogenic and Low-Temperature Service - KEY To METALS Articlekumarpankaj030No ratings yet
- Api 571 CorrosionDocument5 pagesApi 571 CorrosionArun GuptaNo ratings yet
- Material Grades ChartDocument2 pagesMaterial Grades ChartShanmuga NavaneethanNo ratings yet
- EGW Welding Wire Guide for 490MPa SteelDocument2 pagesEGW Welding Wire Guide for 490MPa SteelpratishgnairNo ratings yet
- CHAPTER-16 Welding Consumable....Document9 pagesCHAPTER-16 Welding Consumable....shahid khanNo ratings yet
- Er 100 S 1Document1 pageEr 100 S 1Oliver Quezada Inostroza100% (1)
- BohlerThyssen PDFDocument386 pagesBohlerThyssen PDFElMacheteDelHuesoNo ratings yet
- HeadDocument1 pageHeadabdulloh_99No ratings yet
- BA GRaville - 1973 Cooling Rates and HAZ Hardness in Carbon SteelsDocument9 pagesBA GRaville - 1973 Cooling Rates and HAZ Hardness in Carbon SteelsBhavana ValetiNo ratings yet
- Effect of Heat Input On Microstructure of Weld by Using 308L As Filler Metal and 304L As Base MetalDocument8 pagesEffect of Heat Input On Microstructure of Weld by Using 308L As Filler Metal and 304L As Base Metalshrikant tambeNo ratings yet
- 253 MA Austenitic - High - Temperature - Grades - Datasheet PDFDocument12 pages253 MA Austenitic - High - Temperature - Grades - Datasheet PDFAbdulNo ratings yet
- Welding AISI 4130 PDFDocument5 pagesWelding AISI 4130 PDFDarioNo ratings yet
- UNS R30006 Steel GradesDocument3 pagesUNS R30006 Steel GradesRatnakar PatilNo ratings yet
- ASME Pressure Vessel JointDocument5 pagesASME Pressure Vessel JointRodrigo CarneiroNo ratings yet
- 625 Characterization of Microstructures in Inconel 625 Using X-RAY PDFDocument5 pages625 Characterization of Microstructures in Inconel 625 Using X-RAY PDFKara WhiteNo ratings yet
- All Materials DocumentsDocument1 pageAll Materials DocumentsHarnish BariaNo ratings yet
- 1.4301 Austenite Stainless SteelDocument3 pages1.4301 Austenite Stainless SteelSM Waqas ImamNo ratings yet
- Electrode Selection As Per Base Metal With Preheat, Postheat and Hardness DetailsDocument1 pageElectrode Selection As Per Base Metal With Preheat, Postheat and Hardness DetailsJlkKumar100% (1)
- 1 SS PP 005Document18 pages1 SS PP 005sanketNo ratings yet
- Corrosion Test PiecesDocument23 pagesCorrosion Test PiecesGijoNo ratings yet
- Comparison of Preheat Predictive Methods: N. Yurioka Nippon Steel Corporation, Technical Development Bureau (Japan)Document7 pagesComparison of Preheat Predictive Methods: N. Yurioka Nippon Steel Corporation, Technical Development Bureau (Japan)Erijanio Silva100% (1)
- ASME P-Numbers 1Document2 pagesASME P-Numbers 1SH1961No ratings yet
- Fabrication of Components at Dillinger Huette Heavy FabricationDocument82 pagesFabrication of Components at Dillinger Huette Heavy Fabrication66apenlullenNo ratings yet
- Hydrogen Cracking Causes and PreventionDocument6 pagesHydrogen Cracking Causes and Preventionshahid khanNo ratings yet
- Joint Efficiency TutorialDocument47 pagesJoint Efficiency TutorialJignesh ShahNo ratings yet
