You might also like
- Colorado School of Mines Petroleum Engineering Flow ChartDocument1 pageColorado School of Mines Petroleum Engineering Flow ChartLopez RamNo ratings yet
- Colorado School of Mines Petroleum Engineering Flow ChartDocument1 pageColorado School of Mines Petroleum Engineering Flow ChartLopez RamNo ratings yet
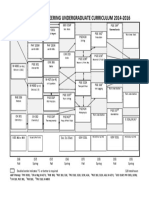
- Petroleum Engineering Undergraduate Curriculum 2014-2016Document1 pagePetroleum Engineering Undergraduate Curriculum 2014-2016Lopez RamNo ratings yet
- Teaching With CES EduPack PDFDocument24 pagesTeaching With CES EduPack PDFLopez RamNo ratings yet
- Aramis Image CorrelationDocument8 pagesAramis Image CorrelationLopez RamNo ratings yet
- Petroleum Engineering Course ArrangementDocument1 pagePetroleum Engineering Course ArrangementLopez RamNo ratings yet
- Articulo Impresion 3dDocument6 pagesArticulo Impresion 3dLopez RamNo ratings yet
- Correlación de Imágenes 2DDocument6 pagesCorrelación de Imágenes 2DLopez RamNo ratings yet
- Articulo Impresion 3dDocument6 pagesArticulo Impresion 3dLopez RamNo ratings yet
- Engineering Simulation Solutions For Offshore and SubseaDocument41 pagesEngineering Simulation Solutions For Offshore and SubseaLopez RamNo ratings yet
- A Battery Powered Constant Current Stimulator For Motor End Point Detection 1997 Medical Engineering PhysicsDocument4 pagesA Battery Powered Constant Current Stimulator For Motor End Point Detection 1997 Medical Engineering PhysicsLopez RamNo ratings yet
- The Effect of Surface Topography of Retrieved Femoral Heads On The Wear of UHMWPE Sockets 1997 Medical Engineering PhysicsDocument9 pagesThe Effect of Surface Topography of Retrieved Femoral Heads On The Wear of UHMWPE Sockets 1997 Medical Engineering PhysicsLopez RamNo ratings yet
- Diseño de Elementos de Máquinas - V. M. Faires (4ta Edición) SolucionDocument641 pagesDiseño de Elementos de Máquinas - V. M. Faires (4ta Edición) SolucionCristian Lizaraso Pérez100% (1)
- Pressure Vessel Hand Book - Magesey - 12th Edition-Eugene F MegyesyDocument251 pagesPressure Vessel Hand Book - Magesey - 12th Edition-Eugene F MegyesyajivakkomNo ratings yet
- ARTÍCULO MasDeteccaoFalhaindustriaProcessoDocument16 pagesARTÍCULO MasDeteccaoFalhaindustriaProcessoLopez RamNo ratings yet
- Theory & Design of Pressure Vessels PDFDocument319 pagesTheory & Design of Pressure Vessels PDFShree BiradarNo ratings yet
- Drill Pipe Performance DataDocument35 pagesDrill Pipe Performance DatasnatajNo ratings yet
- Diseño de Elementos de Máquinas - V. M. Faires (4ta Edición) SolucionDocument641 pagesDiseño de Elementos de Máquinas - V. M. Faires (4ta Edición) SolucionCristian Lizaraso Pérez100% (1)
- Guía para ASME VIII Div 1.Document313 pagesGuía para ASME VIII Div 1.Lopez RamNo ratings yet
- Diseño de Elementos de Máquinas - V. M. Faires (4ta Edición) SolucionDocument641 pagesDiseño de Elementos de Máquinas - V. M. Faires (4ta Edición) SolucionCristian Lizaraso Pérez100% (1)
- ARTÍCULO MasDeteccaoFalhaindustriaProcessoDocument16 pagesARTÍCULO MasDeteccaoFalhaindustriaProcessoLopez RamNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Food Research International: SciencedirectDocument7 pagesFood Research International: SciencedirectFausto GuasguaNo ratings yet
