Professional Documents
Culture Documents
غاز و بتروكيماويات خريف 2013
Uploaded by
Anonymous epd9bzM0 ratings0% found this document useful (0 votes)
14 views63 pagesغاز و بتروكيماويات خريف
Copyright
© © All Rights Reserved
Available Formats
PDF or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this Documentغاز و بتروكيماويات خريف
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
0 ratings0% found this document useful (0 votes)
14 views63 pagesغاز و بتروكيماويات خريف 2013
Uploaded by
Anonymous epd9bzMغاز و بتروكيماويات خريف
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
You are on page 1of 63
SLL ta)
Cal slays 5 yall jell qaliy
Ved ci 5) acai
Alexandria University
Faculty of Engineering
Gas & Petrochemicals Engineering (GPE)
Heat Operations
Final Exam —fall 2013-2014 Time Allowed: 2 hr.
Answer the Following Questions:
Question #1
‘A sugar solution (p = 1080 kg/m’, ky= 0.5764 W/mK, 1 = 1.3 x10° N.s/m”, C, = 3601 J/kg. K),
flows at a rate of 60,000 kg/h and is to be heated from 25 °C to Tco’C. Water at 95 °C is
available at a flow rate of 75,000 kg/h. It is proposed to use a 305 mm -ID, 1-2 shell and tube
heat exchanger containing 19.1 mm OD, 16 BWG tubes, 1 m long and laid out on a 25.4 mm
square pitch. The exchanger contains three baffles spaced evenly. Route the sugar solution
through the tubes and the water through the shell, For this Heat Exchanger, determine the
followings:
. The heat transfer coefficient for tube side (h,)
. The heat transfer coefficient for shell side (ho)
. The overall heat transfer coefficient (Us).
|. The outlet temperatures for both sugar solution and water
.. The friction factor for both shell and tube sides
. The pressure drop for both shell and tube sides
. Comment on the obtained results.
lotes:
Assuming that the properties of water is evaluated at 85°C
‘The fouling factor for water side is 0.0002 m°.K/W
Neglect the fouling factor for sugar solution side
Smooth tubes are used in the Heat exchanger
Pr=via, a=ky(pC,
Question
1. A balanced double pipe heat exchanger is one in which the capacitance for both fluids
are equal; mCp= myCpx, how is the effectiveness, , affected? Show that the
effectiveness for balanced heat exchanger in parallel flow is:
e= 1/2 [L-exp (2NTU)]
and for counter flow is ¢= 0
. Measured inlet and outlet temperatures of the fluids flowing through a heat exchanger
are:
Thi =80 °C, Tyo =60°C, Tei =40°C, To =50'
© Which fluid has higher capacitance?
* Calculate the effectiveness.
* Ifthe heat exchanger is1-4 shell and tube heat exchanger, calculate the number of
transfer units (NTU) and the logarithmic mean temperature difference, ATm. Route
the hot fluid through the tubes and the cold fluid through the shell.
3. What is the different types of baffles and its functions in shell and tube heat exchanger
vx ie k ax 10°
Gry Wim x K) (itis)
‘Water
1.795 0.558 0.132
0.995 0.597 0.143
0.663 0.633 0.153
0.480 0.658 0.160
0362 0.673 0.165
0.290 0.682 0.169
0.161 0.665 om
0.129 0.564 0.139
Hy iN dat
Assy as
Remedial abl gah
Alexandria University
Faculty of Engineering
Specialized Scientific Programs
Final exam, 2013
Process Dynamics and Control [GPE 252] Time Allowed: 120 Minutes.
Course Instructor: Prof. Dr. Yehia El Tawil
Answer the following questions.
Question 1: (10 points)
(a) Sketch a measuring element (for any variable) and show how it is used in process
control.
(b) Sketeh an air-to-close control valve.
Question 2: (10 points)
What is meant by transportation lag? What is the transfer function of this lag?
Question 3: (10 points)
For the control loop shown in Fig. 1, what is the value of Ke for stable operation?
ne i 2
— K en (2s**6s+1) c
7
wa
Loop of question 3,
1 of2
id hod tt oe oo ee oe ee ee ee ee ee ee Re ed ed
Question 4: (20 points)
A liquid level system is being controlled by a proportional controller. The set point of the
controller is changed by a step change equal to two. Given the following information,
determine the new steady-state value for the liquid level inside the tank.
HINT: Sketch the block diagram for the control process at first.
Proportional
contealler
Set point. 5
valve
Water
* For proportional controller (K,) = 1.5.
For valve, transfer function G,=1.
measuring * For measuring element, transfer function
element
iquid level in the tank,
gz 8 (ny.
qo and qj: flow rate in ft’/min
hi: height of liquid in tank in ft
A: area of tank 3
Original steady state qo.= 24 ft'/min
© Change in set point R=2.
© pisconstant.
20f2
‘Alexandria University a Ayal dea
Faculty of Engineering 1 Aaasigl A
Specialized Scientific Programs ay Aranadial Xyaletl gal lh
January 2014 2014 Ay
‘GPE 301 2 Au jb elas
Physical Chemistry 1
FINAL Exam. A120: Hil
1)
The oxidation of S02 to SOs is catalyzed by NOz. The reaction proceeds as
follows:
NO2(g) + SO2(g) NO(g) + SOs (g)
2NO(g) + Ong) - + 2NOx(g)
a~ Write the overall reaction which represents the oxidation of SO2 by O2 to
give SOs.
b+ Why do we consider NO a catalyst and not an intermediate.
ce Is this an example of homogeneous or heterogeneous catalysis.
(6 Marks )
m
a- Calculate the pH of q solution containing 0.075 M nitrous acid
(HNO: Ky= 4.5 x10“) and 0.11 M potassium nitrite (KNO: ).
b-How many grams of sodium lactate ( NaCsHsOs ) should be added to
1.0L of 0.14 M lactic acid ( HC3Hs03 ) to form a buffer solution of
ma
pH 4.02 (Ky = 14x10 )
(6 Marks )
1m)
a. Itis found that 1.1.x 10" g of StF, dissolves per 100 mL of aqueous
solution at 25°C, calculate the solubility product constant for StF.
(Sr:87.6, F:19 )
b- Calculate the molar solubility of CaF2 at 25°C in: i) pure water
ii) 0.01MNaF and iii) 0.01M Ca(NOs)2
(Kop for CaF: = 3.9x 10")
(8 Marks )
Iv)
Discuss the effect of each of the following on the solut
compounds: i) pH ii) formation of complex ions
(6 Marks )
P.To-
oe ee ee ee ee oe ee ee ee ee ee ee oe ee oe oe oe ee oe
vy)
The equivalent conductance of 0.06 N acetic acid is 7.5 enf ohm at 25 C.The
equivalent conductance at infinite dilution is 390 cm” ‘ohm . Calculate the
ionization constant of the acid. Calculate the degree of ionization of 0.0}. acetic
acid solution and also the concentration of hydrogen ions in this solution.
(6 Marks )
vp
The normal freezing point of 1-propanol (CsHy0) is - 127C.
a-Is the freezing of 1-propanol an endothermic or exothermic process ?
b- In what temperature range is the freezing of I-propanol a spontaneous process ?
c- Is there any temperature at at which liquid and solid -propanol are in equilibrium?
(6 Marks )
vu)
he normal freezing point of mercury is - 38.9 Cand itsmolar enthalpy of fusion
is 2.29 kI/mol. What is the entropy change of the system when 100 g of Hg(!)
freezes at the normal freezing point.
b- Prove that 4S = nRin V2/V;_ when a gas expands isothermally.
(6 Marks )
vin
Fora particular reaction © H=-32KJ and $= -98 JK. Assume all and @S
do not vary with temperature-
a) at what temperature will the reaction have A G= 0
b) If T is increased from that in part (a), will the reaction be spontaneous or
non- spontaneous ?
(6 Marks )
Alexandria University
Faculty of Engineering
Gas & Petrochemicals Engineering (GPE)
Introduction to Natural Gas
ull 2013-2014 Time Allowed: 2 hi
Answer the Following Question:
Question -1
Complete the following
1, Separators should be designed to perform the following basic functions:
. The presence of water vapor in natural gas can affect long distance transmission due
to the following:
. The injection of methanol at the well head as a hydrate inhibitors can cause several
problems for glycol dehydration plants ; mention these problems
Breese
Question -2
For the natural gas composition given in the following table at pressure 10000 psia and temperature
180 °F:
Component [C [CG [CG [eC [acy [eC [mcs [Co [Ce [MN [CO [mS
‘Mole fraction 0.006 0.003 | 0.008 0.030 | 0.021
MW 16 | 30 | 44 | ss | 38 | 2 | 72 | 86 2 | 44 | 34
» determine:
1, Apparent molecular weight, Mw,
. Specific gravity of the gas,Yg
. Pseudo-critical pressure, Ppe
|. Pseudo critical temperature, Tre
5. Pseudo-reduced pressure, Pp,
Pseudo reduced temperature, Tr
. The viscosity of the gas using the Dempsey relation.
