Professional Documents
Culture Documents
غاز و بتروكيماويات صيف 2012
Uploaded by
Anonymous epd9bzM0 ratings0% found this document useful (0 votes)
26 views19 pagesغاز و بتروكيماويات صيف
Copyright
© © All Rights Reserved
Available Formats
PDF or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this Documentغاز و بتروكيماويات صيف
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
0 ratings0% found this document useful (0 votes)
26 views19 pagesغاز و بتروكيماويات صيف 2012
Uploaded by
Anonymous epd9bzMغاز و بتروكيماويات صيف
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
You are on page 1of 19
THE GAS AND
PETROCHEMICALS
ENGINEERING
PROGRAM
Cs ee
cr ee re Ss oe Peo
Alexandria University SSP Ay yaisuyl daly,
Faculty of Engineering Auaight Las
Specialized Scientific Programs & Heawedial Ayala! gal
Augest 2012 2012 alan
‘Course title: Numerical Methods Te OE 1g ay hal pal
MP 314
Time allowed: 2 hours pols 2c
Baye Foe B her JTUIY slry
‘Answer the following questions
If is not mention use four decimal points during calculations
1. Given the following data
x 1 2 2.5 4 6 8 8.5,
7 0.4 0.7 0.8 1 12 13 14
Find the best fit for that data using the second order polynomial (8 marks)
2. Use the Newton's method to find the positive root of the function
f(x) = 4X°- 6X? - 8X + 4 near x = - 2 up to four decimal points (use five decimal points
during calculations) (6 marks)
3. Estimated the first derivative of the function f(x) = x* e* + 2x at x = 1 using step
size h = 0.1 by using the forward, backward and central approximation then find the
second derivative approximation by using central approximation (6 marks)
4, By using LU decomposition solve the system of equations (12 marks)
7x+32y + 199.5 2=6.8
32x + 199.5 y + 1430.75 z= 37.3
199.5 x + 1430.75 y + 10924.125 z = 251.75 (use three decimal points during
calculations)
5. Evaluate the following integral | x*e*de where n = 6 by using Trapezoidal rule
and Simpsons rule, find the exact solution, then find R.P.E in each case. (7 marks)
6. By using Euler method, solve the following differential equations
# = -y +x" , given that y(1) = 2, h=0.1 to get y(1.2) .Find the exact
solution and the R.P.E, then use the Runge-Kutta method to find better
approximation for the solution and find the corresponding R.P.E (12 marks)
Good Luck
Exam Committee: Dr. Amr Abdelrazek
qn)
-
rr rr Ss SS STB SS SSeS eS eS ee eS Soe
ALEXANDRIA UNIVERSITY
FACULTY OF ENGINEERING
SSP/GAS & PETROCHEMICAL ENGINEERING
SEPARATION PROCESSES I! SUMMER 2012
FINAL EXAM AUGUST 2012
ANSWER ALL QUESTIONS:
A) Discuss BRIEFLY the following:
B)
1) Types of gases according to partial pressure-concentration
relation
2) Types of drying rates
3) Effect of material porosity on equilibrium moisture content
4) How to use wet-and-dry bulb thermometer to evaluate relative
humidity
5) The idea of mixer-settler arrangement
6) Factors to be considered in selection of a dryer
7) The idea of multiple heating to increase the drying capacity of
the air (as used in shelf dryers and tunnel dryers)
8) Drum dryers and vacuum drum dryers
9) Thermal efficiency of a dryer
10) Examples of 2 different uses of the absorption process
11) _ Fields of application of liquid-liquid extraction
12) How to increase extraction rate in liquid-liquid extraction
13) 2 types of phase diagram (ternary system0 used in liquid-
liquid extraction
(13 x 2 = 26 pts)
Wet sand is dried from 0.6 to 0:33 moisture content (wet basis) in
5 hours. If equilibrium moisture content is 0.02 and critical
moisture content is 0.25 (dry basis), calculate the total drying
time for this sand down to 0.16 (dry basis) under the same
conditions (5 points)
C) An absorption tower is used to remove ammonia from air under
the following conditions: Nog= 7, pure water is used and its flow
rate is 2 kg/m’s, Ye=1.2 X, Kg=0.08 kmol/m?s(atm), initial and final
concentration ratio of ammonia in air are0.06 & 0.012,
respectively, calculate the tower height ( the logarithmic mean of
y-Ve can be taken as the arithmetic mean)
(11 points)
D) Acetaldehyde is to be extracted from its solution in toluene by
fresh water in a co-current 7 stages system fed with a 8% solution
of acetaldehyde in toluene. The equilibrium relation ship is:
kg acetaldehyde/kg water = 2.6 kg acetaldehyde/kg toluene,
Water is fed at the rate of 55 kg/h while toluene solution is fed at
the rate of 125 kg/h, calculate the final concentration of
acetaldehyde in toluene
(8 points)
he gle)
“Life 1
BEST OF LUCK!!!
