You might also like
- Prasad1998 - Modelling of Hot Deformation FDocument16 pagesPrasad1998 - Modelling of Hot Deformation FUri SterinNo ratings yet
- Packing Gasket Catalog enDocument72 pagesPacking Gasket Catalog enChristopherGunawanNo ratings yet
- GD 1020 Bandlock GD en A4Document8 pagesGD 1020 Bandlock GD en A4Anuj VermaNo ratings yet
- QR4798 16x12 600# HTF - CALCDocument3 pagesQR4798 16x12 600# HTF - CALCjasamaNo ratings yet
- Air Filter Test ServicesDocument9 pagesAir Filter Test Servicesanwer_quadriNo ratings yet
- P91 Pipe Failures in ChinaDocument2 pagesP91 Pipe Failures in Chinatek_surinder100% (1)
- GB 20 & Astm 106Document2 pagesGB 20 & Astm 106satheshNo ratings yet
- Duplex World 2016 Advance Seminar ProgramDocument8 pagesDuplex World 2016 Advance Seminar ProgrambookppNo ratings yet
- Ductile Iron Data For Design EngineersDocument243 pagesDuctile Iron Data For Design EngineersapeineNo ratings yet
- Riview On Cold Drawing Process PDFDocument7 pagesRiview On Cold Drawing Process PDFAmandeep Singh GujralNo ratings yet
- Classification of SteelsDocument6 pagesClassification of SteelsMark Anthony Asañez BrianNo ratings yet
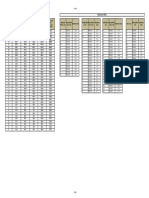
- Reduction Ratio Chart in Steel Rolling MillDocument1 pageReduction Ratio Chart in Steel Rolling MillSoumyo Broto DasNo ratings yet
- Duplex Stainless Steel 329 or 1.4460 PDFDocument2 pagesDuplex Stainless Steel 329 or 1.4460 PDFtien100% (1)
- Material Alloy KHR35CLDocument2 pagesMaterial Alloy KHR35CLIebe Seventynine50% (2)
- Metal Stamping Sheet Metal: Safety Handbook ForDocument78 pagesMetal Stamping Sheet Metal: Safety Handbook ForherikNo ratings yet
- Outokumpu Supra Range DatasheetDocument12 pagesOutokumpu Supra Range DatasheetMichelNo ratings yet
- Metal Stamping GlossaryDocument5 pagesMetal Stamping GlossarynikitaNo ratings yet
- SMS Casting BreakoutsDocument20 pagesSMS Casting BreakoutsShubham KaushikNo ratings yet
- Nickel Alloy Tree From Special Metals CompanyDocument7 pagesNickel Alloy Tree From Special Metals CompanyTapanNo ratings yet
- Solutions For Sinter Plants enDocument20 pagesSolutions For Sinter Plants enRajat SahuNo ratings yet
- SIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Document5 pagesSIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Rajoo PrajapatiNo ratings yet
- MBS-001, Rotor Shaft Specification - SemifinishedDocument4 pagesMBS-001, Rotor Shaft Specification - SemifinishedNirmit GandhiNo ratings yet
- Acoplamentos FalkDocument56 pagesAcoplamentos Falkadrianotex10No ratings yet
- XC Flanged CouplingsDocument6 pagesXC Flanged Couplingstexwan_No ratings yet
- IIW - International Institute of WeldingDocument3 pagesIIW - International Institute of WeldingNilesh MistryNo ratings yet
- High Tensile Steel 4340Document2 pagesHigh Tensile Steel 4340CarmenJuliaNo ratings yet
- Casting ToleranceDocument1 pageCasting ToleranceKuldeep JangraNo ratings yet
- (Vol VI), 2018 Rules For Welding, 2018Document322 pages(Vol VI), 2018 Rules For Welding, 2018yulithNo ratings yet
- Chemical and Mechanical PropertiesDocument5 pagesChemical and Mechanical PropertiesAristotle MedinaNo ratings yet
- Ti Be PDFDocument30 pagesTi Be PDFPascual Ronald PatrickNo ratings yet
- Corrosion Chemistry PDFDocument429 pagesCorrosion Chemistry PDFCrissAngelica100% (1)
- Technical Monograph 39: A Reliable Base For High Nickel EquipmentDocument8 pagesTechnical Monograph 39: A Reliable Base For High Nickel EquipmentAnkit GarachNo ratings yet
- Mechanical Working of Metals (Extrusion and Drawing)Document50 pagesMechanical Working of Metals (Extrusion and Drawing)Alvin Garcia Palanca100% (1)
- Extrusion and Wire Drawing 2020 PDFDocument64 pagesExtrusion and Wire Drawing 2020 PDFChand PatelNo ratings yet
- ExtrusionDocument26 pagesExtrusionArvind BhosaleNo ratings yet