- Equipment Included in A CO2 PlantDocument3 pagesEquipment Included in A CO2 Plantgama tokNo ratings yet
- Atomic Particles Chart: + o - ST ND RD THDocument2 pagesAtomic Particles Chart: + o - ST ND RD THZexdxrNo ratings yet
- How I was floored by a tick reveals Lyme disease diagnosis journeyDocument12 pagesHow I was floored by a tick reveals Lyme disease diagnosis journeyKylie GolindangNo ratings yet
- CHEM 132. 2 (Biochemistry For Nurses) Final Examination I. Multiple ChoiceDocument12 pagesCHEM 132. 2 (Biochemistry For Nurses) Final Examination I. Multiple ChoiceJohn Allan PasanaNo ratings yet
- Open Die ForgingDocument7 pagesOpen Die ForgingCharanjeet Singh0% (1)
- Section 1 Explosive Atmospheres 07-2017 Rev 3Document17 pagesSection 1 Explosive Atmospheres 07-2017 Rev 3kingmltNo ratings yet
- "Green Gas" As SNG (Synthetic Natural Gas) A Renewable Fuel With Conventional QualityDocument17 pages"Green Gas" As SNG (Synthetic Natural Gas) A Renewable Fuel With Conventional QualityRobin ZwartNo ratings yet
- Skikda Training CDU (Basis - Process.EQ Modi. Interlock)Document48 pagesSkikda Training CDU (Basis - Process.EQ Modi. Interlock)Mohamed OuichaouiNo ratings yet
- Lecture 1 NotesDocument46 pagesLecture 1 NotesIncNo ratings yet
- Product Information Sheet: Alloy Cusn12Document1 pageProduct Information Sheet: Alloy Cusn12Hawraa AlbahadlyNo ratings yet
- T. Henry Moray Device Generates Free EnergyDocument9 pagesT. Henry Moray Device Generates Free Energyrocism01100% (1)
- Wushs Asdteehxxhem Chem Sjsteo SteoreoDocument18 pagesWushs Asdteehxxhem Chem Sjsteo SteoreoRed DiggerNo ratings yet
- Question (Descriptive) Bank Unit - 1 and Unit-4Document19 pagesQuestion (Descriptive) Bank Unit - 1 and Unit-4Ziyaul AijazNo ratings yet
- PCA Circular Tanks DesignDocument59 pagesPCA Circular Tanks Designjf59100% (1)
- TMP0025U Products Accessories GuideDocument40 pagesTMP0025U Products Accessories GuideMajdi BelguithNo ratings yet
- Aspen Polymers+Vol2V7 1-UsrDocument250 pagesAspen Polymers+Vol2V7 1-UsraftenteaNo ratings yet
- Lubrication Selection For Enclosed Gear DrivesDocument16 pagesLubrication Selection For Enclosed Gear DrivesGian TeryNo ratings yet
- Fick Second LawDocument9 pagesFick Second LawJohnny WoodsNo ratings yet
- Zumdahl Chapter 11Document28 pagesZumdahl Chapter 11Vanessa JabagatNo ratings yet
- DM Water Tank SpecificationDocument9 pagesDM Water Tank SpecificationManish PatelNo ratings yet
- Multi Component DistillationDocument71 pagesMulti Component DistillationManu Jain83% (6)
- Appendix A. Thermodynamic Parameters PDFDocument10 pagesAppendix A. Thermodynamic Parameters PDFMawar Rahmah AnggrainiNo ratings yet
- Pradeep Chemistry Book For Class Xi PDF-iitiansDocument1,365 pagesPradeep Chemistry Book For Class Xi PDF-iitiansabc9999999999No ratings yet
- Formaldehyde ResinDocument34 pagesFormaldehyde ResindevangNo ratings yet
- AlakalinePhos ARC CHEMDocument8 pagesAlakalinePhos ARC CHEMTanveerNo ratings yet
- 11Document19 pages11Mayank KumarNo ratings yet
- Glenium 105 Suretec TdsDocument2 pagesGlenium 105 Suretec TdsGabriel LimNo ratings yet
- Plantic PDS EG501 Jul08Document1 pagePlantic PDS EG501 Jul08Plainexus MyNo ratings yet