PROF DR HASSAN FARAG
-
cr rT ST eS SI eS SI eae ese US ee eS eS eS
Alexandria University = Aytyt Healy
Faculty of Engincering ays as
Specialized Scientific Programs Lewes hated gal)
August 2012 . —= 2012 valud i
‘Cours ie Ramer: Kis sd Reactions Engiesbg Tis det ae
aa
‘Tine lone Tro hours gio: Oost
wer all questions
1) The dimerization of the butadiene (CsHe) colorless gas was carried out in a
laboratory reactor at 25°C. Butadiene dimerizes to yield hexahydropentalene
(CeHny) in an irreversible reaction.
The concentration-time data were obtained in a batch reactor as follows
Time (min) 50 100 140 200 250
Concentration of
Cailefmov'dem’) | 2238 | ° 0306 | 0.0256 | 0.0200 | 0.0170
At t=0, C canc=0.05M.
i) Determine the reaction order with respect to butadiene. (12 marks)
ii) Determine the half life time of butadiene. G marks)
2) Calculate the pressure drop in a 18 m length pipe packed with catalyst pellets 0.6 om
in diameter; the pipe diameter is 7 cm. Air passes through the bed at 25 cm/s. The
temperature is constant throughout the pipe at 250°C, the solid fraction is 40% and
the entering pressure is 10 atm. (12 marks)
3) Find the time required for the concentration of the reactant, A, to drop to one third
ofits initial value (ti) in the irreversible reaction: A—rProducts. (5 marks)
4) Put (\) or (X) and correct the wrong sentences if any. (13 marks)
i) The specific reaction rate tells us how fast a number of moles of one chemical
species are being consumed to form another chemical species.
ii) Homogeneous catalysis concerns processes in which a catalyst is in solution with
at least one of the reactants,
‘The half-life of a reaction is defined as the time it takes for the concentration of
the reactant to fall to half of its initial value.
iv) In the integral method used to confirm the reaction rate, a series of experiments is
carried out at different initial concentrations, Co.
1/3
5)
¥) There’s only one common type of reactors used to
reaction order.
vi) In the gas phase reactions, the concent
the total pressure.
Vii) The overall conversion of plug flow reactors in seri
conversion of a single PFR.
viii) For most liquid phase reactions th
insignificant.
ix) For reversible reactions the maximum conversio;
%) The type of catalyst influences the rate of reaction.
xi) In the tubular reactor there is no mixin
flow.
xii) One of the advantages of the semi batch
phase reactions.
xiii) One of the advantages of the tubular reactors th
maintain,
obtain data rate to obtain the
ration of reacting species is proportional to
ies is the same as the
ie change in the solution density is
ig in the axial direction, ie, the direction of
eactors that they can be used for two
at they are easy to
A mixture of n-CsHo gas (75% by volume) and inert gas at 830 kPa enters a reactor
with a volumetric flow rate of 0.2 m?/s at 600K. Calculate the entering concentration
of n-CaHhio , the n-C.Ho entering molar flow rate and the final concentration of n-
C4Ho at a conversion of 78%,
(5 marks)
Best Wishes
Dr. Yasmine Ossama
2/3
er re SS eS eS eee SPSS LS eS eS
Additional Information
j (1+ &x)ax 1
[BAe romy-e
a
fQ+exdx O+0x 1
nea cn
(i-x)? ~ 1=x 1-x
aren = 260 +)Ind—y sere GEO's
R=8.314 Pa.m’/mol.K
Three po ferenti mn formulas:
Initial point (4C4/At)u=(-3Crst4Cyn-CraV2At
Interior point (ACw/dd)—(Cagr-Can)/2At
Final point (AC/at)e=(Caeay4Caeayt3Cai/2At
Molecular weight of hexahydropentalene=108
o 2Bo
** A= gp eR.
GA-9) 1501 -p)e
Serer errr ee ee
7a92D,9° | By :
‘At 250°C and 10 atm: [40.0673 Ibp/ft.h, MWac=29;
1 f= 30.48 em Uba= 454 g,
ge= Ikg.m/N.s"; 1 atm= 1.013*10°Pa
Bo
3/3
or rr Ss SS See eee
Student Name: Student Number:
Alexandria University SSP Ayala Fal
Faculty of Engineering usaigh Ais
Specialized Scientific Programs y Aanadiad yalell gal yl)
August 2012 2012 (abut!