- N0174147G Manufacturing ProcessesDocument10 pagesN0174147G Manufacturing Processesphillip chirongweNo ratings yet
- Sheet Metal Forming ProcessDocument56 pagesSheet Metal Forming ProcessBibek DevNo ratings yet
- IE 337: Materials & Manufacturing Processes: Metal Forming Operations 2Document31 pagesIE 337: Materials & Manufacturing Processes: Metal Forming Operations 2silverknights007No ratings yet
- Hapter: MetalsDocument55 pagesHapter: Metalsbedo39No ratings yet
- ForgingDocument22 pagesForgingAbera ZewduNo ratings yet
- Assignment3forming Solutions 121213110849 Phpapp02Document4 pagesAssignment3forming Solutions 121213110849 Phpapp02Renaldi Khaesar KumaraNo ratings yet
- Production Engineering 1 Year Marine: Fall 2007Document26 pagesProduction Engineering 1 Year Marine: Fall 2007Suleman KhanNo ratings yet
- Module 5 Extrusion-Lecture 3Document9 pagesModule 5 Extrusion-Lecture 3udaygwlNo ratings yet
- Rolling Extrusion & DrawingDocument52 pagesRolling Extrusion & DrawingSpidyNo ratings yet
- Ch-2 Force & Power in Metal CuttingDocument43 pagesCh-2 Force & Power in Metal CuttingNimish JoshiNo ratings yet
- Plastic Metal Forming of Metals and PowdersDocument20 pagesPlastic Metal Forming of Metals and Powdersيوسف عادل حسانينNo ratings yet
- Further Analysis and Extrusion Defects: 1.1 Strain Rate in Hot ExtrusionDocument7 pagesFurther Analysis and Extrusion Defects: 1.1 Strain Rate in Hot ExtrusionMark SternNo ratings yet
- ForgingDocument56 pagesForgingZulfikarUdenNo ratings yet
- Tarea 3 - Procesos de Conformado MasivoDocument3 pagesTarea 3 - Procesos de Conformado MasivoYuliana Montserrat SanchezNo ratings yet
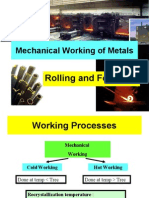
- Mechanical Working of Metals (Rolling and Forging)Document59 pagesMechanical Working of Metals (Rolling and Forging)Alvin Garcia Palanca100% (1)
- HW1Document3 pagesHW1peer highwayNo ratings yet
- METALWORKINGDocument23 pagesMETALWORKINGDr Rajamani R - PSGCTNo ratings yet
- Wire Bar DrawingDocument15 pagesWire Bar DrawingRafiqueNo ratings yet
- ME364 Forming SheetDocument11 pagesME364 Forming SheetVed Prakash ChoudharyNo ratings yet
- Analysis of Simple StressesDocument39 pagesAnalysis of Simple StressesEduCartNo ratings yet
- 2.1 Overview of Metal FormingDocument8 pages2.1 Overview of Metal FormingWillykateKairuNo ratings yet
- Ch2 MachiningDocument134 pagesCh2 MachiningSaifAdamz'sNo ratings yet
- Manufacturing LectureDocument43 pagesManufacturing Lecturemohtram1037No ratings yet
- Chapt 05Document25 pagesChapt 05Jesse McClure100% (9)
- MF & SMO 14th SEP 2022 WTMDocument60 pagesMF & SMO 14th SEP 2022 WTMDeepak KumarNo ratings yet
- Marijuana: LegalizeDocument15 pagesMarijuana: LegalizeAravindhan AnbalaganNo ratings yet
- Powder Metallurgy Process PDFDocument28 pagesPowder Metallurgy Process PDFAravindhan AnbalaganNo ratings yet
- TABLE Excerpt From FYP II Janurary 2018 SemDocument1 pageTABLE Excerpt From FYP II Janurary 2018 SemAravindhan AnbalaganNo ratings yet
- Rolling of Metals PDFDocument31 pagesRolling of Metals PDFAravindhan AnbalaganNo ratings yet
- Sheet Metal Forming PDFDocument33 pagesSheet Metal Forming PDFAravindhan AnbalaganNo ratings yet
- MCB3103 Lecture1 (A)Document23 pagesMCB3103 Lecture1 (A)Aravindhan AnbalaganNo ratings yet
- Chapter 1A: Basic Concepts of Thermodynamics Chapter 1A: Basic Concepts of ThermodynamicsDocument20 pagesChapter 1A: Basic Concepts of Thermodynamics Chapter 1A: Basic Concepts of ThermodynamicsAravindhan AnbalaganNo ratings yet
- 5stress Can Be Characterized As ''A Condition of Mental or Enthusiastic Strain orDocument5 pages5stress Can Be Characterized As ''A Condition of Mental or Enthusiastic Strain orAravindhan AnbalaganNo ratings yet
- Learn Calculus PreDocument9 pagesLearn Calculus PreAravindhan AnbalaganNo ratings yet
