You might also like
- Sikaflex Construction Plus PDFDocument4 pagesSikaflex Construction Plus PDFMadelein RossiNo ratings yet
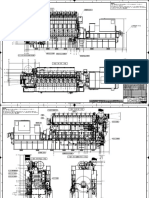
- PKG2-Engine General Arrangement DrawingDocument2 pagesPKG2-Engine General Arrangement DrawingZulfikar N JoelNo ratings yet
- Hypermart 27022015Document1 pageHypermart 27022015Zulfikar N JoelNo ratings yet
- ASCE 7-2010 LoadCombsDocument1 pageASCE 7-2010 LoadCombsmuhammadsaliNo ratings yet
- 13 Irawan Tani Anita GDocument11 pages13 Irawan Tani Anita GZulfikar N JoelNo ratings yet
- Foundation For Dynamic LoadDocument16 pagesFoundation For Dynamic LoadTal FadzlyNo ratings yet
- Tip Sheet July10Document2 pagesTip Sheet July10Zulfikar N JoelNo ratings yet
- 11 Sindhu Rudianto RevDocument7 pages11 Sindhu Rudianto RevZulfikar N JoelNo ratings yet
- Skid Base PDFDocument1 pageSkid Base PDFZulfikar N JoelNo ratings yet
- Job Information: Job No Sheet No RevDocument1 pageJob Information: Job No Sheet No RevZulfikar N JoelNo ratings yet
- Breaks IDocument1 pageBreaks IZulfikar N JoelNo ratings yet
- 16 21 1 PBDocument18 pages16 21 1 PBZulfikar N JoelNo ratings yet
- General Arrangement PDFDocument1 pageGeneral Arrangement PDFZulfikar N JoelNo ratings yet
- A Discussion of Power Plant Loads and Load CombinationsDocument8 pagesA Discussion of Power Plant Loads and Load CombinationsDiego Martínez FernándezNo ratings yet
- Equal Angles: P.T. Ispat Bukit BajaDocument2 pagesEqual Angles: P.T. Ispat Bukit BajaZulfikar N JoelNo ratings yet
- AEG ProposeDocument1 pageAEG ProposeZulfikar N JoelNo ratings yet
- Position Count Description CRIE 5-12 A-CA-I-E-HQQE: Product Photo Could Vary From The Actual ProductDocument5 pagesPosition Count Description CRIE 5-12 A-CA-I-E-HQQE: Product Photo Could Vary From The Actual ProductZulfikar N JoelNo ratings yet
- Hydro Mpc-E 3 Crie5-12Document5 pagesHydro Mpc-E 3 Crie5-12Zulfikar N JoelNo ratings yet
- SP 9-12Document6 pagesSP 9-12Zulfikar N JoelNo ratings yet
- Ordersheel PDFDocument1 pageOrdersheel PDFZulfikar N JoelNo ratings yet
- Attachment 8 Anchor Bolt PDFDocument1 pageAttachment 8 Anchor Bolt PDFZulfikar N JoelNo ratings yet
- General ArrangementDocument1 pageGeneral ArrangementZulfikar N JoelNo ratings yet
- Hydro Mpc-E 3 Crie5-12Document5 pagesHydro Mpc-E 3 Crie5-12Zulfikar N JoelNo ratings yet
- Hvu FTM 2012-09Document20 pagesHvu FTM 2012-09Zulfikar N JoelNo ratings yet
- Skid BaseDocument1 pageSkid BaseZulfikar N JoelNo ratings yet
- Z AllDocument39 pagesZ AllZulfikar N JoelNo ratings yet
- Hvu FTM 2012-09Document20 pagesHvu FTM 2012-09Zulfikar N JoelNo ratings yet
- Position Count Description CRIE 5-12 A-CA-I-E-HQQE: Product Photo Could Vary From The Actual ProductDocument5 pagesPosition Count Description CRIE 5-12 A-CA-I-E-HQQE: Product Photo Could Vary From The Actual ProductZulfikar N JoelNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- BSC 1st Year Notes ChemistryDocument33 pagesBSC 1st Year Notes ChemistrySandipan SahaNo ratings yet
- Understanding the nonlinear dynamics of liquid flow with surge tanksDocument12 pagesUnderstanding the nonlinear dynamics of liquid flow with surge tanksLouie Fajardo AbadNo ratings yet