GPE 523 Process Design a
Time allowed: 2 Hours
CLOSED BOOK SECTION
Define the following :
HAZOPS study - FTA - LFL - UFL - AIT
List the major factors to be considered in selection of plant site
(10 Marks )
(3 Marks )
er Tr rr eer SPS TS eS SS eS SS eS oe
OPEN BOOK SECTION
3.. The three isomers of xylene (0 ,m & p ) are being produced according to the
equation :
CoH + 2C3 He (CoH, (CH3 2 +2 C2 Ha
The reaction is being carried out in the gaseous phase in a tubular continuous flow
reactor 3 m long and 0.6 m in diameter. The residence time of the gaseous stream in
the reactor is 20 seconds. The reactants are fed from their storage tanks, from where
pure benzene is passed through a vaporizer followed by a mixing feed blower. In this,
blower, both benzene vapor and propylene gas are mixed in the required ratio and
then the gaseous mixture is delivered to a pre heater. After the pre heater, the mixture
is fed to the reactor by another blower. The mixture enters the reactor at 500 K and
2 atmosphere. The reaction is only 70% complete. Reactor conditions favor the
formation of p-xylene, so that 60% mole of the xylene isomers produced are
p-xylene , where the rest is equally divided between the two other isomers.
‘The effluent stream from the reactor is fed to a cooler condenser, where all of the
components ( products and unreacted material), except the produced ethylene and
unreacted propylene, are condensed. The liquid mixture of the three isomers,is,
therefore fed to a distillation column, operating continuously at a reflux ratio of 2:1,
where all the unreacted benzene is separated. The mixture of the three isomers is,
therefore fed to a fractional crystallizer, where 95% of one of the isomers is
crystallized out . The remaining liquid mixture is fed to a pre heater followed by a
distillation column, that separates 90% Of the second isomer as a pure overhead
product.
All unreacted benzene & propylene are not recycled to the reactor, but are fed back
to their storage tanks.
Draw a qualitative flow sheet showing the main units of this process and other
necessary subsidiary equipment, identifying the different streams in the flow
sheet.
(7 Marks )
cer rr Fr FT FS FP SS SSeS eee eee
4. A plant produces evaporators at the rate of N evaporators per day.. The variable costs
per evaporator are SR 1200 +0,6N’. The total daily fixed charges are SR 25,000 and all
other expenses are constant SR. 44,000 per day. Economical analysis have shown that the
maximum daily profit can be attained on operating at a production rate 42.86 % higher than
the production rate giving the maximum cost per evaporator. Calculate:
‘a. The selling price
b. The daily profit at a (production rate giving the minimum cost per evaporator
¢. The daily profit at a production rate giving the maximum profit per day
4d. The daily production rate at the break even point
(10 Marks )
ee ee ee ee ee ee ee ee ee ee ee
5. A Dryer has an original value of SR 50,000 and a scrap value of SR 2,000. According to
local regulations, depreciation cost per year should not exceed SR 2,000 for this dryer.
Itis allowed to use either straight line method or declining balance method for depreciation
calculations.
What method would give a longer service life?. Calculate the ratio between both service lifes
(10 Marks )
cr FS FST ST SE ae ae eSErthlCcaeeEUhlUcraesertlUCcaeetmeaeste eee
6.A multiple — effect evaporator is used to raise the concentration of sodium sulfate
solution from 2% to 25% wt. ‘The feed rate of dilute solution is 10 tons per 24 hour
day. The total initial cost of the first effect is SR 6000 and each additional effect
cost SR 4500. The service life of the effects is estimated to be 6 years and the scrap
value of each effect at the end of service life is estimated to be SR 200. The straight
line depreciation method is used. Fixed charges minus depreciation are 20% yearly,
based on the first cost of the equipment. Steam costs SR_3.5 per ton. Annual
maintenance charges are 5% of the initial equipment cost. All other costs are
independent on the number of effects. The unit will operate 300 days per year.
If kgs of water evaporated per kg of steam equals 0.7 x No of effects ,
determine the optimum number of effects for minimum annual costs.
