You might also like
- Specifying-VFDs-white-paper (Especificando Inversores)Document8 pagesSpecifying-VFDs-white-paper (Especificando Inversores)Gabriel SilvaNo ratings yet
- Variable Frequency Drive SelectionDocument6 pagesVariable Frequency Drive Selectionhasbi fadliNo ratings yet
- Inverter Duty MotorDocument6 pagesInverter Duty Motorseshubabu_999No ratings yet
- Buying Guide of Variable Frequency DrivesDocument5 pagesBuying Guide of Variable Frequency Drivesmfonseca31No ratings yet
- Variable Frequency DrivesDocument46 pagesVariable Frequency DrivesCubix AutomationNo ratings yet
- How To Select A Variable Frequency DriveDocument6 pagesHow To Select A Variable Frequency Drivedavid_diaz_sNo ratings yet
- Energy Savings of Variable Frequency DrivesDocument31 pagesEnergy Savings of Variable Frequency DrivesAnand AgrawalNo ratings yet
- Match VFD to Load for SuccessDocument2 pagesMatch VFD to Load for SuccessRohit BhogleNo ratings yet
- Why Use Bypass in Variable Frequency Drive SystemDocument6 pagesWhy Use Bypass in Variable Frequency Drive Systemmani_208eeNo ratings yet
- Avoid Over-Specifying Inverter-Duty MotorsDocument9 pagesAvoid Over-Specifying Inverter-Duty MotorsCesar HernandezNo ratings yet
- Variable Frequency Drive (VFD)Document8 pagesVariable Frequency Drive (VFD)vishnurajpattambiNo ratings yet
- WATTS New Premium ContentDocument32 pagesWATTS New Premium ContentbaoHVLABNo ratings yet
- Power Quality: M V S I o V F DDocument5 pagesPower Quality: M V S I o V F DHari Krishna.MNo ratings yet
- MV & LV MotorDocument12 pagesMV & LV MotorSaber AbdelaalNo ratings yet
- Compatibility of Motor & VFDDocument3 pagesCompatibility of Motor & VFDorkwfdet sharklasersNo ratings yet
- Figure No. 1 Variable Frequency DriveDocument38 pagesFigure No. 1 Variable Frequency DriveAshutosh SoniNo ratings yet
- VFDs vs soft starters: savings potentialDocument6 pagesVFDs vs soft starters: savings potentialYepremNo ratings yet
- Application of VFD in Power PlantDocument62 pagesApplication of VFD in Power PlantSakthi MuruganNo ratings yet
- Figure No. 1 Variable Frequency DriveDocument38 pagesFigure No. 1 Variable Frequency Drivet_aditya2506No ratings yet
- VFD QuestionariesDocument3 pagesVFD QuestionariesChandra SekarNo ratings yet
- Technical Seminar On VFDDocument17 pagesTechnical Seminar On VFDRadhika Priyadarshini100% (7)
- AC DC Drives Application ConsiderationDocument8 pagesAC DC Drives Application Considerationvatsalshah24No ratings yet
- VFD TutorialDocument21 pagesVFD TutorialDaniel Taiti Kimathi100% (3)
- Inverter Duty Vs Gen-Purpose MotorsDocument3 pagesInverter Duty Vs Gen-Purpose MotorsErwin Sto'domingoNo ratings yet
- Best VFD Applications For HVAC SystemsDocument4 pagesBest VFD Applications For HVAC SystemsjnikkoNo ratings yet
- Nameplate of InductionDocument6 pagesNameplate of InductionARUNPRASADEEENo ratings yet
- WEG Vfds Vs Soft Starters White Paper Vfdsvssoftstarters Technical Article EnglishDocument5 pagesWEG Vfds Vs Soft Starters White Paper Vfdsvssoftstarters Technical Article EnglishcartarNo ratings yet
- VFD 1Document17 pagesVFD 1Sujatha GoliNo ratings yet
- VFD Selection Guide for Screw FeedersDocument6 pagesVFD Selection Guide for Screw FeedersAndrea Fabiana Blaschi0% (1)
- How To Select A Variable Frequency DriveDocument2 pagesHow To Select A Variable Frequency Drivehasbi fadli100% (1)
- Hydraulic Institute Knowledge Series: Motors & VFDS: Variable Frequency DrivesDocument32 pagesHydraulic Institute Knowledge Series: Motors & VFDS: Variable Frequency DrivesKarin GzaNo ratings yet