- Aquaculture Engineering Chapter 4: Adjustment of pHDocument11 pagesAquaculture Engineering Chapter 4: Adjustment of pHsheil.cogayNo ratings yet
- Gmaw STTDocument4 pagesGmaw STTAnonymous 0rt9KWmNNo ratings yet
- Tolerances of A Polystyrene Film: 2.2.25. ABSORPTION Spectrophotometry, Ultraviolet and VisibleDocument3 pagesTolerances of A Polystyrene Film: 2.2.25. ABSORPTION Spectrophotometry, Ultraviolet and Visibleivan cuadradoNo ratings yet
- Slug Catcher Design InstructionDocument6 pagesSlug Catcher Design Instructionanon_268215282No ratings yet
- Particle separation problems and calculationsDocument3 pagesParticle separation problems and calculationsJohn Kevin San Jose50% (2)
- Mohamed Abdel-Hameed Ahmed: Curriculum VitaeDocument3 pagesMohamed Abdel-Hameed Ahmed: Curriculum VitaeHatem HusseinNo ratings yet
- Lab Exercise 6 SIMPLE STAININGDocument5 pagesLab Exercise 6 SIMPLE STAININGArianne Jans MunarNo ratings yet
- 7 Steps to Eating Right for AthletesDocument17 pages7 Steps to Eating Right for AthletesKyle WonderlyNo ratings yet
- Atmosphere Short CompendiumDocument63 pagesAtmosphere Short CompendiumambergetNo ratings yet
- Pelican Cases Catalog 2021Document29 pagesPelican Cases Catalog 2021thanakornNo ratings yet
- USP-NF 857 Ultraviolet-Visible SpectrosDocument12 pagesUSP-NF 857 Ultraviolet-Visible SpectrosAbsheen ZamanNo ratings yet
- Analytical Chemistry 1 Test 3 SAMPLE-4Document8 pagesAnalytical Chemistry 1 Test 3 SAMPLE-4Aman YadavNo ratings yet
- Sellos T-5610 T-5610QDocument8 pagesSellos T-5610 T-5610QBenicio Joaquín Ferrero BrebesNo ratings yet
- PET Resistance To H2O2Document2 pagesPET Resistance To H2O2JoanBensonNo ratings yet
- Application & Analysis of Banana Stem Fibre Use As Construction MaterialDocument12 pagesApplication & Analysis of Banana Stem Fibre Use As Construction MaterialEditor IJTSRDNo ratings yet
- Set 1 Section A (45 MARKS) : X X y X DX DyDocument2 pagesSet 1 Section A (45 MARKS) : X X y X DX DyMuhammad SaifudinNo ratings yet
- Failure Analysis and PreventionDocument76 pagesFailure Analysis and PreventionDome Stoi0% (1)
- Important Notes On Ana Chem Lecture 1Document3 pagesImportant Notes On Ana Chem Lecture 1Eliza Loren PalleraNo ratings yet
- H-HS-0007C Chlorine Bleach Mold Mildew RemoverDocument1 pageH-HS-0007C Chlorine Bleach Mold Mildew RemoverJuliana Wong100% (2)
- 3) Cold StorageDocument5 pages3) Cold StorageharshNo ratings yet
- Mirrax Esr Heat Treatm - RecDocument4 pagesMirrax Esr Heat Treatm - RechamidharvardNo ratings yet
- Dual LockDocument6 pagesDual Lockcvazquez999No ratings yet
- Fire Characteristics of Styropor FoamsDocument4 pagesFire Characteristics of Styropor FoamsRosman Al-QadriNo ratings yet
- Heat Transfer in Fire Tube Boiler Software SumulationDocument7 pagesHeat Transfer in Fire Tube Boiler Software SumulationLiam Moylan50% (2)
- Freezing, Melting, and EvaporationDocument81 pagesFreezing, Melting, and EvaporationKris Paolo CamiasNo ratings yet
- Van Der Waals Interaction (Also Known As London Dispersion Energies)Document6 pagesVan Der Waals Interaction (Also Known As London Dispersion Energies)Sumair AhmedNo ratings yet
- Ap41s 81 2009Document11 pagesAp41s 81 2009Anita VkNo ratings yet
- Tratamientos de FlotacionDocument35 pagesTratamientos de FlotacionGiroshi Roberth Reyes VillarNo ratings yet