(10 Marks )
rer re SS See ete lee tlle leer terete ee
SSP
Alexandria University Ayaitap daa
Faculty of Engineering Lasigh As
Specialized Scientific Programs Tacit Ayah Gal
‘Angest, 2012 2012 used
‘Course tite Wamber Nawal Gas Lepecion 7 PRE FID nen
‘Tine alowed: Two hours eke: Oost
1) Compare between: (15 marks)
a) The Simple Cascade Process and the Optimized Cascade Process.
b) ExxonMobil Dual Multicomponent process and DMR Process.
©) APCI-C3 MR and APCI AP-X.
4) The spiral wound heat exchanger and the PFHE.
©) Air cooling and sea water cooling.
2) Give reason: (13 marks)
2) The main condenser size in the Linde process is smaller than the condenser size in
the Optimized Philips Cascade process.
b) For LNG processes with lower precooling temperatures a greater requirement for
LPG recovery is needed.
©) _ Inthe process cycle development a design basis is needed.
4) The compressor size is limited in case of using pure propane refrigerant.
©) _Exergy analysis are useful in the process cycle development
f) __ Ifthenew LNG charge is lighter than the existing liquid in the storage tank, it
‘g0€s in at the bottom of the tank.
2) Safety codes require that storage LNG tanks have vent sizes many times larger
than the normal boil-off rate.
h) The PFHE has an advantage over the spiral wound heat exchanger.
i) The final loop added to the APCI AP-X process uses pure nitrogen.
J) Inground LNG storage has some advantages.
Kk) _ Inthe CO» Precooled Linde Process, the carbon dioxide is used in the precooling
stage only.
1) The air cooling has an advantage over the sea water cooling.
m) _ Large offload storage facilities are less subjected to rollover than peak shaving facilities.
3) Complete the following sentences: (9 marks)
i. The three basic types of LNG aboveground storage vessels in use are: .
and...
ii. The most widely used metal for large LNG tanks is .
iii, ‘The role of the electrical heating element at the bottom of the LNG storage tanks is.
Page 1 of 3
d
The .........+-+ storage tanks may actually be the most economical choice of all the steel
above ground tanks,
The three basic types of LNG in ground storage are:
and.
‘A design basis used for the process development contains key project requirements such as
and.
The first step after the design basis is established is
The overall change in exergy ofthe steams flowing in and out ofan equipment unit (e.g
heat exchanger, compressor) is ..
‘The comparison of different processes fora specifi case must be done with cre, takin into
account all parameters such as: and ..,
Among the processes that uses proprietary heat exchangers are.
Define: (8 marks)
a)
b)
°)
d
°)
f
2)
h)
Reliability
Exergy
‘Temperature approach
Mach Number
CAPEX
Stratification
LNG weathering
Rollover
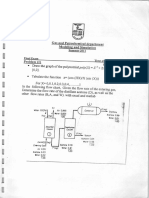
‘Methane is to be liquefied in a Joule-Thomson cycle (as in the given figure). The methane enters the
heat exchanger at 80°F and 1,500 psia and expands to 14.7 psia.
1. Calculate the fraction of methane entering the system that is liquefied.
2. Estimate the % decrease in production if a heat leak of 15 Btu/lb of methane
centering is present and if a temperature approach of 5°C is obtained at the warm
end of the exchanger.
3. Calculate the fraction liquefied if the pressure is 2,000 psia. (S marks)
Page 2 of 3
rr TT SF ST SS ae aeeEtaeeUeeeeeeeeeeeeeee e C
Methane make-up
os
Air-cooled
beat exchanger
— “Thermodynamic
. ‘boundary
1 YY
3
Heat
Jexchange|
+
a
vabe
“—. s
«
Ligeid
recelver
1 =350 Btu/lb (80°F, 1500 psia)
18 = 392 Btuflb (80°F, 14.7 psia)
12.=0 Btu/lb = (-259°F, 14.7 psia, liquid)
h= 337 Btu/lb = (80°F, 2,000 psia)
Best of Luck
Dr. Yasmine Ossama
Page 3 of 3
crm rr FP FP FP YS FT ST SSS SSS eS eS es
Student Name: Student Number:
Alexandria University SSP Hy yaigaty deat
Faculty of Engineering Huaaigh 3s
Specialized Scientific Programs Hawai Ayla Gal
August 2012 2012 qulauél
GPE 337 GaN ass
Combustion Technology
Time allowed: 2 Hours Chel toa j
1)
‘a. Calculate the stoichiometric mass air-fuel ratio ( A/F ) for combustion of
ethane ( C2H6)
b. A natural gas operates with an oxygen concentration of 4 mole percent in the
flue gas (wet basis ). Determine the operating air ~ fuel ratio and the
equivalence ratio.
