You might also like
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Technical Manual - The Blacksmith and the Welder - June 16, 1941From EverandTechnical Manual - The Blacksmith and the Welder - June 16, 1941No ratings yet
- Delta Model 31-080 1" Belt Sander ManualDocument12 pagesDelta Model 31-080 1" Belt Sander ManualRobert Steven Ciaccio0% (1)
- Barco: Tools CatalogDocument30 pagesBarco: Tools Catalogeternal_harpyNo ratings yet
- Age of Lincoln WeldersDocument6 pagesAge of Lincoln Weldersb0beiiiNo ratings yet
- Safety in Welding, Cutting and Allied Processes, © CSADocument14 pagesSafety in Welding, Cutting and Allied Processes, © CSAkakaNo ratings yet
- How To Weld - TIG WeldingDocument14 pagesHow To Weld - TIG Weldingjumpupdnbdj100% (1)
- DIYMetalBrake 1Document4 pagesDIYMetalBrake 14U6ogj8b9snylkslkn3nNo ratings yet
- How To Weld Aluminium For DummyDocument9 pagesHow To Weld Aluminium For DummyIsmail Mohd FadhlanNo ratings yet
- Navy Welding ManualDocument194 pagesNavy Welding Manualeugenemic100% (1)
- Book 5 Pipe Bending MachineDocument27 pagesBook 5 Pipe Bending Machinemarandan85No ratings yet
- Ceramic ForgeDocument8 pagesCeramic ForgeMarius DanilaNo ratings yet
- Indestructible Corner Clamp (Jig) For Welding ProjectsDocument1 pageIndestructible Corner Clamp (Jig) For Welding ProjectsTomas Tom MlNo ratings yet
- Brazing and SolderingDocument18 pagesBrazing and SolderingbendutsNo ratings yet
- TIG Welding Tips for Aluminum and SteelDocument5 pagesTIG Welding Tips for Aluminum and SteelKentDemeterioNo ratings yet
- Craftsman CompressorDocument8 pagesCraftsman CompressorhorseriderintexasNo ratings yet
- Aluminum Welding GuideDocument8 pagesAluminum Welding Guideharish3742No ratings yet
- Cheap Welding For PunksDocument13 pagesCheap Welding For PunksLa HartmanNo ratings yet
- Electrolysis Cleaning MethodDocument15 pagesElectrolysis Cleaning Methodtrillium_oneNo ratings yet
- MculonDocument8 pagesMculoneu1mister6002No ratings yet
- Bender MB 105Document14 pagesBender MB 105EdSoloNo ratings yet
- Craftsman 6-Inch Lathe ManualDocument8 pagesCraftsman 6-Inch Lathe ManualfarfromfreedNo ratings yet
- Carburetor Repair Kit PDFDocument15 pagesCarburetor Repair Kit PDFGoran MojsilovicNo ratings yet
- Sharpening SystemDocument17 pagesSharpening Systemmarius_danila8736No ratings yet
- (Metalworking) Welding and MachiningDocument1,767 pages(Metalworking) Welding and MachiningEugeneNo ratings yet
- Sharpening Drill BitsDocument12 pagesSharpening Drill Bitsaabb_1my3724100% (2)
- How To Make A BBQ BurnerDocument14 pagesHow To Make A BBQ Burnerfoobar100% (1)
- Suitcase X-Treme 12VS Spec SheetDocument4 pagesSuitcase X-Treme 12VS Spec SheetQC NJBNo ratings yet
- True Up That Worn Lathe Chuck:, WFTHDocument1 pageTrue Up That Worn Lathe Chuck:, WFTHjsmith3455No ratings yet
- Operator'S Manual Manuel de L'Utilisateur Manual Del OperadorDocument25 pagesOperator'S Manual Manuel de L'Utilisateur Manual Del OperadorSergio LopezNo ratings yet
- Cold Setting The Valves On A 1953 Dodge M37 Power WagonDocument2 pagesCold Setting The Valves On A 1953 Dodge M37 Power Wagoncriag100% (1)