. The compressibility factor ,Z, using Katz-Chart
The density of gas, py
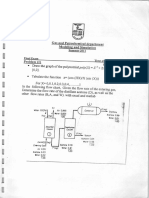
Question
Perform flash calculation under the following separator conditions:
P= 600 Psia
T=200°F
Specific gravity of stock tank oil: 0.9 water =1
Specific gravity of solution gas: 0.70 air = 1
Gas solubility R, = 500 sef/STB
‘Component |G G [re
‘Mole fraction 00239
in eS Sy | Os
MW, 16 44 | 58
In the flash Calculation, Determine:
1. The mole fraction of each component in both liquid and vapor phase (xi & yi )
. The apparent molecular weights of liquid phase (MW,") and vapor phase (MW,").
. The density of vapor phase in Ibp/ft’ if the compressibility factor , Z = 0.958
. Specific gravity of vapor phase if the density of air = 2.567 Ibm/ft?
.. The volume of vapor phase under standard conditions, Vvse in scf. ( Tse =520°R , Pse =
14,7 Psia)
Specific gravity of liquid phase if the density of liquid phase, pu= 47.2 Iby/ft°
‘The volume of liquid phase, V, in f°.
. The Gas /oil Ratio, GOR
Take the number of moles of liquid = 0.1209 per mole of feed,
R= 10.73 psia.ff°Ibmole."R
———————
2
Question -4
Design a glycol contactor for a field dehydration installation to meet the following requirements:
Considered packed type contactor.
Gas flow rate = 10 MMcfl
Gas specific gravity, = 0.7
Operating line pressure = 1000 psia
Maximum working pressure of contactor = 1440 psig
Gas inlet temperature = 100°F
Outlet gas water content = 7 Ibm HO/MMscf
Design criteria: GWR 3 gal TEG/Iby HzO with 99.5 % TEG
calculate the following:
1) Glycol circulation rate
2) The required heat load for the re-boiler used to re-concentrate the glycol
3) The total fire box surface area for the re-boiler
qa = aC: Cy
Qc = (GWR *Cyi*qs.)/24 gal/hr
H,=2000q¢ Btu/hr
Aprebox=H/7000 ft”
= Mune + Hin, * Fico, + Hass
where
Hye =8.188 x 10-6.15 x 10 log(y,)+(1.709 x 10% -2.062 x 10y,)T
(2.19)
My, =19.59 X10 +8.48x10" log(y, yy, (2.20)
Mico, = 16.2410" +9.08 x10" log(y,)¥co, (2.21)
Hin,s =(3.73X107 +8.49 10" logty)Iyx,5
————
as wo St, }=o0 FOP py 4 QP2, tape,
A
HT pg + O5Por * AeDipe + 02 py)
#TE (ag + appr + Q0P2, F QyP3,)
pe Por * 210P pr * SP pe
AT 5 Aig ¥ Oy3Ppr * O44P pr My sPpr)
~2.46211820
a= 297054714
Qq = ~).28626405
43= 0.00805420
a,= 2.80860949
as = -3.49803305
ag = 0.36037302
ay = ~0.01044324
ag = -0-79338568
ay = 139643306
ay = ~0-14914493
@y, = 0.00441016
ay2= 0.08393872
ay3 = ~0.18640885
apg = 0.02033679
dips = -0,00060958
20h
LOL
00" oF
66'0 06
zo 08
96'0 OL
#60 09
£60 og
(10) s0j9e4 voy9e1109, (4.) eimproduios Buperedo
(2264 speaig) s1oyouqu0g
100419 poyowd 40} $10,084 WO]}DeL09 eANyeiodWeL ¢-8 e1qUL,
00'2 |o00't| aos | ove | ozz | oft oF
08'2 |oor't| 069 | ozr | one | 08k 09
ooe'e {ooz't| 008 | oss | ose | 002
02'r |001'z/o00'r| oo | osr | ose. 6
000's |o09'2/002't| ove | 00s | oos 0b
002'9 |000'¢}003't | 000't| 09 | oze sek.
003'8 |000'r| 000'2| o0e't| 008 | a8 out
(000'25 } 000'9 | 00's | 006't 002" | oo ose,
000'r2 |o00'21] 009'9| 08's | 002'e |oor't oer
000'03 Jooo'ezjooo'ss| 092'z| 004'»fooz'za0s't| ose
1000‘01 }000'0s}000'z2000'S1 00s'6 |008's|001‘ejosz't
1000'002|000'0e}o00'9¥000'e2|000'21 0056 003" 000%
sz | ov@ | 002 | o8t | oot | opt | o2t | oF
(4)
(e1sd Z°p4 ‘4. 090 OWHW/O7H Wal) (8564) CUOM,
ue eNEYOH Aq WEYD OY} WO SBUIpPEEY ZE}UOD 408}EM 4-8 O1GEL
Table 8-9 The Required Minimum Helght of Packing of a Packed
Contactor, or the Minimum Number of Trays of a
Trayed Contactor (Sivalls 1977)
Giycol to Water Ratio (gal TEG/Ib,, H,0)
35) 4/45) 5 | 55] 6 | 65
3.24 2.9 | 2.78 | 2.67] 26
3.94 3.55} 3.4 | 3.28
48 | 45 [4.35] 4.2
6.15 | 5.85| 5.6 | 5.4
8.66
Table 8-8 Gas Capacity in MMscfd for Packed Glycol Contactors
based on 0.7 Specific Gravity at 100 °F (Sivalls 1977)
Pressure Contactor OD (in)
ala) 4 16 18
2.45
220 | 3.00
2.63 3.50
3.00 4.00
4.53
5.00
Specific Gravity Correction Factors for Packed Glycol
Contactors (Sivalls 1977)
Gas-Specific Gravity (air = 1) Correction Factor (C,)
0.55 1.13
0.60 1.08
0.65 1.04
0.70 1.00
0.75 0.97
0.80 0.94
0.85 0.91
0.90 0.88
Pseudo reduced pressure, Pp
° 1 2 3 4 5 6 iu 8
Pseudo reduced
temperature
oe
3
‘Compressibility factor, 2
‘Use for gases
with MW < 40
iu 8 9 10 u R yy
Pseudo reduced pressure, P
Compressibility factor chart as a function of pseudocritical temperature
and pressure, Chart applies to gases with a molar mass of less than 40. (Adapted from
Engineering Data Book, 2004c.)
B) (4 marks)
I:
a)
D>
°)
I d)
e)
I i
8)
h)
1°
Put () or (X) and correct the wrong sentences if any. (8 marks)
In a catalytic reaction, the reaction between adsorbed molecule and a molecule in the gas phase is called a
dual site reaction mechanism.
‘The catalytic reaction is catalyzed over the entire solid surface of the catalyst.
In the integral method used to confirm the reaction rate, a series of experiments is carried out at different
initial concentrations, Cao
The nickel catalyst favours the molecular adsorption model.
For most liquid phase reactions the change in the solution density is insignificant.
The internal diffusion time, in a catalytic reaction, is shorter when using catalyst particles of small
diameter,
Ina catalytic reaction, steps 2 through 6 are not affected by the flow conditions external to the pellets
If the stirring speeds up the reaction, the reaction can be described as diffusion controlled reaction.
Find the time necessary for the concentration of a reactant to drop to Y4 its initial value, (5 marks)
Best Wishes
Dr. Yasmine Ossama
2/3
Additional Information
= 2e(1 + €)In(1 x) +e2x 4 LOE
Leevtar OX +3(e+ De?
x)?(05 — VX)
2
2 inch=0,305 m
al= 4.183
0133 8
214 Pam'/mol.K
Three point differentiation formulas:
woint (AC Vdtho=(-3C rot4C gi-Cany2at
Incenor point (dC s/dth=(Cagsr-Cagen)/2At
Final point (Cy/dthr—(Caeayr4C aur 3CaQ/2At
Atomic weights: = C=12. HEI 0=16
Activation energy of pyridine hydrochloride formation = 1000 cal/mol
3/3
Be(e+ 1)? (e+1)?
X-1 2-1)
= 8.314 Wmol.K = 10.74 psi.ft/Abmoi°R
ted ed ee ee ed dd
Alexandria University Apical deat
Faculty of Engineering Hansigt ts
Specialized Scientific Programs Hwadiall Atal eal
Gas and Petrochemicals Engineering Program Aya Fly 5 Leal gat
Process Design I— GPES23 1 ciple pact
Time: Two Hours ile sda
Date: 1/1/2014 TVEAD sft
Final Examination
wnswer the following questions: (Assume any missing data),
Question (1) (Points 25 )
The nitration of toluene (C7Hs) to produce the three isomers : mononitro-, dinitro- and
trinitrotoluene can be carried out as follows : Toluene is fed to a batch reactor where the
required amount of mixed acid ( nitric and sulfuric ) has been previously added. Aer
thorough mixing for the required time of reaction, the reaction mixture is dumped into a
settler, where the nitro isomers and unreacted toluene are separated from the unconsumed
mixed acid. The nitro isomers and unreacted toluene are then fed to a tank with a mixer to be
washed by a dilute solution of sodium carbonate. After washing, the resulting mixture is
dumped into a second settler to separate the washed isomers and unreacted toluene from the
spent alkali solution. The isomers and unreacted toluene mixture is finally washed with water
in a similar way as for the washing with the dilute alkali solution. The finally washed
isomers and unreacted toluene mixture is fed to a continuous distillation column, where
unrected toluene is separated as an overhead product and recycled to the reactor. The bottom
Product from the first distillation column is fed to a second continuous distillation column,
where the three isomers are produced as pure products in the order of increasing boiling
Points (the mono-isomer has the lowest boiling point and the tri-isomer has the highest).