Treat the natural gas as C1.08 H4.17
(10 Marks )
Tt)
a, Differentiate between :
i) Proximate analysis and ultimate analysis of coal:
ii) Fuel lean mixture and fuel rich mixture.
iii) The higher heating value of a fuel (HHV ) and the lower heating value (LHV)
iv) Lignite and anthracite.
b. A coal with a dry, ash — free composition of 86% C , 9% H2 ,1% S and 4%02
is burned with 25% excess air. The as — fired ash and moisture contents are
4 and 5% respectively. What are the stoichiometric and actual air — fuel ratios
(12 Marks)
IM) Determine the upper and lower heating values at 298 K for gaseous n-decane ~
C10 H22 per kmole and per kilogram of fuel. Given :
he c1oH22 = - 249659 kj/kmol
hf — Co2 = - 393546 ki/kmol
hr = RO @ = - 285857 kj/kmol
hr = H20(@) = = 241847 kjdkmol
(6 Marks )
cr rT FFF SSS SS RS SO
IV) Calculate the theoretical flame temperature when methane at 25 C is burned
with 15% excess air. The pressure is I atm.
Assume complete combustion. T adiabatic is gussed to be about 2100 K
Species Enthalpy of formation Specific heats at 1200K
At 298 K (kj/Kmol) (Kj/Kmol K )
cH4 - 74831 -
coz - 393546 56.21
#20 ~ 241845 43.87
N2 0 33.71
02 0 37.00
(9 Marks )
'V) Write short notes on : Unburnrd fuel - CO - NOx and Sox emissions
In combustion processes
(13 Marks)
H=1,C=12,0=16,8=32,N=14
cr cP eS er Fe] SS FS PS eso ors
Alexandria University
Faculty of Engineering
Gas and Petrochemical Engineering Department
Environmental Impact Assessment
Summer 2012
‘Time Allowed: 2 hours
Final Exam
Answer ALL the following questions
QI. Decide whether each statement is TRUE or FALSE, Then correct the FALSE,
statements [10 marks]
1. itis most acceptable that any method of assessment will satisfactorily characterize
environmental quality ( )
2. escape of heavy metal contaminated dust from a factory on vehicle tyres, arising from
poor dust control and wheel washing arrangements can be considered as planned
emission of pollutant ( )
3. Environmental standard is set in relation to impacts upon public health or upon natural
ecosystems at a level of medium risk. Cc)
4, Environmental Quality Standards are the national standards adopted by the country.(_)
5, Septum is a constant temperature heating zone inside injection port of GC C )
6. thermionic detector is a universal detector cy
7. Inside the GC- packed column, tube is densely packed with a solid support material onto
which it represents the stationary phase in the column. Cc )
8. Propane -air mixture is suitable for the determination of most of the common metals. (_
9. Random errors are due to causes over which the analyst can control ( )
10. Impingement is one of the methods used for the collection of atmospheric gaseous
samples ( )
Q2. Give Reason(s) for each of the following [10 marks ]
1. Urban rivers are usually ranked higher in chemi
are classified by biological means.
| quality than if the same water-courses
2 pages Best Wishes Dr. Ola Abdelwahab
?
nor rT aS SS SS SS SS
“
2. heli
is preferred as a carrier gas when thermal conductivity detectors are employed
3._ stream-splitting device is employed when further examination, other than FID, of the
elute is necessary
4, large numbers of soil and sediment samples may be required to characterize a relatively
small area
5. liquid samples are preserved by acidification to pH 2 and refrigeration to 4°C
Q3. Mention the role of each of the following [10 marks]
1. nebuliser-bumer system in AAS
2. Adsorption systems
3. Environmental Impact Assessment
4. Column in GC
5. Environmental Standard
Q4. Discus each of the following [20 marks]
(a) How do Environmental Quality Standards reliably set emission limits of pollutants?
(b) Grab sampling
(©) The FID has a wide linear response range, which made it the most popular detector in
current use
Case Studies
(a) How did the textile finishing industries in North-West England reduce the PCP in their
discharge
Answer either (e) or (f)
(©) How can pollution load generated from leather industry reduced?
(8) How do the problem of pollution caused from ballast water was solved?
