You might also like
- Basic operations and technological points in the blowroomDocument7 pagesBasic operations and technological points in the blowroomVikrant KanugondaNo ratings yet
- Blowroom: Basic Operations in The BlowroomDocument3 pagesBlowroom: Basic Operations in The BlowroomIndu VikasiniNo ratings yet
- Mercerizing Cellulose Fibres: Effects and ProcessDocument5 pagesMercerizing Cellulose Fibres: Effects and ProcessMohammed Atiqul Hoque ChowdhuryNo ratings yet
- Practical Observation of Material Flow On Ring-Fame, Auto Cone Rotor SpinningDocument5 pagesPractical Observation of Material Flow On Ring-Fame, Auto Cone Rotor SpinningTalha saeedNo ratings yet
- Finishing textiles processes improve fabric propertiesDocument11 pagesFinishing textiles processes improve fabric propertiesChandru TG100% (1)
- Dyeing machines overviewDocument6 pagesDyeing machines overviewChaarvi SaranyaNo ratings yet
- SanforizingDocument26 pagesSanforizingkvNo ratings yet
- Bobtex Spinning ProcessDocument8 pagesBobtex Spinning ProcessvermadeenNo ratings yet
- Defects and Quality Optimisation of Core-Spun Yarn Containing SpandexDocument9 pagesDefects and Quality Optimisation of Core-Spun Yarn Containing SpandexMohammed Atiqul Hoque Chowdhury100% (1)
- Shed Geometry ElementsDocument21 pagesShed Geometry ElementsMuhammad Ahsan Mir100% (3)
- Textile Dyeing and Printing: AssignmentDocument8 pagesTextile Dyeing and Printing: AssignmentshailajaNo ratings yet
- Unit - IiDocument27 pagesUnit - IiJoseph KuruvilaNo ratings yet
- Effect of Cleaning Point of Uniclean Machine in Blow Room On Cleaning Efficiency and Yarn QualityDocument21 pagesEffect of Cleaning Point of Uniclean Machine in Blow Room On Cleaning Efficiency and Yarn QualitySantoshNo ratings yet
- Spirality of Single Jersey Knitted FabricDocument13 pagesSpirality of Single Jersey Knitted FabricKazi Saiful IslamNo ratings yet
- SanforizingDocument2 pagesSanforizingFernando Harahap100% (1)
- Pilling of TextilesDocument16 pagesPilling of TextilesAthirah Mansor100% (2)
- Textile FinishingDocument21 pagesTextile FinishinganowartexNo ratings yet
- Patterning in Weft Knitting: Waqas AshrafDocument33 pagesPatterning in Weft Knitting: Waqas AshrafHifza khalidNo ratings yet
- Chapter 1Document31 pagesChapter 1ProfessorTextechNo ratings yet
- Knitting Process: Escorts Advanced Textiles Distributor of Dupont PakistanDocument57 pagesKnitting Process: Escorts Advanced Textiles Distributor of Dupont PakistanJazib YaseenNo ratings yet
- Characteristics of Plain Single Jersey Knitted FabricDocument2 pagesCharacteristics of Plain Single Jersey Knitted FabricSubrata Majumder100% (1)
- Weekly learning objectives for blow room machinesDocument24 pagesWeekly learning objectives for blow room machinesTalha saeedNo ratings yet
- SpiralityDocument9 pagesSpiralitySenthil KumarNo ratings yet
- Processing of Man-Made Fibres and Blended Textiles: BlendingDocument23 pagesProcessing of Man-Made Fibres and Blended Textiles: BlendinghawNo ratings yet
- The Heart of Spinning: Understanding the Key Operating Principles and Tasks of Carding MachinesDocument101 pagesThe Heart of Spinning: Understanding the Key Operating Principles and Tasks of Carding MachinesUmår F ÃfriDiNo ratings yet
- Controlled Compressive Shrinkage ProcessDocument4 pagesControlled Compressive Shrinkage ProcessSaidur Rahman SajibNo ratings yet
- Vortex FDocument2 pagesVortex FNipu SenNo ratings yet
- Friction SpinningDocument8 pagesFriction SpinningJoshi ParthNo ratings yet
- Air Jet Spinning of Cotton YarnsDocument9 pagesAir Jet Spinning of Cotton YarnsUsman GillNo ratings yet
- 5-6 Winding Part 2Document28 pages5-6 Winding Part 2Md. Towfiq ImrozNo ratings yet