The following information is available
* The annual consumption of toluene in this plant is 15000 tons.
* The operating factor is 82.2 % and one year = 365 days.
* The nitration reaction is only 70 % complete.
© The reaction temperature should not exceed 120 °C.
‘* The weight ratio of toluene : mixed acid in the reactor =3 : 1
The specific gravity of mixed acid = 2.5,, that of toluene = 0.87.
There are 6 cycles/24 h operating day.
To achieve good control of temperature during the reaction cooling water is introduced
into 5 horizontal tubes (each of i.d. = 5 cm) submerged in the reaction mixture.
Cooling water enters at 20 °C and leaves at 30 °C.
Heat of reaction = ~22.5 kI/kmol of toluene reacted.
* Heat of reaction is liberated within 3 hours of each cycle.
* The overall heat transfer coefficient = 200 W(m?.K).
Required ;
1) Draw a qualitative flow diagram for the above-described process. Show the main
equipment, as well as all accessories required and identify all the involved streams.
2) Estimate
i) the mass quantity of the reactants per batch.
ii) the dimensions of the batch reactor, assuming it to be cylindrical and the aspect ratio
(DMA) is 0.7
ct ee ee en |
iii) the heat transfer area of the cooling tubes,
iv) the linear velocity of the cooling water in the tubes.
3) Select a suitable material of construction for storing each of the reactants,
4) Mention the major variables that should be considered for operational design of the
distillation column,
5) Is pilot plant usually necessary for the settler?
6) For this plant, discuss briefly
i) the utilities requirements, and
ii) the precautions that should be taken to minimize the health and safety hazards
‘Question (IN); (Points 13 )
a) " The geographical location of the final plant can have a strong influence on the success of
an industrial venture ", Comment clearly on this statement.
b) Propose and sketch a waste treatment system for the following effluent from a petroleum
refinery : The effluent contains phenol, ammonium hydroxide and there is some crude oil
floating on its surface. The effluent is coming at a relatively high temperature (about 75 °C ).
©) Write short notes of the following
i) The problems involved in the fabrication of equipment.
ii) Materials-handling equipment.
iii) Preparation of the layout of the plant.
Question (IN): (Points 12)
a) What is meant by the following
i) Gasket materials Floating roof tanks
ii) Spring-loaded valves iv) Firm process designs
b) A process for sulfonation of phenol requires the use of a 2500-gallon kettle, It is desired to
determine the most suitable material of construction for this vessel. The time value of money
is to be taken into account by use of an interest rate of 10 percent. The life of the Kettle is
calculated by dividing the corrosion allowance of 0,125 in, by the estimated corrosion rate
The equipment is assumed to have a salvage value of 10 percent of its original cost at the
end of its useful life
For the case in question, corrosion data indicate that only a few corrosion-resistant alloys
will be suitable
Vessel type Installed cost Average corrosion rate, in,/yr
Nickel clad LE 355,000 0.020
Monel clad LE 400,000 0.010
Hastelloy B LE 800,000 0.0045
Determine which material of construction should be used with appropriate justification
for the selection,
‘Supplementary Data
1 ft= 12 in. = 30.48 om 1 Ibm = 5x 10“ ton = 453.593 g
Heat capacity of water is 1 keal/(kg °C) 1m? = 1000 L = 264.17 gal
Atomic weights : (C = 12, H= 1, O= 16, N= 14, $= 32), 1 J = 0.23901 cal
Best of luck : Prof, Dr. Mahmoud A. Zarraa
—_ on oo oe oe re ee oe oe oe oe oe ee ee Oe ee Oe a Ge
Alexandria University Hy psy deat
Faculty of Engineering Hash Ais
Specialized Scientific Programs Heawadiall Aytall ga Sl
Gas and Petrochemicals Engineering Program ly gheS filly RAN) Leasing
Fundamentals of Mass Balance GPE211 TEN Tj) ga Cilyalaal
‘Time: Two Hours ear
Date: 5/1/2014 VeVEA/0 sgeeseil
Final Examination
Answer the following questions : (Total degrees = 50)
1-a) An ideal gas mixture contains 35 % helium, 20 % methane, and 45 % nitrogen by
volume at 2 atm absolute and 90 °C. Calculate
i) the partial pressure of each component.
the average molecular weight of the gas.
i) the density of the gas in kg/m’.
'b) Two aqueous sulfuric acid solutions containing 20 wt % H2SO, (SG = 1.139) and
60 wt % H2SO, (SG = 1.498) are mixed to form a 3 molar solution (SG = 1.208).
Taking 100 kg of the 20 % feed solution as a basis.
i) Draw and label a flowchart for this process, and do the degree-of- freedom analysis.
ii) Calculate the mass fraction of sulfuric acid in the product solution
iii) Calculate the feed ratio (liters 20 % solution/liter 60 % soiution).
iv) What feed rate of the 60 % solution (L/h) would be required to produce 1225 kg/h
of the product?,
2a) The reaction between ethylene (CoH) and hydrogen bromide (HBr) to form
ethyl bromide (C2HsBr) is carried out in a continuous reactor, The product stream is
analyzed and found to contain 51.7 mole % C;HsBr and 17.3 mole % HBr. The feed to
the reactor contains only ethylene and hydrogen bromide. Calculate the fractional
conversion of the limiting reactant and the percentage by which the other reactant is in
excess. If the molar flow rate of the feed stream is 165 mol/s, what is the extent of
reaction?.
b) The product gas from a solid fuel combustion reaction has the following dry-basis
molar composition: 72 % COs, 2.57 % CO, 0.0592 % SO2, and 25.4 % Oz, Pure
oxygen is fed to the furnace in 20 % excess of that required to burn the fuel
completely. There is no oxygen in the fuel, Calculate the elemental composition
(mole % of the various elements ) of the fuel.
(Stating any assumptions you have to make to arrive at your answer )
(Please Turn Over )
ne 2 ae ec
3-a) Methane and oxygen react in the presence of a catalyst to form formaldehyde. In a
parallel reaction, methane is oxidized to carbon dioxide and water
CH, + 0; ——+ HCHO + 1,0
CH, + 20: —+ CO; + 21,0
The feed to the reactor contains equimolar amounts of methane and oxygen.
The fractional conversion of methane is 0.9 and the fractional yield of formaldehyde
is 0.85. Calculate the molar composition of the reactor output stream and the
selectivity of formaldehyde production relative to carbon dioxide production,
Assume a basis of 100 mol feeds.
b) Methanol is synthesized from carbon monoxide and hydrogen in a catalytic reactor.
The fresh feed to the process contains 32 mole % CO, 64 mole % Hz, and 4 mole %
Nz. This stream is mixed with a recycle stream in a ratio 5 mol recycle/1 mol fresh
feed to produce the feed to the reactor, which contains 13 mole % No. A low single-
ass conversion is attained in the reactor. The reactor effluent goes to a condenser
from which two streams emerge: a liquid product stream containing essentially all
the methanol formed in the reactor, and a gas stream containing all the CO, Ha, and
Nz leaving the reactor. The gas stream is split into two fractions: one is removed
from the process as a purge stream, and the other is the recycle stream that
combines with the fresh feed to the reactor.
i) Draw and label a flowchart and do the degree-of-freedom analysis for the
overall system.
ii) For a basis of 100 mol fresh feed/h, calculate the production rate of methanol
(moV/h), the molar flow rate and composition of the purge gas, and the overall
and single-pass conversions.
iii) Briefly explain in your own words the reasons for including (1) the recycle
stream and (2) the purge stream in the process design.
lementary Data
1 Ibm = 453.593 grams.
12 in. = 30.48 cm.
1000 L = 35.3145 ft.
1.01325 x 10° N/m? = 14,696 psi = 760 mm Hg,
1.08206 (L.atm)/(mol.K).
Atomic weights: (C= 12, H= 1, = 16, N= 14, Br=80, $= 32, He=4)
Best of luck
Prof. Dr. Mahmoud A. Zarraa
]
]
]
]
i
1
1
i
I
i
i
i
i
i
i
1
i
i
J
]
Alexandria University ypisuyl dad
Faculty of Engineering Lasigsl Als
Specialized Scientific Programs Henasial Syabll all
FINAL EXAM. January 2014 2014 ody gigi hoist
GPE 431 Fertilizers Technology’ Saal al
Time allowed: 2 Hours ible 265!)