- Cordon Off - 4 (00000003)Document1 pageCordon Off - 4 (00000003)Anonymous PlyxbQ3tNo ratings yet
- Highlights On ASME Essential VariablesDocument8 pagesHighlights On ASME Essential VariableschowhkNo ratings yet
- Wps PQRDocument7 pagesWps PQRsobariNo ratings yet
- DSS PQR Requirements for Ferrite, Charpy, HI, PREN, MicrostructureDocument2 pagesDSS PQR Requirements for Ferrite, Charpy, HI, PREN, MicrostructureANIL PLAMOOTTILNo ratings yet
- WPS List For Piping: (Asme Section Ix)Document2 pagesWPS List For Piping: (Asme Section Ix)Ali MoosaviNo ratings yet
- Alloy Guide PDFDocument12 pagesAlloy Guide PDFArjed Ali ShaikhNo ratings yet
- Heat Treatment of SteelsDocument9 pagesHeat Treatment of SteelsEhsan KhanNo ratings yet
- Duplex Ss Welding PDF FreeDocument8 pagesDuplex Ss Welding PDF Freeel_sharkawy2011No ratings yet
- Inspection of The Hot Dipped Galvanizing ProcessDocument5 pagesInspection of The Hot Dipped Galvanizing ProcessIrinaNo ratings yet
- Alloy 6moDocument2 pagesAlloy 6moqshaath100% (1)
- RT Acceptance Criteria All CodeDocument1 pageRT Acceptance Criteria All Codemukhlis mirghaniNo ratings yet
- 6-12-0002 Rev 8 Supplementary Specification For Carbon Steel VesselsDocument7 pages6-12-0002 Rev 8 Supplementary Specification For Carbon Steel Vesselsravi2007No ratings yet
- Duplex Stainless Steel - Part 2 - TWIDocument6 pagesDuplex Stainless Steel - Part 2 - TWItuanNo ratings yet
- Heat Treatment ProcessDocument31 pagesHeat Treatment ProcessAbhishek IndalkarNo ratings yet
- Drawing B BS 499 Part. 2Document10 pagesDrawing B BS 499 Part. 2محمد اظهرNo ratings yet
- KubotaDocument12 pagesKubotaFebri Ramdani NugrahaNo ratings yet
- WPS FormatDocument7 pagesWPS FormatPradip SalunkheNo ratings yet
- PWHTDocument57 pagesPWHTssNo ratings yet
- PWHT Exempt - PWHT Not RequiredDocument12 pagesPWHT Exempt - PWHT Not RequiredShanmuga NavaneethanNo ratings yet
- Werkstoff 1.5217 (20MnV6)Document2 pagesWerkstoff 1.5217 (20MnV6)alextentwentyNo ratings yet
- WPS PQR-06Document9 pagesWPS PQR-06Ranjan KumarNo ratings yet
- Tubular Heat ExchangerDocument4 pagesTubular Heat Exchangerprashant_dc_inNo ratings yet
- Astm A 450Document10 pagesAstm A 450Telmo VianaNo ratings yet
- Mechanical Engineering Questions on Welding Standards and ProcessesDocument5 pagesMechanical Engineering Questions on Welding Standards and ProcessesEhab Harb100% (1)
- Controlling Hydrogen-Induced Cracking: Entering The Weld PoolDocument3 pagesControlling Hydrogen-Induced Cracking: Entering The Weld PoolHoangNo ratings yet
- Welding of P91Document37 pagesWelding of P91Shyam Sundar GayenNo ratings yet
- WPS 316 L PDFDocument4 pagesWPS 316 L PDFIrinaNo ratings yet
- Eff - Consumables On HICDocument12 pagesEff - Consumables On HICAsad Bin Ala QatariNo ratings yet
- Alloying ElementsDocument2 pagesAlloying ElementsSrinivasan RaviNo ratings yet
- SECRETS TO USING ASME SECTION IXDocument4 pagesSECRETS TO USING ASME SECTION IXAsad Bin Ala Qatari0% (1)
