You might also like
- Max Energy in BetatronDocument2 pagesMax Energy in BetatronSurajitDutta100% (1)
- Jacob Millman Micro Electronics PDFDocument809 pagesJacob Millman Micro Electronics PDFSurajitDutta43% (7)
- 99.science 2011 Fleming 448 50Document4 pages99.science 2011 Fleming 448 50SurajitDuttaNo ratings yet
- CSIR Physical Sciences Paper 1Document6 pagesCSIR Physical Sciences Paper 1Kethavarapu RamjiNo ratings yet
- CSIR Physical Sciences Paper 2Document25 pagesCSIR Physical Sciences Paper 2SurajitDuttaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Structure, dielectric tunability, thermal stability and diffuse phase transition behavior of lead free BZT–BCT ceramic capacitorsDocument10 pagesStructure, dielectric tunability, thermal stability and diffuse phase transition behavior of lead free BZT–BCT ceramic capacitorsSamah SamahNo ratings yet
- Bipolar Junction Transistors (BJTS) 1Document19 pagesBipolar Junction Transistors (BJTS) 1ጁንታው ነኝNo ratings yet
- Iso 5852 SDocument37 pagesIso 5852 SGhasem A. JavidNo ratings yet
- SM MX-B401 PDFDocument328 pagesSM MX-B401 PDFFausto OrqueraNo ratings yet
- Penetration of Microwaves Into AluminumDocument5 pagesPenetration of Microwaves Into AluminumJohn Michael WilliamsNo ratings yet
- 500 GTP 1180Document2 pages500 GTP 1180mahidhar talapaneniNo ratings yet
- 2019.2.25 UniGear ZS3. 2 Manual EN PDFDocument48 pages2019.2.25 UniGear ZS3. 2 Manual EN PDFDrago AndrijevicNo ratings yet
- Es340 132kv Open Terminal Circuit BreakersDocument35 pagesEs340 132kv Open Terminal Circuit BreakersXin LiNo ratings yet
- Sensor LaserDocument3 pagesSensor LaserAbraham del Hoyo SotoNo ratings yet
- Internet of Things IOT Based Weather Monitoring SystemDocument33 pagesInternet of Things IOT Based Weather Monitoring SystemNovel Sarker100% (2)
- BSM20GD60DLC EupecDocument9 pagesBSM20GD60DLC EupecAlanNo ratings yet
- DC Motor Load Test Performance AnalysisDocument4 pagesDC Motor Load Test Performance AnalysisTapobroto ChatterjeeNo ratings yet
- ABB ACS 1000 Tech Catalog RevDDocument161 pagesABB ACS 1000 Tech Catalog RevDElena Koneva50% (2)
- POE16S-1AFG Extends PoE Range to 200mDocument3 pagesPOE16S-1AFG Extends PoE Range to 200mSubas ShresthaNo ratings yet
- 735 / 737 Feeder Protection Relay Instruction Manual: MultilinDocument146 pages735 / 737 Feeder Protection Relay Instruction Manual: MultilinJorge Gutierrez MejiaNo ratings yet
- Calibration 161217162207Document36 pagesCalibration 161217162207Oula HatahetNo ratings yet
- Taurus qb300 ManualDocument4 pagesTaurus qb300 ManualDanielo ErréNo ratings yet
- Datasheet STD724 TRANSISTORDocument10 pagesDatasheet STD724 TRANSISTORArnoldo DazaNo ratings yet
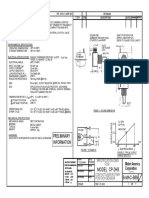
- Preliminary Information: B-MAC-B69 Model Cp-2HbDocument1 pagePreliminary Information: B-MAC-B69 Model Cp-2HbCykhong KhongNo ratings yet
- Solving Circuit ProblemsDocument33 pagesSolving Circuit Problems19027 PrantoBiswasNo ratings yet
- Yaskawa Hatalar-TavsiyelerDocument5 pagesYaskawa Hatalar-TavsiyelerOguz AlbayrakNo ratings yet
- HP236ADocument49 pagesHP236Agandalfg8No ratings yet
- Guitar Amplifier AC10C1 Service Manual: Assembly (Exploded) View: 2 Schematic Diagram: 3 Test Mode: 10 Parts List: 11Document12 pagesGuitar Amplifier AC10C1 Service Manual: Assembly (Exploded) View: 2 Schematic Diagram: 3 Test Mode: 10 Parts List: 11Oliver SuttonNo ratings yet
- Courtney Holder FixtureDocument7 pagesCourtney Holder FixturealanevejrNo ratings yet
- CMOS Logic Circuits: Inverter 2 Input NOR 2 Input NAND Other FunctionsDocument23 pagesCMOS Logic Circuits: Inverter 2 Input NOR 2 Input NAND Other FunctionsKumar Amit VermaNo ratings yet
- The Paper Doctor A Vibrational Medicine CabinetDocument385 pagesThe Paper Doctor A Vibrational Medicine CabinetCEF041941100% (27)
- Lab Report On The Working of RelayDocument4 pagesLab Report On The Working of RelayHira IqbalNo ratings yet
- EVlink Smart Wallbox - 7.4-22 KW - T2 - RFIDDocument2 pagesEVlink Smart Wallbox - 7.4-22 KW - T2 - RFIDfoxNo ratings yet
- PLC01 Psu1 AI/O1: SiemensDocument1 pagePLC01 Psu1 AI/O1: SiemensSyachrial YusufNo ratings yet
- Soft Switching TechniquesDocument21 pagesSoft Switching Techniquesmatlab5903100% (1)