Discuss the following statements
a- Ammonia synthesis is a typical catalytic process which consists of
a number of stages.
b- Ammonium nitrate has unfavorable physical properties.
c- In the manufacture of urea, pressures of 180 -200 atmospheres are
recommended.
d- Urea yield can be raised by employing excess of ammonia in the
initial mixture.
e- Ammonium phosphate is dried at low temperature (80°C ).
f Ammonium phosphates and ammonium polyphosphates are
popular fertilizer materials in recent years.
g- Granular urea has an outstanding properties.
(20 Marks)
2) a- Write briefly on the following :
“ Utilization of the heat of reaction in the manufacture of ammonium
nitrate “.
b- Mention the equipment required for the manufacture of crystalline
ammonium phosphates.
(6 Marks )
3) a- In the manufacture of ordinary superphosphate, discuss the effect of
Each of the following :
i) Acid to rock ratio
ii) ‘Temperature of acidulation.
b- Differentiate between ordinary superphosphate and triple
superphosphate. (6 Marks)
4) An Egyptian phosphate ore containing 69% by weight tricalcium
phosphate is used for the manufacture of phosphoric acid by treating
the ore with concentrated sulfuric acid. It is required to erect a plant of
daily production of 1000 tons 72% wt H3PO,, find the amount of
phosphate ore needed in kg / hour.
(5 Marks )
5) Itis required to prepare 1 ton of fertilizer 8— 15-8 using ammonium
nitrate , phosphoric acid and potassium nitrate.
Calculate the amount required from each.
(6 Marks )
6)a- Discuss the principles of separation of magnesium chloride, potassium
chloride and sodium chloride from crude carnallite.
b- Draw a flow diagram for a plant for the production of complete liquid
fertilizers.
(7 marks )
(Ca: 40 ,P:31, 0:16 ,H:1 ,N:14 , K:39)
— oe oe oe oe oe oe ee oe oe ee oe ee ee ee oe ee oe oe
Alexandria University
Faculty of Engineering er
January, 2014 oy Tet iy
Principles of polymer Engineering and Science : aap slag as
Time allowed: 120 minutes 0718775 BAAS We: apt
1. Give Reasons (30 points)
The barre! must be extremely strong,
In dilatometry the heating rate is kept very small.
The sample of melt flow index have L/D=4
Cold deformation can be done only below Tm and above gamma transition.
PMC needs to be reinforced by Nano Fillers
6. Carbon fibers are more expensive than glass fibers
2. Compare (50 points)
1. Structural forms of Nano Fillers
The different zones in extruder
Different types of molding
Roll coating, blade coating and curtain coating
‘Thermoplastic and thermosetting
Additional and condensation polymerization
DTA and DSC
Amorphous and crystalline polymer
E glass and C glass
). Thermosetting and thermoplastics as a polymer matrix
uss briefly (60 points)
How polymer morphology affects the choice of screw shape during extrusion (illustrate using drawings forthe screw)
The function of screw
A system for producing polyethylene film of biaxial orientation (using sketch only)
Calendering (using sketch)
Pultrusion (using sketch)
RIM (using sketch)
Effect of time, temperature and morphology on polymer properties (briefly and using sketching)
Classification of composites (using hierarchical diagram ONLY)
One method of composite manufacturing
). Applications Of Polymer Composites
Synthesis of polymer Nanocomposite
12, Polymer Nanocomposite
4. For some viscoelastic polymers that are subjected to stress relaxation tests, the stress decays with time according to,
(t)=o(0)exp(—£) Where o(0) and o(0) represent the time-dependent and initial (i.e. time =0) stresses, respectively,
and ¢ and + denote elapsed time and the relaxation time; + isa time-independent constant characteristic ofthe material.
A specimen of some viscoelastic polymer the stress relaxation of which obeys the above equation was suddenly pulled
tension to a measured strain of 0.6; the stress necessary to maintain this constant strain Was measured as a function
of time, Determine £10) for this material ifthe initial stress level was 2.76 MPa (400 psi), which dropped to 1.72
MPa (250 psi) after 60 s, (15 points)
. A cylindrical specimen of a polyethylene having an elastic modulus of 1.08 GPa and an original diameter of 3.8 mm
(0.15 in.) will experience only elastic deformation when a tensile load of 2000 N (450 tb ) is applied. Compute the
‘maximum length of the specimen before deformation if the maximum allowable elongation is 0.42 mm (0.0165 in.)
(15 points)
An 8.0 mm (0.31 in.) diameter cylindrical rod fabricated from a polymer (Figure 1) is subjected to reversed tension=
compression load cycling along its axis. Ifthe maximum tensile and compressive loads are +7500 N (+1700 lbf) and -
7500 N (-1700 Ibf), respectively, determine its fatigue life. Assume that the stress plotted in( Figure 2) is stress
amplitude. (15 points)
7. A specimen 750 mm (30 in.) long of apolymer (Figure 2) isto be exposed to a tensile stress of 40 MPa (5800 psi) at
5380C (10000F). Determine its elongation after 5000 h. Assume thatthe total of both instantaneous and primary creep
clongations is 1.5 mm (0.06 in.) (20 points)
From the tensile stress-strain behavior for the brass specimen shown in Figure 3, determine the following;
(@) The modulus of elasticity.
(b) The yield strength ata strain offset of 0.002.
(©) The maximum load that can be sustained by a cylindrical specimen having an original diameter of 12.8 mm
(0.505in,).
6.
8,
oe ie Oe Oe ee ee ee ee ee ae ee ee ee ee ee ee es es ee
(@) The change in length of a specimen originally 250 mm (10 in.) long that is subjected to a tensile stress of 345 MPa
(50,000 psi). (20 points)
20
500
7
B 400 bee
=
a 1045 steel 50
¥ 300
= 40
& 2014-T6 aluminum alloy
% 200 30
g
20
100
10
° o
toh tot 010" 10? a0? 10?” 10
Cycles to failure, NV
el T 20
420
100
80 =
F oo 427°C (800%) dee
2 ke 4
8 sob eg
a 528° (10007 4 2
20F 43 8
42
10 49°C (120%)
3E ! 1 :
107 1077 1.0
Steady state creep rate (6/1000 h)
500 T T T ae
Tons tenth
4s MPa (65,000 ps)
feo
00
0
7. a
€ eeeege
2 \ 3
a Yaissvengh lay 2
20 {2s0 hi 800 pa]
20
100
10
© tos
L L L :
0 oF 320 ox or
stain
Stress amplitude (ksi)
Figure 1
Figure 2
Figure 3
Alexandria University SSP Ayysisuyt deadly,
Faculty of Engineering Hasigh Ais
Specialized Scientific Programs xe Heed Kale! gal jl
January 2014 2014 yy
GPE 423 Petrochemical Industries Ti al cietiall
FINAL EXAM As aia
Time allowed: 120 minutes 4s 120:0430)
Answer all questions:
Question 1 = 9_marks)
Draw an outline flow scheme for:
a.Styrene production from benzene & ethylene.
b. Cumene process for production of phenol .
. A basic plant for ethylene production from ethane, give the main side reactions.
end ed dS ed
2-
8 marks
a, Draw an outline flow scheme for methanol synthesis from syn gas.
b. Compare briefly between ethane — propane and naphtha, for manufacture of
ethylene by thermal cracking.
©. Compare between millisecond and usual pyrolysis process in ethylene manufacture.
]
]
]
]
]
j
j
1
i
i
i
i
i
]
J
3
i
i
J
J
ae
Question 3 : (7 marks)
Write briefly on the following:
a. Uses of styrene.
b. Types of catalytic reactors used in petrochemical industries,
c. In styrene manufacture from benzene and ethylene:
i) the feed to the de-hydrogenerator was 200 mol/ s
i) the products from the vacuum distillation unit include 36 moV/s product and the
recycled ethyl benzene to the de-hydrogenerator was 60 mol/s,
Find : i) percent conversion of ethyl benzene in the dehydrogenerator.
\ ii percent yield in second stage.
ee oy
Question 4 (7 marks)
a. Discuss briefly the original Fischer-Tropsch synthesis and its recent developments.
b. One of the disadvantages of using naphtha as a feedstock for ammonia
‘manufacture is that the carbon dioxide removal costs are higher than when methane
is used. Why is this so? What you think about other disadvantages of using
naphtha.
c. Cyclohexane plants are often situated next to catalytic reformers, comment.
ai: ne ccc cc ccc: cc cs: 2
a
juestion 5 (7 marks)
a, U.S, consumption of methanol in 2003 was 5.2 million tones. Estimate what
proportion of acetic acid was made from methanol in the U,S, that year, given that
total acetic acid production was about 1.9 million tones.