- Crucible Size and Surounding Space Size For Furnace - Home Model Engine MachinistDocument4 pagesCrucible Size and Surounding Space Size For Furnace - Home Model Engine MachinistKhin Aung ShweNo ratings yet
- Bike Engine PartsDocument10 pagesBike Engine PartsKomarac DzemilNo ratings yet
- Rochester 4GC Carb Rebuild GuideDocument8 pagesRochester 4GC Carb Rebuild GuideBjörn RydholmNo ratings yet
- Install Prefinished Hardwood Flooring: The Quick Way ToDocument6 pagesInstall Prefinished Hardwood Flooring: The Quick Way Tok1l2d3No ratings yet
- Weider Pro 3200 User's ManualDocument34 pagesWeider Pro 3200 User's Manualalley_almonds0% (1)
- Mendocino Motor Control ApproachesDocument6 pagesMendocino Motor Control ApproachesAngélica María CastrillónNo ratings yet
- Tecumseh V-Twin Engines Service InformationDocument64 pagesTecumseh V-Twin Engines Service InformationbaylorguyNo ratings yet
- Operating: Maintenance ManualDocument18 pagesOperating: Maintenance ManualAnonymous reYe6iCCNo ratings yet
- Miller TIG HandbookDocument20 pagesMiller TIG Handbookquiron2010No ratings yet
- The Pencil Drone: Technology Workshop Living Food Play OutsideDocument7 pagesThe Pencil Drone: Technology Workshop Living Food Play OutsideghantaNo ratings yet
- How To Build A Potato CannonDocument16 pagesHow To Build A Potato CannonFknw bdNo ratings yet
- Bolens BL100 User ManualDocument23 pagesBolens BL100 User ManualWilliam.Parris3256No ratings yet
- WELD-PAK 3200HD: Operators ManualDocument48 pagesWELD-PAK 3200HD: Operators ManualTriple SawyerNo ratings yet
- Mini High BankerDocument5 pagesMini High Bankercorbu_georgeNo ratings yet
- Manual L.E. 225Document28 pagesManual L.E. 225rurouni7No ratings yet
- Common Specifications For Briggs & Stratton Vanguard Ohv V-Twin Cylinder Engine ModelsDocument2 pagesCommon Specifications For Briggs & Stratton Vanguard Ohv V-Twin Cylinder Engine Modelsvulpinor50% (2)
- The Art of Centered Eye BendingDocument29 pagesThe Art of Centered Eye BendingKhin Aung Shwe100% (1)
- McCulloch Late ModelsDocument10 pagesMcCulloch Late Modelsbell8388No ratings yet
- Abner Doble PapersDocument13 pagesAbner Doble PapersAlvaro HiginoNo ratings yet
- Sears To Tecumseh NumbersDocument55 pagesSears To Tecumseh NumbersJedediah HugilgameshNo ratings yet
- Cb750 Service 2Document136 pagesCb750 Service 2gabimaier31No ratings yet
- Torch in the Dark: One Woman's JourneyFrom EverandTorch in the Dark: One Woman's JourneyRating: 5 out of 5 stars5/5 (1)
- Specification Manual For Models 2010, 2300, 4010, 4011, 4150, 4160, 4165, 4175, and 4500Document8 pagesSpecification Manual For Models 2010, 2300, 4010, 4011, 4150, 4160, 4165, 4175, and 4500wolfbrotherhood100% (1)
- Mill Keyways On LatheDocument1 pageMill Keyways On LatheJim100% (3)
- Welding For ReferenceDocument159 pagesWelding For ReferenceRomoex R RockNo ratings yet
- Differential Pressure Switches For Gas, Air, Flue and Exhaust Gases GGW A4 GGW A4-U GGW A4/2 GGW A4-U/2Document6 pagesDifferential Pressure Switches For Gas, Air, Flue and Exhaust Gases GGW A4 GGW A4-U GGW A4/2 GGW A4-U/2chao wangNo ratings yet
- Arc Model PDFDocument67 pagesArc Model PDFdankorankoNo ratings yet
- Tesla Hairpin Circuit Radiant Energy DiscoveryDocument3 pagesTesla Hairpin Circuit Radiant Energy DiscoveryShane Halaska0% (1)