- Galco Tech Tips - Motor Control Selection GuideDocument2 pagesGalco Tech Tips - Motor Control Selection GuideGalco IndustrialNo ratings yet
- Regarding Selection - WORD 97 FORMATDocument22 pagesRegarding Selection - WORD 97 FORMATSurya Prakash SinhaNo ratings yet
- VFD 101 Lesson 4 Danfoss PDFDocument21 pagesVFD 101 Lesson 4 Danfoss PDFshareyhouNo ratings yet
- Variable Frequency Drives VFDDocument30 pagesVariable Frequency Drives VFDKareem HelmyNo ratings yet
- Active Energy Control - Optimum Solution For Maximum Savings: Industry Application IA04008001EDocument4 pagesActive Energy Control - Optimum Solution For Maximum Savings: Industry Application IA04008001ESaju V KumarNo ratings yet
- Variable frequency drive overview and benefitsDocument12 pagesVariable frequency drive overview and benefitsDev KumarNo ratings yet
- Best Presentation On VFDDocument68 pagesBest Presentation On VFDWaseem Hashmat89% (9)
- VFD parameter setting guide for acceleration, torque & protectionDocument4 pagesVFD parameter setting guide for acceleration, torque & protectionykresna1631100% (1)
- VFDDocument13 pagesVFDvenumechNo ratings yet
- Selecting Motors to Meet Load Torque RequirementsDocument2 pagesSelecting Motors to Meet Load Torque RequirementsMuhammad Irfan AnwarNo ratings yet
- Types of MotorsDocument12 pagesTypes of MotorsMatin Inamdar100% (1)
- Variable Frequency DrivesDocument11 pagesVariable Frequency DrivesLavanya VallbhareddyNo ratings yet
- Variable Speed DriveDocument1 pageVariable Speed DriveKenneth LewisNo ratings yet
- VFD Selection Guide For Screw FeedersDocument6 pagesVFD Selection Guide For Screw FeedersamitdharneNo ratings yet
- Connecting Multiple Motors To One DriveDocument2 pagesConnecting Multiple Motors To One DriveJose Garcia GonzalezNo ratings yet
- VFD-types, working, soft-starter, market scope overviewDocument11 pagesVFD-types, working, soft-starter, market scope overviewdharnishNo ratings yet
- Soft Starter Vs VFDDocument15 pagesSoft Starter Vs VFDMitesh GandhiNo ratings yet
- Lesson 1: Drives 101Document10 pagesLesson 1: Drives 101DeeDee BossNo ratings yet
- VSD Advantages, Disadvantages, Selection Criteria and Installation Tips and TricksDocument18 pagesVSD Advantages, Disadvantages, Selection Criteria and Installation Tips and TricksMike CerreroNo ratings yet
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesFrom EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesNo ratings yet
- Marine Electrics Made Simple or How to Keep the Batteries ChargedFrom EverandMarine Electrics Made Simple or How to Keep the Batteries ChargedNo ratings yet
- Thomson Electrac HD Linear Actuator Motion Control per CAN BusFrom EverandThomson Electrac HD Linear Actuator Motion Control per CAN BusNo ratings yet
- Mercedes Benz & Dodge Sprinter CDI 2000-2006 Owners Workshop ManualFrom EverandMercedes Benz & Dodge Sprinter CDI 2000-2006 Owners Workshop ManualNo ratings yet
- Mercedes Benz & Dodge Sprinter CDI 2000-2006 Owners Workshop ManualFrom EverandMercedes Benz & Dodge Sprinter CDI 2000-2006 Owners Workshop ManualRating: 3.5 out of 5 stars3.5/5 (2)
- Safepad 02 03 Tech EssaysDocument2 pagesSafepad 02 03 Tech EssaysnikecerreroNo ratings yet
- OPGW Joint EnclosureDocument1 pageOPGW Joint EnclosurenikecerreroNo ratings yet
- Wye-Wye Transformers & Tertiary WindingsDocument5 pagesWye-Wye Transformers & Tertiary WindingssasahitoNo ratings yet
- MV Switchgear IEC 62271-200Document14 pagesMV Switchgear IEC 62271-200andhrimnir100% (1)
- Minco - SensorsDesignGuide 10Document1 pageMinco - SensorsDesignGuide 10Ahmed SalmanNo ratings yet