(Manufacture of acetic acid consumes about 10% of methanol consumption in U.S.)
b. There is much less concentration of manufacture of formaldehyde into a small
number of large plants than there is for most petrochemicals, many users of large
amounts of formaldehyde make their own from purchased methanol.
Can you suggest why formaldehyde is a typical in this way ?
©. Write briefly on the manufacture and uses of: carbon disulfide - hydrazine,
a ee ee ee ee re i ee ee ee ee ee ee sees: ee
cee
Question 6: (6 marks
Comment on the following:
a. Main raw materials used in petrochemical industries.
b. Treatment of wet sour natural gas
¢. The basic intermediate processes in petrochemical industry.
a: a ee ee ee ee ee ec cc cc cc ec: 2 2
-7-
Question 7 (6 marks)
A typical product distributions in ethane cracking (wt %) is as follows:
Hp 32
CH 4.0
CoH 0.2
Hy 48.0
Hs 40.3. ( Unconverted ethane is recycled )
CH + GsHe + CsHe 15
1,3-CiH6+CiHy + CsHio 1.8
Pyrolysis gasoline 1.0 (average CsHyo)
Fuel oil _
Calculate the yield of ethylene after ethane recycle.
eee ee ee ee
Alexandria University on Ay pasa daly
Faculty of Engineering igh is
Specialized Scientific Programs adil) yell gall
January , 2014 Time allowed:2 hr
Course title: Natural Gas treatment and purification (GPE 521
Question one:
A: A3 bed molecular sieve dehydration system with 2 beds in parallel and 12 hour adsorption cycle is
used to effectively dehydrate natural gas with the following conditions: Gas flowrate= 71 MMsefd
Operating temperature=86 °F Operating pressure=850 psig water content =40 Ibm water/MMSCF
Gas viscocity=0.041 cP Gas specific density=0.6
The desiccant is 1/8 in beads, with 15% dynamic saturation capacity. The gas compressibility factor is
0.86. The solid bed bulk density is 43.8 Ib/ft’, and the useful desiccant capacity is estimated to be 85 %
of the saturation capacity. Determi
1-The bed minimum diameter 2-The bed height
3-The power required if the compressor efficiency is 75%.
B- A three phase horizontal separators with the following specifications is available
Diameter 36 inches
Length 12ft
The separator is required to handle 60 MMscfd gases, while the condensate load and water load are
450 bbl/day and 200 bbW/day respectively. The separator is operating at 600 psig and 80° F. the
condensate density is 48.6 Ibm/ft? and the gas density is 2.53 Ibm/ft. The gas compressibility factor is
0.79. If the HLL required for efficient liquid/liquid separation was found to be 2.4 ft, is this separator
acceptable for efficient vapor/liquid separation?
Question two
‘A-Complete the following statemen
1- Typically, dehydration is important in three areas:
2- The saturated water content of a natural gas depends on —
increases with pressure and is particularly important if the gas contains
3-Stage separation reduces the pressure a little at a time, in steps or stages, resulting in
amore stable ~
4- For dehydration operations in which frequent brine carryover into the contactor occurs,
operators! use--------- because it can hold more salt than the other glycols. However some
operations in colder climates will use glycol because of its lower viscosity.
5- Two types of filters are commonly used in glycol systems. fabric filters are used to remove -
~ from the glycol. The ------- filter should
-----—, and carbon filters are used to
be located downstream of the ------ filter.
6- A wide variety of pump and driver types are used in glycol systems, including —
---- and ----------driven reciprocating or centrifugal pumps. The-------- pump is common in
field TEG dehydrators.
7- High purity of lean TEG concentration can be achieved in the reboiler and still column
section by ny and =e
—— ddd et ed eed edd
8- Oxygen reacts with the glycols to form —-
Adry—
compounds which also increase the potential
often put over the storage and surge tanks to
for --—--- and
minimize air intrusion.
9- Solid desiccant units are typically limited to applications such as-———
10- The capacity of a desiccant for water is expressed normally in —~
11- The molecular sieves differ from conventional adsorbents primarily in their ability to adsorb ———~
~ molecules while excluding —--- ones, They have the additional property of -------—-- adsorption
capacity at concentrations of the material being adsorbed and have an unusually high affinity
for ----and
12- Regeneration of molecular sieves involves ------—- the bed,
13-After water and mereury removal in the separator, the regeneration gas can be to the front
of the bed without additional treatment, or it can be ——- or If necessary, the regeneration gas can
be further —----- with a —-------- mercury- removal process to remove the last traces of mercury.
14-Partial dehydration occurs along with acid gas removal by —~ whereas ----------—- produce
a water saturated product stream that must be dried in most applications.
15- Some of the benefits of selective removal of H,S from natural gas stream includ
a
B- Draw only one of the following
I-Draw a neat simplified flow diagram for two-bed adsorp!
indicating all streams and all equipment.
U- Draw a neat simplified flow diagram for TEG process. Indicating all streams and all equipment.
Question three:
fate whether the following statements are false or true and correct the false on
1 For a given flow rate, the collection efficiency of vane type mist extractor is normally some
function of the inlet gas pressure.
2- To maximize bed capacity, the MTZ needs to be as high as possible
i 3- The presence of salt in the liquid water increases the water content of the natural gas.
4- The environmental constraints should be considered when selecting the proper acid-gas tre:
methods.
I 5- Sulfinol-D is highly selective and does not normally remove significant quantities of carbon
dioxide,
6- Sulfinol process has been developed specifically for treating large quantities of natural gas, which
I are available at low pressures
7- The straightening vanes consist of plates perpendicular to the flow located at the liquid level.
! 8- Spherical separators are generally recommended when there is a large slug potential.
9- The bulk temperature of the liquid should always be kept below the cloud point of the crude oil to
{ prevent paraffin wax formation in the separators.
10- Knockouts are used in locations such as upstream and downstream of compressors, dehydration
units, and gas sweetening units.
and:
ay and ==,
process using molecular sieve desiccant
B-Give reasons of the following:
| 1- Regeneration gas enters at the bottom of the bed of molecular sieves countercurrent to flow during
adsorption.
) 2- A flash tank, is a necessity in a Sulfinol unit
b Physical absorption processes are economically attractive for acid gas removal.
1 2
4- Air must be introduced slowly during the regeneration step of consumed iron sponge bed.
C-State the causes of the following operating problems and propose proper remediation for each:
1- High dew point of the outlet natural gas from molecular sieves adsorption column,
2+ Glycol pump wear and cavitation
3+ The change-out of the spent sponge beds is hazardous
4- Fouling and plugging of plate -fin heat exchanger in cryogenic section.
5- Hydrate formation inside natural gas pipelines.
Supplementary data
Vp=0.75K /(p, — pv)/py
K (P, psig) = 0.35 — 0.0001 (P—100)
Ks (ou — pr)
pb
K, = 2.06151 x 10> D3
ve
Where V, is in ineh/min, densities of light and heavy liquid phases (p., px) are in Ibw/ft, viscosity is in
eP, and Dg is in pm.
0s
-0.056 x n+ [c. 056 x u)?+3.56 x 10-* x py |
1.78 x 10-* xp,
Where V: maximum gas velocity ft/min, p:viscosity of the gas cP , p,=density of gas Ibw/f
* 1 bbI=42 gallons=5.615 f° 1ft=12 in
© Latm=14.7 psia R=10.73 f.psialbmol.°R
© p(H,0)=62.4 Ib,,/ft? 1 Ibmole of any gas occupies 359.5 ft? at STP.
© hp=550 Ib/ft
‘Three-Phase Horizontal Separator Design Procedure the minimum length to accommodate the
liquid holdup/surge:
Vst+Vy
(Au + Anz)
X=H/D
0.2
0.23
0.6
0.61
Wd Maman nal iel il|edSieelRil | eeeSieed | neiedieded
1
4) Spiral wound heat exchangers
Alexandria University aan Asa daa,
Faculty of Engineering Haag Us
Specialized Scientific Programs Raat Sade gal
January, 2013 2013.85
‘Course title Number: Natural Gas Liguetaction aah ja De
GPE 622
Time allowed: Two hours
‘Choose the correct answer
Among the proprietary equipment in the LNG process:
b) Plate and fin heat exchangers
6) Shell and tube heat exchangers 4) None of the previous
2. The heating medium in the selected liquefaction process can be :
a) Steam ') Natural gas
LPG 4) None of the previous
3. Wider feed range may favor:
a) Pure refrigerant processes ’b) Mixed refrigerant processes
©) a) &b) 4) None of the previous
4, Which ofthe following cycles has the smallest heat exchanger area:
a) APCI CMR ) The cascade cycle
©) APCI AP-X a)a)&o)
5. The sensitivity to vessel motion is low in the case of:
a) The cascade cycle b) The MR cycle
©) The expander cycle d)a)&b)
6
Problems of distributing vapor and liquid phases uniformly into the heat exchanger are eliminated in:
a) the MR with precooling cycle
©) the expander cycle
) the dual MR cycle
4) the classical cascade cycle
7. Technical considerations taken into account when selecting the LNG technology:
a) Reliability
©) Environmental impact
8. Among the disadvantages ofthe large gas turbines:
a) Strict maintenance cycle
¢) Fixed speed
by Process efficiency
4) All of the previous
) Complicated control
4) All of the previous
9. The choice of the cooling medium in the selected liquefaction process is between:
a) Air and water
©) Air and glycol solution
10. The disadvantages of air cooling compared to sea water cooling:
a) Less efficient process
c) Lower cooling system CAPEX
11. The main disadvantage of the expander cycles:
1) The temperature control is crucial
) Water and ammonia
4) None of the previous
1b) lower operating cost
d)a) &b)
») High power consumption
©) Difficult distribution of vapor and liquid phases uniformly into the heat exchanger _d) None of the previous
12. The purpose of passing the refrigerant through an expansion valve before sending it back to a heat exchanger is:
a) to condense the refrigerant
©) a) &b)
13, The advantages of the Poly Refrigerant Integrated Cycle Operation:
2) simple setup
o)a)&b)
14, The propane in the APCI C3-MR process
a) precools the natural gas
©) adéeb)
15. ‘The cascade cycle’s main disadvantage is:
1) High heat exchanger area
©) Not suitable for large train capacity
'b) to further recool the refrigerant
4) nothing of the previous
) reduced capital cost
4) none of the previous.