- Elements of Circular KnittingDocument5 pagesElements of Circular KnittingSanika JoshiNo ratings yet
- Yarn AssignmentDocument10 pagesYarn AssignmentHIMASHA SAMARANAYAKANo ratings yet
- Vat Dye Printing of Cotton FabricDocument4 pagesVat Dye Printing of Cotton FabricKhandaker Sakib Farhad67% (3)
- Soptextilefinishing 170316114830Document73 pagesSoptextilefinishing 170316114830Mohammed Tanjil Morshed remonNo ratings yet
- Dobby SheddingDocument12 pagesDobby SheddingShanto MaloNo ratings yet
- Jigger Dyeing Machine:: Fabric PreparationDocument2 pagesJigger Dyeing Machine:: Fabric PreparationnaaomaiNo ratings yet
- Dying of Cotton Fabric With Azoic Dye.Document6 pagesDying of Cotton Fabric With Azoic Dye.Redwan Ibn MahbubNo ratings yet
- Thermasol Dyeing Method of Polyester FabricDocument1 pageThermasol Dyeing Method of Polyester FabricrashidtexNo ratings yet
- MercerizationDocument3 pagesMercerizationsyed asim najamNo ratings yet
- Slasher Sizing Machine - Main Parts of Slasher Sizing Machine - Textile LearnerDocument3 pagesSlasher Sizing Machine - Main Parts of Slasher Sizing Machine - Textile LearnerTholkappiyan Ganesan100% (1)
- Fibrograph Method PDFDocument4 pagesFibrograph Method PDFMd Amir HossainNo ratings yet
- Yarn Defect-Final - ReadyDocument47 pagesYarn Defect-Final - Readyparash rajNo ratings yet
- Lab Experiment 08 BLEACHINGDocument5 pagesLab Experiment 08 BLEACHINGEngr Mujahid Mehdi0% (1)
- Modern Developmens in WarpingDocument30 pagesModern Developmens in Warpingsandippatil03100% (1)
- Prevention of BarreDocument5 pagesPrevention of BarreKavi DhingraNo ratings yet
- What Is AutolevellerDocument3 pagesWhat Is AutolevellersafiaNo ratings yet
- Fabric IV PPT MahasinDocument12 pagesFabric IV PPT MahasinS.m. MahasinNo ratings yet
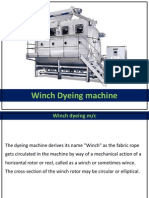
- Winch MachineDocument22 pagesWinch MachineProfessorTextechNo ratings yet
- Effect On Tensile Strength After WashingDocument130 pagesEffect On Tensile Strength After WashingHarmendar S Kothari100% (1)
- Recent Developments in Compact SpinningDocument17 pagesRecent Developments in Compact SpinningsuganNo ratings yet
- Airjet PracDocument12 pagesAirjet PracJunaid SuhailNo ratings yet
- 3rd Revise Introduction To YM (TE-2111 Fall 2019)Document17 pages3rd Revise Introduction To YM (TE-2111 Fall 2019)Aftab Amin0% (1)
- Carr and Latham's Technology of Clothing ManufactureFrom EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerRating: 4 out of 5 stars4/5 (1)
- Dictionary of Textile Finishing: Deutsch/Englisch, English/GermanFrom EverandDictionary of Textile Finishing: Deutsch/Englisch, English/GermanRating: 1.5 out of 5 stars1.5/5 (3)
- Project Title Home Appliances Control SystemDocument1 pageProject Title Home Appliances Control SystemChaitanya GajbhiyeNo ratings yet
- List of Sensor NodesDocument6 pagesList of Sensor NodesChaitanya GajbhiyeNo ratings yet
- Worst Case Scenarios Even The Whole Body. in Our Research We Concentrate On The Development of A Natural andDocument3 pagesWorst Case Scenarios Even The Whole Body. in Our Research We Concentrate On The Development of A Natural andChaitanya GajbhiyeNo ratings yet
- Pyrometer 110206120038 Phpapp01Document13 pagesPyrometer 110206120038 Phpapp01Chaitanya GajbhiyeNo ratings yet
- Process Plant DesignDocument49 pagesProcess Plant DesignChaitanya GajbhiyeNo ratings yet
- IR Toggle SwitchDocument5 pagesIR Toggle Switchrishi414No ratings yet
- Burning G D TopicsDocument5 pagesBurning G D TopicsstandingtallNo ratings yet
- DMRC RoadmapDocument1 pageDMRC RoadmapChaitanya GajbhiyeNo ratings yet
- GREEN SafgaDocument6 pagesGREEN SafgaChaitanya GajbhiyeNo ratings yet
- Green Earth SaDocument6 pagesGreen Earth SaChaitanya GajbhiyeNo ratings yet