- CR Mo Steels HistoryDocument20 pagesCR Mo Steels HistoryAsad Bin Ala QatariNo ratings yet
- CR Mo Issues of Concern 6Document33 pagesCR Mo Issues of Concern 6Asad Bin Ala Qatari100% (1)
- Consumables For HSSDocument5 pagesConsumables For HSSAsad Bin Ala QatariNo ratings yet
- Normalization and Temper Heat Treatment On P91Document6 pagesNormalization and Temper Heat Treatment On P91Asad Bin Ala Qatari100% (2)
- Fabrication Aspects of Cold / Hot Forming of Tubes and PipesDocument32 pagesFabrication Aspects of Cold / Hot Forming of Tubes and PipesAsad Bin Ala QatariNo ratings yet
- Need of P91Document26 pagesNeed of P91Asad Bin Ala Qatari100% (3)
- Fabrication Aspects of Cold / Hot Forming of Tubes and PipesDocument32 pagesFabrication Aspects of Cold / Hot Forming of Tubes and PipesAsad Bin Ala QatariNo ratings yet
- CR Mo by Gross PDFDocument26 pagesCR Mo by Gross PDFAsad Bin Ala QatariNo ratings yet
- CR Mo Temper EmbrittlementDocument26 pagesCR Mo Temper EmbrittlementAsad Bin Ala QatariNo ratings yet
- Welding and Inspection of PipingDocument20 pagesWelding and Inspection of PipingMohammed Najim89% (9)
- 9Cr-Mo C&FDocument90 pages9Cr-Mo C&FAsad Bin Ala QatariNo ratings yet
- CorrectivePreventive Action-Report On T91Document3 pagesCorrectivePreventive Action-Report On T91E.C.MADHUDUDHANA REDDYNo ratings yet
- Heat ExchangerDocument51 pagesHeat ExchangerJignesh PandyaNo ratings yet
- Chrome Moly ForewordDocument2 pagesChrome Moly ForewordAsad Bin Ala QatariNo ratings yet
- Welding PositionsDocument116 pagesWelding PositionsASAPASAPASAPNo ratings yet
- Zinc Silicate PrimersDocument9 pagesZinc Silicate PrimersminhnnNo ratings yet
- Norsok L-004-CR Ror OgDocument29 pagesNorsok L-004-CR Ror OgWissam Jarmak100% (2)
- U (1) .G Piping ProtectionDocument5 pagesU (1) .G Piping ProtectionAsad Bin Ala QatariNo ratings yet
- The Business of ParadigmsDocument1 pageThe Business of ParadigmsAsad Bin Ala QatariNo ratings yet
- PD BasisDocument2 pagesPD BasisAsad Bin Ala QatariNo ratings yet
- Shope Inspection Guidelines - 2009Document292 pagesShope Inspection Guidelines - 2009Asad Bin Ala QatariNo ratings yet
- Hempel Book Marine PDFDocument336 pagesHempel Book Marine PDFAsad Bin Ala Qatari100% (2)
- Inspection of Double Tube Sheet Exch - Presentation1Document37 pagesInspection of Double Tube Sheet Exch - Presentation1Asad Bin Ala QatariNo ratings yet
- Polysiloxane CoatingsDocument8 pagesPolysiloxane CoatingsminhnnNo ratings yet
- 2 - Niro Standard 1.61Document6 pages2 - Niro Standard 1.61Jignesh PandyaNo ratings yet
- Niro Sanitary Code For Components DesignDocument10 pagesNiro Sanitary Code For Components DesignJignesh PandyaNo ratings yet
- 4340Document1 page4340ralishNo ratings yet
- K2 Materials ReqDocument71 pagesK2 Materials ReqPoetra PangestuNo ratings yet
- Structural SteelsDocument1 pageStructural SteelsrjueiNo ratings yet
- 16NC6Document2 pages16NC6stabytronNo ratings yet