) precools the mixed reftigerant
) the APCI C3-MR process
©) the APCI AP-X process 4) the DMR process
59. The process with the lowest production capacity is
a) the Axens-Liquefin process +) the Poly Refrigerant Integrated Cycle Operation
©) the Exxon Mobil Dual multicomponent process 4) the Technip-Teatarc process
60. The overall change in exergy of the streams flowing in and out of an equipment unit represents:
4) the amount of lost heat during the process ') the amount of lost work for that unit
6) the change inthe stream temperature 4) none of the previous
61. The design basis ofa cycle development include:
a) environmental restrictions ) economic factors
oa) &b) 4) none ofthe previous
(os
a) the refrigerant compressors b) the expander
© the main heat exchanger da) &e)
63. The APCI C3-MR uses the propane:
) at low pressure ») at medium pressure
©) at high pressure 4) all of the previous
64, ‘The spiral wound heat exchanger is used in:
a) the Poly Refrigerant Integrated Cycle Operation b) the APCI C3-MR process
) the APCI AP-X process )b) &e)
65. The reason of using COs in the CO precooled Linde process is:
I a) safety ) economy
) reliability 4) all ofthe previous
66. The best choice for the use of CO: inthe CO: precooled Linde process is
fcmase ') the liquefaction stage
6) the subcooling stage @)a)&)
67, Inorder to improve cycle thermodynamic efficiency
a) heat must be added tothe process lost work must be reduced
I 6) reffigerant low rate must be increased 4) all ofthe previous
68. Exergy is:
4) the ability ofa system to consistently perform its required function _) the maximum useful work possible during a process
¢) the study of material and energy flows through industrial systems _d) the study of the environmental impact of the process
69. The size of the main condenser will depend upon:
2) the nature ofthe refrigerant (pure or mixed) » dTim
a) &b) 4) none of the previous
70. The mach number ofthe compressor is affected by
4) the density of the fluid inthe compressor by the velocity ofthe shaft blades
oa) &b) 4) none ofthe previous
71... The purpose of the subcooling cycle in the APCI AP-X process is
2) to increase the efficiency ofthe proces. ») to increase the capacity ofthe process
6) to lower the amount of mixed refrigerant needed through the spiral wound heat exchangers. d) al ofthe previous
72. The APCI AP-X process ullizes
BJ oe pe and in eat exchanger ») a spiral wound heat exchanger
6) a brazed aluminum fin heat exchanger aa) &b)
Page 40f 8
73. The first refrigeration cycle in the Technip-Tealarc process is used to cool:
a) the mixed refrigerant
©) the boil-off|
the natural gas
4) none of the above
74. The ExxonMobil Dual Multicomponent process was designed similarly to
a) the DMR process
«) the simple cascade
) the APCI C3-MR
4) none of the previous
75. The change inthe temperature approach value affects the overall cycle efficiency due tothe change in
a) the MCHE load
«) the duty of the expansion valve
’) the discharge pressure of the compressor
4) all of the previous
76, The LPG recovery unit will be economically attractive with a natural gas feed having:
2) high methane and ethane content
) high butane and pentane content
77. The compressor mach number is:
2) lower with a pure refrigerant than with a mixed refrigerant
©) lower with a mixed refrigerant than with a pure refrigerant
‘b) high propane and butane content
4d) none of the previous
}) lower with a propane than with a mixed refrigerant
4) does not differ from pure or mixed refrigerants
78. The difference between the double containment and full containment design is
a) the inner tank material of construction,
©) the roof material of construction
79. The disadvantages of the APCI AP-X:
a) high refrigerant flow associated with thermodynamic inefficiency
©) complex machinery configuration
80. The Axens Liquefin process uses two refrigeration cycles:
a) the first using pure refrigerant and the second using mixed refrigerant
©) the first using mixed refrigerant and the second using pure refrigerant
) the outer tank material of construction
4) all of the previous
b) susceptibility to changes in feed conditions
d)a) &b)
) Both using pure refrigerants
4) both using mixed refrigerant
81, The disadvantages of the Exxon Mobil Dual multicomponent process setup:
a) increased capital cost
) increased maintenance cost
+) increased utilities cost
4) all of the previous
82. The disadvantage of the Mustang Engineering Smart Liquefaction Process:
a) final liquefied natural gas is only a portion of the feed gas.
¢) bulky equipment
b) complex design
4) all of the previous
83. Am increase of 35% in the logarithmic mean temperature difference in the condenser will result in
4) an increase of 35% in the condenser area
) no change in the condenser area
84. The basic types of aboveground storage vessels in use are
a) two types
) six types
85. To provide the mechanical support needed for in ground tanks:
4) the surrounding earth can be used
©) a) &b)
’)a decrease of 35% in the condenser area
4) an increase of 70% in the condenser area
») three types
4) four types
») an in-pit construction can be used
4) none of the previous
86. The heating element in the bottom of the storage tanks has the purpose of:
a) enhancing the ground freezing
¢) controling the ground freezing
87. The cascade process uses three refrigeration cycles:
4) it uses pure refrigerant for precooling and the rest mixed refrigerants
©) ituses pure refrigerant for subcooling and the rest mixed refrigerants
) controlling the rate of boil-off
4) none of the previous
by all cycles use mixed refrigerants
4) all cycles use pure refrigerants
88. Among the modifications of the enhanced cascade from the simple cascade process:
4) balanced refrigeration loads
) improved plant layout
) different refrigerants
d)a) & c)
89. Which of the following process has the intention to be used on a floating barge for natural gas wells in oceans or off-shore:
a) the Mustang Engineering Smart Liquefaction Process
‘) the Technip-Tealarc process
90. The ultimate heat rejection sink for LNG processes is:
1) ambient air or cooling water
6) refrigerant or cooling water
91. The most widely used metal for large LNG tanks:
a) stainless steel
©) five percent- chromium steel
92. The most economical choice for the storage design is:
4) the single containment design
¢) full containment design
») the Exxon Mobil Dual multicomponent process
4) none ofthe previous
‘b) ambient air or refrigerant
4) refrigerant or natural gas
') Nine percent-nickel steel
4) five percent- Molybdenum steel
) double containment design
da ab)
Page 5 of 8
Se eee ae a ee ee oe eo oe
93. The weathering can be defined as:
1) the sudden vapor releases during storage by the presence of more than one layer with different
eee’ the change in the LNG composition due to component evaporation d) presence of many components with different
boiling poins
94. Instoring the LNG, ifthe new charge is lighter than the existing liquid inthe tankit is better that
2) it goes in tothe middle layer bit goes in tothe top layer
I Crit goes in atthe bottom of the tank 4) it keeps moving in the tank
93, The boil-off gas after its use in precooling the natural gas:
is collected as fuel gas is reintroduced int the system to be liquefied
6) is vented tothe air 4) a)
96. The process requirements in the design basis of a cycle development include:
4) design feed conditions ») product specifications
6) ambient conditions 4)all ofthe previous
97. Reliability is:
2) the ability ofa system to consistently perform its required function by the maximum useful work possible during a process
6) the study of material and energy lows through industrial systems 4) the study of the environmental impact ofthe process
98. The temperature approach onthe main condensers:
fo by Tinto te condenser ~ Tanient
+) Trusiet ofthe condenser ~ Tretrigerant 4) Tintet ofthe condenser Trefrigerant
99, "The types of eryogenic in ground storage ae:
I a) two types b) three types
©) six types 6) four types
100, Horizontal mined caverns have been experienced for
I a) liquid oxygen storage ) liquid nitrogen storage
©) LNG storage 4) liquid helium storage
101. The reliability and flexibility requirements in the design basis ofa cyele development include:
2) on-stream time ') variations infeed conditions and ambient conditions
FJ potent fr expansion 4)all ofthe previous
102, Exergy analysis i use for:
a) increasing the safety of the eyele ») evaluating and improving the efficiency of process cycles )
Jp esiingtieetzo finda equipment @)b\&c)
103. A closer temperature approach results in
a)a larger the LNG production bya lower the LNG production
¢) no difference in the LNG production 4) slight decrease in the LNG production
[Die resuisement for greater LPG recovery may suit presses:
a) with lower precooling temperatures ') with higher precooling temperatures
(with moderate precooting temperatures 4) with higher subcooling temperatures
BLS, Meza cate ends:
1) the sudden vapor releases during storage the presence of more than one layer with different compositions
6) the change inthe LNG composition due to component evaporation d) presence of many components with diferent boiling points
106, At the LNG storage temperature the components having a significant vapor pressure are
BJ xine and einane 'b) methane and nitrogen