- Lab 2 - Transistor BiasDocument12 pagesLab 2 - Transistor Biascrackintheshat100% (1)
- Tài liệu bộ chỉnh lực căng (Tension Controller Mitsubishi) LE-40MTA-EDocument54 pagesTài liệu bộ chỉnh lực căng (Tension Controller Mitsubishi) LE-40MTA-ENguyễn Văn Dũng50% (2)
- Voltage Dividers and Current DividersDocument24 pagesVoltage Dividers and Current DividersRon RexNo ratings yet
- Cisco Power Calculator ASR9010Document2 pagesCisco Power Calculator ASR9010Carlos Hoyos RosembluthNo ratings yet
- Data SheetDocument10 pagesData SheetmarsoneduardoNo ratings yet
- 49E Hall Sensor SpecsDocument4 pages49E Hall Sensor Specsjoselito1juniorNo ratings yet
- A3 PlanDocument3 pagesA3 PlanAlvinMaghirangNo ratings yet
- Seminar, Workshop, ConferenceDocument30 pagesSeminar, Workshop, ConferenceMutharasu SNo ratings yet
- SanysccDocument91 pagesSanysccAlejandro ZuñigaNo ratings yet
- K193 - Smart SLA Battery ChargerDocument3 pagesK193 - Smart SLA Battery ChargerdewasuryantoNo ratings yet
- II BTECH - I SEM - ECE - EDC - THEORY & QUIZ QUESTIONS - MID 2 - Students PDFDocument19 pagesII BTECH - I SEM - ECE - EDC - THEORY & QUIZ QUESTIONS - MID 2 - Students PDFK SrinuNo ratings yet
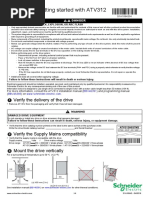
- Getting Started With ATV312: Verify The Delivery of The DriveDocument4 pagesGetting Started With ATV312: Verify The Delivery of The Driveteguh perkasaNo ratings yet
- Top Module / Module DPLL (SignalIn, SignalOutDocument10 pagesTop Module / Module DPLL (SignalIn, SignalOutbigjimmNo ratings yet
- Chapter 10-13Document104 pagesChapter 10-13Sourov ChandarNo ratings yet
- Science Course Outline: Grade 2: Be Friend With NatureDocument30 pagesScience Course Outline: Grade 2: Be Friend With NaturePuput Maharani100% (1)
- Sw4548e PDFDocument152 pagesSw4548e PDFGA16DET100% (1)
- KTI20Document888 pagesKTI20NunoNo ratings yet
- IEC Type Test Report Report No. EU1164-HR-00.05 Polymer Distribution 5 Ka Class ArrestersDocument44 pagesIEC Type Test Report Report No. EU1164-HR-00.05 Polymer Distribution 5 Ka Class ArrestersRamchandra shresthaNo ratings yet
- SPB Power Supply Fuente de Poder Sistema Contra IncendiosDocument4 pagesSPB Power Supply Fuente de Poder Sistema Contra IncendiosEduard MachadoNo ratings yet
- Resin-Impregnated Paper (RIP) Condenser Transformer BushingDocument6 pagesResin-Impregnated Paper (RIP) Condenser Transformer BushingDHANASEKARAN NNo ratings yet
- Applications FeaturesDocument12 pagesApplications FeatureseduardofelisNo ratings yet
- RF FiltersDocument10 pagesRF Filtersec academicNo ratings yet
- Tesla Switch Solar Charger To Debut at Bedini ConferenceDocument8 pagesTesla Switch Solar Charger To Debut at Bedini Conferenceutorrent411No ratings yet
- KZN Physical Science Grade 11 Scope 2023Document6 pagesKZN Physical Science Grade 11 Scope 2023fiercestallionofficialNo ratings yet
- EE 741-Power Quality & System ReliabilityDocument21 pagesEE 741-Power Quality & System ReliabilityAndrey LopesNo ratings yet
- Electric 120H 5FM PDFDocument2 pagesElectric 120H 5FM PDFrprim100% (2)
- Analog I/o ModuleDocument20 pagesAnalog I/o Modulecamus1125No ratings yet