- Core Balance CTDocument2 pagesCore Balance CTMurugaraj Muthusamy100% (1)
- ConversionDocument10 pagesConversionAtul SharanNo ratings yet
- Digilink DC6CAUTP4P3XDocument3 pagesDigilink DC6CAUTP4P3XengdistyaNo ratings yet
- Kls Martin Me402 - Serv. TecDocument234 pagesKls Martin Me402 - Serv. TecJonny Eduardo Vargas Valera80% (5)
- AirbagsDocument353 pagesAirbagsvixentdNo ratings yet
- F0369603 Etos en PDFDocument16 pagesF0369603 Etos en PDFgersonNo ratings yet
- BLV R: Series TypeDocument474 pagesBLV R: Series TypeGiovaniAricettiNo ratings yet
- MTS101# 2GD-21Document2 pagesMTS101# 2GD-21NataliaNo ratings yet
- Electric Wire Rope Hoist, Ewh SeriesDocument3 pagesElectric Wire Rope Hoist, Ewh SeriesPhan Van LoiNo ratings yet
- 3.1.3.A FlipFlopApplications - Shift Registers-1Document4 pages3.1.3.A FlipFlopApplications - Shift Registers-1HenryNo ratings yet
- CDINS6: DIN Rail Mounting Socket & SwitchDocument1 pageCDINS6: DIN Rail Mounting Socket & SwitchNitinNo ratings yet
- Quad-Port Antenna with Dual Linear PolarizationDocument1 pageQuad-Port Antenna with Dual Linear Polarizationmichele DSNo ratings yet
- ATS48 Getting Started EN NHA94282 00 PDFDocument4 pagesATS48 Getting Started EN NHA94282 00 PDFSehzad MithaNo ratings yet
- Murrelektronik General-Catalog enDocument789 pagesMurrelektronik General-Catalog enJuan Alejandro Cañas ColoradoNo ratings yet
- Millennium IGDocument116 pagesMillennium IGtimmylau23No ratings yet
- Physics Assignment 04Document2 pagesPhysics Assignment 04Prakhar BhatnagarNo ratings yet
- Gps and GSM Based Self Defense System For Women Safety 2332 0796 1000233Document3 pagesGps and GSM Based Self Defense System For Women Safety 2332 0796 1000233Satya KavyaNo ratings yet
- Coordinated Voltage Control: in Transmission NetworksDocument4 pagesCoordinated Voltage Control: in Transmission NetworkslisusedNo ratings yet
- Target Deception Jamming Method Against Spaceborne Synthetic Aperture Radar Using Electromagnetic ScatteringDocument13 pagesTarget Deception Jamming Method Against Spaceborne Synthetic Aperture Radar Using Electromagnetic ScatteringLêTiếnDungNo ratings yet
- Ac '97 and HD Audio Soundmax Codec Ad1986A: Features Enhanced FeaturesDocument56 pagesAc '97 and HD Audio Soundmax Codec Ad1986A: Features Enhanced FeaturesCIACIACIACIACIACIANo ratings yet
- Bottle Cooler Controller: Downloaded From Manuals Search EngineDocument2 pagesBottle Cooler Controller: Downloaded From Manuals Search EngineSergio Ribeiro de OliveiraNo ratings yet
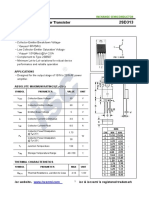
- 2SD313 60V NPN Power TransistorDocument2 pages2SD313 60V NPN Power TransistorSunu HerryNo ratings yet
- NS 1996 Linear SeminarDocument323 pagesNS 1996 Linear SeminarId Vágó MiklósNo ratings yet
- Spinchiller FCDocument2 pagesSpinchiller FCzied touilNo ratings yet
- Lc200a en V5.0Document8 pagesLc200a en V5.0Anu MaliNo ratings yet
- Asfora: Catalog 2020Document30 pagesAsfora: Catalog 2020EBNo ratings yet
- Islamic University Faculty of Engineering Department of Electrical EngineeringDocument10 pagesIslamic University Faculty of Engineering Department of Electrical Engineering676vyncfwxNo ratings yet
- Bus-Knx-Lighting-Solutions Le Grand PDFDocument52 pagesBus-Knx-Lighting-Solutions Le Grand PDFStefanija Maneva100% (1)
- Electrical Circuits (EEE-141)Document21 pagesElectrical Circuits (EEE-141)Sudipto Sarker SuptoNo ratings yet
- spec-GI Conduit & FittingsDocument1 pagespec-GI Conduit & FittingsMY PCNo ratings yet
- Delta RCCB Swap EPDCDocument12 pagesDelta RCCB Swap EPDCA WongNo ratings yet