6) ethane and propane 4) propane and butane
107. Exergy analysis provide a fundamentally based method for optimizing the LNG liquefaction process if coupled with:
2) cost information by reliability data
| En eee 4) all of the previous
108. The comparison of different liquefaction processes fora specific case must take into account:
4) the temperature approach on the main condenser ') the compressor efficiency
JJ one compressors and arvers choice 4) all ofthe previous
109. ‘The mach numberof the compressor is:
a) Votades/ Vsound at the same fluid conditions 'b) Veound! V bindes at the same fluid conditions
I ©) Verades/Viigt at the same fluid conditions 44) none of the previous, (where V= velocity)
110. The maximum allowable value of the mach numberof the compressor:
08 18
906 or
111. The rotating equipment selection is affected by:
a) th composition ofthe refrigerant the flow rate ofthe refrigerant
6) the heat required €) all ofthe previous
Page 6 of B
112. ‘The currently used compressors drivers in the LNG plants are:
) gas turbines ») steam turbines
©) electrical motor drivers aye)
113, "LNG storage facilites are normally divided into:
a) two major categories by three major categories
©) six major categories 4) four major categories
114. Additional cost of secondary control and additional fire protection are necessary in the case of:
4) single containment design ') double containment design
©) fall containment design 4) none of the previous
115, Storage of LNG in aboveground metal tanks is a widely accepted method for:
2) offshore uses b peak-shave uses
) base-load uses aby&o),
116, Stainless steel is generally used only fr:
a) small vessels b)LNG plant piping
©) heat exchangers, @)all of the previous
117. The rollover can be defined as:
4) the sudden vapor releases during storage by the presence of more than one layer with different composit
©) the change in the LNG composition due to component evaporation d) presence of many components with different boiling points
118. Nitrogen lowers the potential for rollover if;
a) itis in the top layer ») it is in the bottom layer
6) itis in the middle layer 4) itis in continuous movement in the tank
119. Prestressed concrete tanks may be constructed:
a) above ground ») below ground
©) partially below ground 4) all ofthe previous
120. ‘The final effective thermal conductivity atained by the frozen earth in the frozen earth cavities depends strongly on:
a) the type of geologic formation ’) the moisture content of the earth,
¢) the LNG composition d)ay&b)
121, From the four early LNG plants that incorporated frozen-earth cavities for storage:
a) all of them are still using this storage design ») all of them stopped working with this technique
©) only two of them are still working with this technique 4) only one of them is still working with this technique
122, _ Inthe mined caverns storage concept, the cavity walls and the liquid can be:
4) in direct contact, ») separated by an insulating wall
©) separated by a holding tank day&b)
123. The suggested techniques for mined cavers storage are:
2) horizontal caverns ) vertical cavems
©) diagonal caverns 4)a) &b)
124, ‘Which of the following storage techniques has not been applied commercially for LNG storage:
4) underground prestressed concrete tanks ») hybrid above ground constructions
©) frozen earth cavities 4) vertical mind caverns
125. The most effective variable in the occurrence of rollover is:
a) the tank size ) the tank material of construction (metal or concrete)
©) the tank type ( above or underground) 4) the density difference caused by temperature
126. Signs for stratification are:
a) density difference ) temperature difference
©) composition difference 4) all of the previous
127. Large offload storage facilities are:
a) less subjected to rollover than peak shaving facilities ») more subjected to rollover than peak shaving facilities
©) subjected to rollover with the same degree as peak shaving plants d) are not subjected to rollover at all
Page 7 of 8
oo tt oe ooo on eo oe oe oe oe oe oe oe oe oe oe On
Wass remnterotaeusdtgtson etl
a) three by seven
6) ten 4) four
129. The number of liquefaction technologies under development:
a) ten b) seven
) three 4) four
130. ‘The area between the LNG cooling curve and the refrigerant heating curve in the duty curve represents:
) the amount of heat lost during the liquefaction process. ») the amount of work done on the system
‘©) the amount of refrigerant needed during the liquefaction process 4) the amount of natural gas that can be liquefied
131. To increase the production capacity in the poly refrigerant integrated cycle operation:
3) the size of the compressor is increased ’) the flow rate of the inlet natural gas is increased
'c) the flow rate of the refrigerant is increased 4) more trains are required
132. In the APCI C3-MR process most of the cooling is accomplished:
3) in the precooling cycle ») in the mixed refrigerant cooling cycle
) in the spiral wound heat exchanger d)ay&o)
133, ‘The subcooling in the APCI AP-X process is done by:
) propane b) mixed refrigerant
BE nitrogen ) methane
134, One of the key modifications from the earlier design to the current optimized cascade process is:
a) the integration of LPG and condensate recovery unit ») the change of the used refrigerants
) the change ofthe type of heat exchanger used 4) the use of a turboexpander
1135. The major difference between the mixed fluid cascade process and the optimized cascade process is:
a) the type of heat exchanger used ») the mixed refrigerants used
) the use of a turboexpander 4) none ofthe previous
Bs ‘The reason there isa larger logarithmic mean temperature difference in the condenser in case of mixed refrigerant i:
'a) with a pure component, the condensation is done at a fixed temperature ') the change in the refrigerant flow rate
c) with a mixed refrigerant, the condensation occurs over a range of temperature d) a) & c)
137. The advantages of using air instead of water for cooling:
3) it eliminates the need for steam generation »)iteliminates the need for water treatment
¢) it eliminates the need for a costly water intake 4) all of the previous
138. The economic issues that must be taken into consideration in the design basis inctude:
) capital cost ) operating cost
|.) and lifecycle costing. 4) all of the previous
139. Reftigerants made up from components that can be produced in the process have the following advantage:
BE they have a simpler compression cycle ») they have a higher heat capacity
) they obviate the need for external supply to make up refrigerant losses 4) none of the previous )
140. ‘The advantage of using large train capacity technology is
3) to use higher capacity by to increase the price of LNG produced
) to lower CAPEX per tone of LNG equipment 4) 10 use higher refrigerants flow rates
41. CAPEX is a fund used to:
2) afford unexpected expenses ) buy feed gas
) develop existing units 4) pay for the used utilities
142. The space requirements for the cascade and MRC cycle are greater in comparison with expander cycle because:
2) ) they use higher refrigerants flow rates ») oftheir need for hydrocarbon refrigerant storage
©) they use spiral wound heat exchangers 4) parallel reftigerants
pression
143. "The double expander cycle has a power consumption:
a) higher than the single expander cycle ») lower than the cascade cycle
) lower than the single expander cycle with propane precooling 4) higher than the cascade cycle
}44. The single expander cycle has a power consumption:
1) lower than the mixed refrigerants cycle ») lower than the cascade cycle
) lower than the single expander cycle with propane precooling @ higher than the cascade cycle
E: ‘Te selesion of the cooling sytem wl have &n impact on compressor design because:
) it dictates the precooling duty ») it dictates the heat duty of the main heat exchanger
©) it dictates the compressor interstage and discharge conditions 4) none of the previous
46. _ The refrigerant used in the first cycle of the DMR cycle is:
3) a mixture of methane and ethylene ) a mixture of ethane and propane
©) a mixture of ethane and nitrogen 4) a mixture of methane and propane
SSP
Alexandria University Ay paisa) deal
Faculty of Engineering aiglt ts
Specialized Scientific Programs ge Radial) Apatadl gal yl
January 2014 2014
Course title Numberzorganie Tpke HPS sas pity gal pu
chemistry1 GP(203) GP(203)
Time allowed:2 hr Hotes 2: Gail
‘Answer the following questions
Question one:
A: Draw the structure for each of the following compounds:
1)-2-phenylhexane —_2)-O-chlorobenzoic acid _3)-p-bromoaniline
4)-m-iodophenol 5)-benzyl chloride 6)-2-Bromo-4-nitroaniline
7)-S-methyl-3-hexanol _8)- Vinyl bromide
B-Complete the following statements
1- Benzene can be induced to react with bromine if a
--- catalyst is present however the
reaction is a -------- and not ~~
2-When more than one elimination product can be formed during dehydration of an alcohol,
the major product is the --- alkene i, e the one obtained by removing a proton from
the B-carbon that is bonded to the -------- hydrogen
3:Hydrogen and ethene do not react under normal conditions, but in the presence of a —
~--catalyst, ethane is produced. These catalysts are insoluble in the reaction mixture and
therefore are classified as --
---catalysts.