2 pages Best Wishes Dr. Ola Abdelwahab
You might also like
- غاز و بتروكيماويات ربيع 2012-2013Document41 pagesغاز و بتروكيماويات ربيع 2012-2013Anonymous epd9bzMNo ratings yet
- كمبيوتر صيف 2011Document15 pagesكمبيوتر صيف 2011Anonymous epd9bzMNo ratings yet
- بتروكيماويات ربيع2009Document34 pagesبتروكيماويات ربيع2009Anonymous epd9bzMNo ratings yet
- Alex Eng DraftDocument1 pageAlex Eng DraftAnonymous epd9bzMNo ratings yet
- غاز و بتروكيماويات خريف 2013Document63 pagesغاز و بتروكيماويات خريف 2013Anonymous epd9bzMNo ratings yet
- عمارة و تشييد ربيع 2013Document53 pagesعمارة و تشييد ربيع 2013Anonymous epd9bzMNo ratings yet
- الغاز و البتروكيماويات خريف2010Document50 pagesالغاز و البتروكيماويات خريف2010Anonymous epd9bzMNo ratings yet
- غاز و بتروكيماويات خريف2012-2013Document52 pagesغاز و بتروكيماويات خريف2012-2013Anonymous epd9bzMNo ratings yet
- عماره و تشييد 2010 خريفDocument9 pagesعماره و تشييد 2010 خريفAnonymous epd9bzMNo ratings yet
- غاز و بتروكيماويات صيف2011Document23 pagesغاز و بتروكيماويات صيف2011Anonymous epd9bzMNo ratings yet
- عمارة و تشييد صيف2012Document3 pagesعمارة و تشييد صيف2012Anonymous epd9bzMNo ratings yet
- غاز وبتروكيماويات 2009 خريفDocument40 pagesغاز وبتروكيماويات 2009 خريفAnonymous epd9bzMNo ratings yet
- Medtermعماره و تشييد خريف 2010Document5 pagesMedtermعماره و تشييد خريف 2010Anonymous epd9bzMNo ratings yet
- غاز و بتروكيماويات خريف2012-2013Document52 pagesغاز و بتروكيماويات خريف2012-2013Anonymous epd9bzMNo ratings yet
- برنامج العمارة و التشيد خريف2013Document49 pagesبرنامج العمارة و التشيد خريف2013Anonymous epd9bzMNo ratings yet
- غاز و بتروكيماويات خريف 2013Document63 pagesغاز و بتروكيماويات خريف 2013Anonymous epd9bzMNo ratings yet
- أولى ترم ثانى 2013Document16 pagesأولى ترم ثانى 2013Anonymous epd9bzM0% (1)
- عمارة و تشييد خريف 2012-2013Document27 pagesعمارة و تشييد خريف 2012-2013Anonymous epd9bzMNo ratings yet
- الحاسبات و الاتصالات خريف 2013 PDFDocument51 pagesالحاسبات و الاتصالات خريف 2013 PDFAnonymous epd9bzMNo ratings yet
- حاسبات و اتصالات خريف2012-2013Document55 pagesحاسبات و اتصالات خريف2012-2013Anonymous epd9bzMNo ratings yet
- حاسبات و اتصالات خريف 2011Document28 pagesحاسبات و اتصالات خريف 2011Anonymous epd9bzMNo ratings yet
- ثالثة ترم ثانى 2013Document12 pagesثالثة ترم ثانى 2013Anonymous epd9bzMNo ratings yet
- رابعة ترم أول 2013Document11 pagesرابعة ترم أول 2013Anonymous epd9bzMNo ratings yet
- الحاسبات و الاتصالات خريف 2013 PDFDocument51 pagesالحاسبات و الاتصالات خريف 2013 PDFAnonymous epd9bzMNo ratings yet
- Day 2 Training-13-11-2014Document84 pagesDay 2 Training-13-11-2014Anonymous epd9bzMNo ratings yet
- ثانية ترم ثانى 2013Document22 pagesثانية ترم ثانى 2013Anonymous epd9bzMNo ratings yet
- Day 1 Training-13-11-2014Document183 pagesDay 1 Training-13-11-2014Anonymous epd9bzMNo ratings yet
- ثالثة ترم أول 2013Document21 pagesثالثة ترم أول 2013Anonymous epd9bzMNo ratings yet
- ثانية ترم أول 2013Document10 pagesثانية ترم أول 2013Anonymous epd9bzMNo ratings yet