- ISO 15156-3 2020 - Technical Circular 1 2021-12-09Document12 pagesISO 15156-3 2020 - Technical Circular 1 2021-12-09rlodovichiNo ratings yet
- AISI 1018 Mild Low Carbon Steel PDFDocument3 pagesAISI 1018 Mild Low Carbon Steel PDFHardikNo ratings yet
- Emm Heat Treatment Process QuizDocument3 pagesEmm Heat Treatment Process QuizNarinder Kumar67% (6)
- TMT BAR MANUFACTURINGDocument44 pagesTMT BAR MANUFACTURINGShilpa Singhal100% (2)
- 4330 & 4430Document28 pages4330 & 4430sunsirNo ratings yet
- Materials Examination of Italian 155mm Gun TubesDocument46 pagesMaterials Examination of Italian 155mm Gun TubesBlue BetaNo ratings yet
- 21.5 Alloys and Other Metal PropertiesDocument6 pages21.5 Alloys and Other Metal PropertiesSamNo ratings yet
- Bisalloy Armour AussieMade BrochureDocument16 pagesBisalloy Armour AussieMade Brochureasprclms durgapurNo ratings yet
- 42 CR Mo 4Document4 pages42 CR Mo 4eduardomanar1224No ratings yet
- Himpunan Contoh Soalan Exam Soalan Ujian SN BHNDocument50 pagesHimpunan Contoh Soalan Exam Soalan Ujian SN BHNNur Atikah100% (1)
- Technological Challenges in Manufacturing of Heavy Reactors Using New Generation 2.25Cr-1Mo-0.25V SteelDocument10 pagesTechnological Challenges in Manufacturing of Heavy Reactors Using New Generation 2.25Cr-1Mo-0.25V Steelgovimano100% (1)
- Arame MetalizaçãoDocument5 pagesArame MetalizaçãoJarbas MoraesNo ratings yet
- EnDOtec Welding Cored WireDocument12 pagesEnDOtec Welding Cored WirecriuvosNo ratings yet
- Standard Specification - Eil PDFDocument51 pagesStandard Specification - Eil PDFASHISH GORDENo ratings yet
- Aluminium 5083Document2 pagesAluminium 5083Septiana WibowoNo ratings yet
- B99B99M-11 Standard Specification For Copper-Silicon Alloy Wire For General ApplicationsDocument3 pagesB99B99M-11 Standard Specification For Copper-Silicon Alloy Wire For General ApplicationsislamakthamNo ratings yet
- Absorption and Diffusion of Hydrogen in SteelsDocument12 pagesAbsorption and Diffusion of Hydrogen in SteelsadipanNo ratings yet
- Steel Design: By: Engr. John Paul O. Santos, SO2Document16 pagesSteel Design: By: Engr. John Paul O. Santos, SO2jomarie apolinarioNo ratings yet
- Cast IronsDocument34 pagesCast IronsAbdallah MansourNo ratings yet
- Terminologies Ques&AnsDocument1,577 pagesTerminologies Ques&AnsShanei Gwen Trinity ConsolacionNo ratings yet
- IronDocument78 pagesIronumairNo ratings yet
- Sae Arp823e-2007Document4 pagesSae Arp823e-2007aleeimeranNo ratings yet
- Effect of Alloying Elements On Steel PropertiesDocument5 pagesEffect of Alloying Elements On Steel PropertiesgovimanoNo ratings yet
- Forgings, Carbon and Alloy Steel, For Railway UseDocument6 pagesForgings, Carbon and Alloy Steel, For Railway UseRamesh MarimuthuNo ratings yet
- Final SS Specification 18 12 2020Document10 pagesFinal SS Specification 18 12 2020Amit NG AmitNo ratings yet
- Nonferrous Alloys: Revised: September 1983 Author: Kevin Brown AiwtDocument32 pagesNonferrous Alloys: Revised: September 1983 Author: Kevin Brown Aiwt孙俊磊No ratings yet