4- Benzene is said to have a —
- bonding shell of -
part, for the -------- of benzene
5- Concentrated sulfuric acid reacts with ethene in the
6- Alkyl halides react slowly with water but react very fast in the presence of ~
produce alcohol
7- The sp” carbon of an alkene is called ----------carbon, whereas sp° carbon that is adjacent to
it is called an ------carbon,
ized to —- . The ------- can then be oxidized further to
8-Primary alcohols can be o:
carboxylic acid, Secondary alcohols are oxidized to --—----—--, and tertiary alcohols are -----——
Q--------no-e- isomerism cannot exist if either carbon of double bond carries two identical
groups
Lecturer Name, associate prof.Taghreed MZ.
aay
i oe ee ee ee ed es a ss
10- Annulenes are -------- compounds with ---------- double and single bonds. An annulene is
aromatic if it has --------- electrons and a --------- carbon skeleton.
~ effect. When carbon is
hybridized,
12- Much of the chemistry of alkanes involves ------- reactions, which take place under
his greater acidity is attributed to —
hybridized, it is more electroneg:
than when it is —-- or —-
vigorous conditions and usually yield mixtures of products. There are three main reactions of
os
13-Reactions that form carbon-carbon bonds are important in the synthesis of organic
alkanes namely D)
compounds. One reaction that forms a carbon-carbon bond is the reaction of an —-
an
14-Alkenes are generally prepared by —~
reactions in which two groups on
atoms of a saturated chain are removed.
15-The rate of dehydrohalogenation of alkyl halides by E2 reaction depends on the
concentrations of both -------- and ---
-Starting with acetylene, how could the following compounds be synthesized
1)-cis-2-butene 2)-1-pentyne
3)-2-bromopropane 4)-2,2-dichloropropane
juestion Tw
AcState whether the following statements are false or true and correct the false ones:
1- The two Kekulé structures are in a state of rapid equilibrium
2- The higher ratio of hydrogen to carbon in acetylene results in formation of some carbon
during combustion.
3- Antiaromatic compound is less stable than a similar acyclic compound having the same
number of II electron.
4 The carbon-carbon bonds in benzene are of equal length and intermediate between the
carbon-carbon bond lengths in ethene and ethyne
5- Naphthalene is an [10] aromatic annulene which can be represented by three resonance
structures,
Lecturer Name, associate prof Taghreed M.Z.
(ay
6-As the stability of a resonance contributor decreases its contribution to the real structure
decreases as well,
7- Benzene has the stability expected for cyclohexatriene,
8- The relative reactivies of alcohols reaction with a hydrogen halide by Syl mechanism are
32°19,
'9- The boiling point of 3-hexanol is higher than the boiling point of I-hexanol,
10- The ether CHsOCH2CHs can be obtained in a high yield directly from dehydration of
alcohol.
11- The stronger the acid, the stronger its conjugate base, and vice versa.
12- While the dehydration of a tertiary or a secondary alcohol is an E2 reaction, the
dehydration of a primary alcohol is an E1.
13- Ether is obtained as the product of a competing reaction with E1 dehydration reaction of
an alcohol.
14- Only the magnitude of the in
idual bond dipole moments in a molecule can affect the
overall dipole moment of the molecule.
1S-Anthracene is a polycyclic benzenoid aromatic compounds have three benzene rings fused
together.
with each of the following reagents:
(2) Sulfuric acid (catalytic amount), heat at 140°C
@) Sulfuric acid (catalytic amount), heat at 200°C
(3) Potassium dichromate (K3Cr,0;) in aqueous sulfuric acid, heat,
(4)Acetie acid (CHsCOOH) in the presence of dissolved hydrogen chloride
ixplain the following:
1: Pyridine is a base whereas pyrrole is not a base
2-The reactions of alcohols with hydrogen halides are acid catalyzed
3- Alkanes are good lubricants and preservatives for metals.
4 Acetylene is used in oxyacetylene torches for cutting and welding metals
D- When 3-methyl-1-butene reacts with HBr, two alkyl halides are formed: 2-bromo-3-
methylbutane and 2-bromo-2-methylbutane. Propose a mechanism that explains the
for of these products
Lecturer Name, associate prof.Taghreed MZ.
(yy
ee ee ee ee ee ee ee ee ee |
You might also like
- Alex Eng DraftDocument1 pageAlex Eng DraftAnonymous epd9bzMNo ratings yet
- كمبيوتر صيف 2011Document15 pagesكمبيوتر صيف 2011Anonymous epd9bzMNo ratings yet
- غاز و بتروكيماويات خريف2012-2013Document52 pagesغاز و بتروكيماويات خريف2012-2013Anonymous epd9bzMNo ratings yet
- عمارة و تشييد صيف2012Document3 pagesعمارة و تشييد صيف2012Anonymous epd9bzMNo ratings yet
- بتروكيماويات ربيع2009Document34 pagesبتروكيماويات ربيع2009Anonymous epd9bzMNo ratings yet
- عمارة و تشييد ربيع 2013Document53 pagesعمارة و تشييد ربيع 2013Anonymous epd9bzMNo ratings yet
- غاز و بتروكيماويات صيف2011Document23 pagesغاز و بتروكيماويات صيف2011Anonymous epd9bzMNo ratings yet
- غاز و بتروكيماويات ربيع 2012-2013Document41 pagesغاز و بتروكيماويات ربيع 2012-2013Anonymous epd9bzMNo ratings yet
- غاز و بتروكيماويات صيف 2012Document19 pagesغاز و بتروكيماويات صيف 2012Anonymous epd9bzMNo ratings yet
- غاز و بتروكيماويات خريف 2013Document63 pagesغاز و بتروكيماويات خريف 2013Anonymous epd9bzMNo ratings yet
- غاز وبتروكيماويات 2009 خريفDocument40 pagesغاز وبتروكيماويات 2009 خريفAnonymous epd9bzMNo ratings yet
- الغاز و البتروكيماويات خريف2010Document50 pagesالغاز و البتروكيماويات خريف2010Anonymous epd9bzMNo ratings yet
- Medtermعماره و تشييد خريف 2010Document5 pagesMedtermعماره و تشييد خريف 2010Anonymous epd9bzMNo ratings yet
- عماره و تشييد 2010 خريفDocument9 pagesعماره و تشييد 2010 خريفAnonymous epd9bzMNo ratings yet
- غاز و بتروكيماويات خريف2012-2013Document52 pagesغاز و بتروكيماويات خريف2012-2013Anonymous epd9bzMNo ratings yet
- برنامج العمارة و التشيد خريف2013Document49 pagesبرنامج العمارة و التشيد خريف2013Anonymous epd9bzMNo ratings yet
- حاسبات و اتصالات خريف 2011Document28 pagesحاسبات و اتصالات خريف 2011Anonymous epd9bzMNo ratings yet
- عمارة و تشييد خريف 2012-2013Document27 pagesعمارة و تشييد خريف 2012-2013Anonymous epd9bzMNo ratings yet
- حاسبات و اتصالات خريف2012-2013Document55 pagesحاسبات و اتصالات خريف2012-2013Anonymous epd9bzMNo ratings yet
- الحاسبات و الاتصالات خريف 2013 PDFDocument51 pagesالحاسبات و الاتصالات خريف 2013 PDFAnonymous epd9bzMNo ratings yet
- ثانية ترم ثانى 2013Document22 pagesثانية ترم ثانى 2013Anonymous epd9bzMNo ratings yet
- الحاسبات و الاتصالات خريف 2013 PDFDocument51 pagesالحاسبات و الاتصالات خريف 2013 PDFAnonymous epd9bzMNo ratings yet
- أولى ترم ثانى 2013Document16 pagesأولى ترم ثانى 2013Anonymous epd9bzM0% (1)
- Day 2 Training-13-11-2014Document84 pagesDay 2 Training-13-11-2014Anonymous epd9bzMNo ratings yet
- ثالثة ترم ثانى 2013Document12 pagesثالثة ترم ثانى 2013Anonymous epd9bzMNo ratings yet
- ثانية ترم أول 2013Document10 pagesثانية ترم أول 2013Anonymous epd9bzMNo ratings yet
- Day 1 Training-13-11-2014Document183 pagesDay 1 Training-13-11-2014Anonymous epd9bzMNo ratings yet
- رابعة ترم أول 2013Document11 pagesرابعة ترم أول 2013Anonymous epd9bzMNo ratings yet
- ثالثة ترم أول 2013Document21 pagesثالثة ترم أول 2013Anonymous epd9bzMNo ratings yet