- Polyhouse Automation1Document23 pagesPolyhouse Automation1Chaitanya GajbhiyeNo ratings yet
- 2.1 The Process of Learning 2.1.1 Learning TasksDocument25 pages2.1 The Process of Learning 2.1.1 Learning TasksChaitanya GajbhiyeNo ratings yet
- Matlab TutorialDocument173 pagesMatlab TutorialSaurabh Tiwari100% (8)
- Process Plant DesignDocument49 pagesProcess Plant DesignChaitanya GajbhiyeNo ratings yet
- Human Brain and Models of ANNDocument24 pagesHuman Brain and Models of ANNbukyaravindarNo ratings yet
- Neuro Fuzzy2Document25 pagesNeuro Fuzzy2Chaitanya GajbhiyeNo ratings yet
- Rana AmigurumiDocument10 pagesRana AmigurumiEstaf Emkeyz100% (1)
- Dimensional StabilityDocument55 pagesDimensional StabilityJuan Cubas100% (1)
- Let Off Motion - Define TextileDocument2 pagesLet Off Motion - Define TextileJessica GrimesNo ratings yet
- Muga Reeling Sonalika MachineDocument2 pagesMuga Reeling Sonalika MachinekunalvNo ratings yet
- AgnesDocument12 pagesAgnescc87100% (1)
- Wool and Worsted YarnDocument10 pagesWool and Worsted Yarnraghavbindal100% (1)
- China Textile CompaniesDocument29 pagesChina Textile CompaniesSaidur Rahman SajibNo ratings yet
- Introduction to Spandex: Properties and Uses of the Synthetic Elastic FiberDocument35 pagesIntroduction to Spandex: Properties and Uses of the Synthetic Elastic FiberNift MfmNo ratings yet
- Pas Old 2001Document20 pagesPas Old 2001ids27No ratings yet
- History of Weaving MachinesDocument32 pagesHistory of Weaving Machinesraj4texNo ratings yet
- Introduction To Spinning WheelsDocument17 pagesIntroduction To Spinning Wheelsbouboulle180% (5)
- Apache Beadwork Instructions and DesignsDocument44 pagesApache Beadwork Instructions and DesignsBrideys100% (2)
- Schmetz Needle ChartDocument2 pagesSchmetz Needle Chartsamking838No ratings yet
- Edwardian Boating SocksDocument3 pagesEdwardian Boating SocksJennifer Oswald100% (1)
- Fashion Apparel IndustryDocument2 pagesFashion Apparel Industrysaad ahmadNo ratings yet
- All Aboard Quilt Pattern by Jill WebsterDocument2 pagesAll Aboard Quilt Pattern by Jill Websterjvo1957No ratings yet
- Market Survey To Ascertain Mayur's Position Rajasthan Spinning and Weaving Mills Ltd. (Marketing)Document87 pagesMarket Survey To Ascertain Mayur's Position Rajasthan Spinning and Weaving Mills Ltd. (Marketing)Mustafa S TajaniNo ratings yet
- SLITA - Test ListDocument4 pagesSLITA - Test ListkbalabalaNo ratings yet
- How Are Natural and Synthetic Dyes DifferentDocument13 pagesHow Are Natural and Synthetic Dyes DifferentFauz AzeemNo ratings yet
- South India Heritage Kanchipuram Saris of Tamil NaduDocument7 pagesSouth India Heritage Kanchipuram Saris of Tamil NaduSShaNo ratings yet
- Stitch Type MatrixDocument8 pagesStitch Type MatrixFerdous Khan RubelNo ratings yet
- Os EditedDocument63 pagesOs EditedDevu VijiNo ratings yet
- Textile Production - Abaca Plus Mercerized CottonDocument14 pagesTextile Production - Abaca Plus Mercerized CottonGillian Faye LechocoNo ratings yet
- Lyocell Fiber: Lenzing Fibers Inc. CelluloseDocument5 pagesLyocell Fiber: Lenzing Fibers Inc. CelluloseGrosu Marian CatalinNo ratings yet
- Decorativetextil00hunt PDFDocument494 pagesDecorativetextil00hunt PDFfranciele menegucci100% (2)
- Women's Knitwear AnalysisDocument42 pagesWomen's Knitwear AnalysisnidhisanjeetNo ratings yet
- Assessing Denim Quality and ReclaimsDocument46 pagesAssessing Denim Quality and Reclaimsana5vitovich100% (1)
- Mirella Part 1Document10 pagesMirella Part 1christiannedNo ratings yet
- PresentationDocument34 pagesPresentationSingh Sarita0% (1)
- Best Practices for Quality WeavingDocument12 pagesBest Practices for Quality WeavingRajesh RamanNo ratings yet