- Playing Piano - A Learning ManualDocument118 pagesPlaying Piano - A Learning ManualM. L. SorrowNo ratings yet
- Expt 8.7 Finding The Formula of Copper OxideDocument2 pagesExpt 8.7 Finding The Formula of Copper OxideIra Munirah0% (2)
- Eta Fta CbaDocument13 pagesEta Fta CbaF KhanNo ratings yet
- User's Manual: NX Inverters Fi9Document102 pagesUser's Manual: NX Inverters Fi9Silvian IonescuNo ratings yet
- Sircal Gas PurifierDocument5 pagesSircal Gas Purifierfaisalhotline9500No ratings yet
- 12 Chapter 5Document46 pages12 Chapter 5kharisNo ratings yet
- A Brief Overview of Porous SiliconDocument15 pagesA Brief Overview of Porous SiliconFelix Lu100% (1)
- Determination of End Point of A Titration and Solubility Product of A Sparingly Soluble Salt Using Conductometry.Document12 pagesDetermination of End Point of A Titration and Solubility Product of A Sparingly Soluble Salt Using Conductometry.Chamith Herath33% (3)
- RFP Iecc KochiDocument73 pagesRFP Iecc KochiCUBE ProjectsNo ratings yet
- 31 Getting Your Refrigerator To RDocument19 pages31 Getting Your Refrigerator To Rraypower2004No ratings yet
- MA 40 - Premium Quality Stationary Gas Engine OilDocument2 pagesMA 40 - Premium Quality Stationary Gas Engine OilRaden ArdyNo ratings yet
- MegaFlex - 480V UL UPS Brochure - 041720Document9 pagesMegaFlex - 480V UL UPS Brochure - 041720GeorgeNo ratings yet
- IT Chem F5 Mid-Year Examination (E)Document10 pagesIT Chem F5 Mid-Year Examination (E)Norzawati NoordinNo ratings yet
- STPxx-3SE-40-DS-en-11 Inversor SMADocument4 pagesSTPxx-3SE-40-DS-en-11 Inversor SMAArnaldo Macchi MillanNo ratings yet
- 2 - Cable Lugs CatalogDocument36 pages2 - Cable Lugs CatalogSanjay GandhiNo ratings yet
- Vinod Final Polyplex-1Document103 pagesVinod Final Polyplex-1Fan of carry minatiNo ratings yet
- Basic Preventive Maintenance Check List For ReciprocatingDocument4 pagesBasic Preventive Maintenance Check List For Reciprocatingsubramanyanvenkat6185100% (1)
- Catalogo Das Bomba Danfoss s90 100.Document240 pagesCatalogo Das Bomba Danfoss s90 100.Agrocampo PeçasNo ratings yet
- Fayat Activity Report 2020 - en - Page by Page - Low Resolution - 0Document44 pagesFayat Activity Report 2020 - en - Page by Page - Low Resolution - 0arlyNo ratings yet
- Gmaw WQTDocument23 pagesGmaw WQTDera LesmanaNo ratings yet
- ISO ABB+AB+Sweden+Annex+to+CertificateDocument2 pagesISO ABB+AB+Sweden+Annex+to+CertificateRaharjo YakinNo ratings yet
- 22661-Sample-Question-Paper (Msbte Study Resources) PDFDocument4 pages22661-Sample-Question-Paper (Msbte Study Resources) PDFAmit Ghade100% (2)
- Generator Relay Protection Setting Calculation REV 1.0Document18 pagesGenerator Relay Protection Setting Calculation REV 1.0SreekanthMylavarapuNo ratings yet
- FILE 51 Use of Grinder or Angle GrinderDocument1 pageFILE 51 Use of Grinder or Angle GrinderJonathan BobadillaNo ratings yet
- New Energy Technologies Issue 17Document100 pagesNew Energy Technologies Issue 17blameitontherain9877100% (1)
- Bruce E. Depalma: N-Machine: Extraction of Electrical Energy Directly From Space: The N-MachineDocument7 pagesBruce E. Depalma: N-Machine: Extraction of Electrical Energy Directly From Space: The N-MachinebanzailoicNo ratings yet
- Voltage DropDocument18 pagesVoltage DropVaughn GaneloNo ratings yet
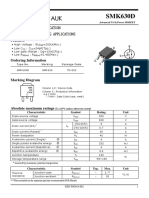
- SMK 630 DDocument8 pagesSMK 630 DMuhammad Chaidir FhadlyNo ratings yet
- CALEFACCION Combitronic - 22297Document20 pagesCALEFACCION Combitronic - 22297AlbertoNo ratings yet
- Plutonium Nitricum M R7C8Document4 pagesPlutonium Nitricum M R7C8nitkolNo ratings yet
- IEEE Power and Energy Magazine Volume 9 Issue 3 2011 (Doi 10.1109/mpe.2011.940579) Katiraei, K.F. Agüero, J.R. - Solar PV Integration ChallengesDocument10 pagesIEEE Power and Energy Magazine Volume 9 Issue 3 2011 (Doi 10.1109/mpe.2011.940579) Katiraei, K.F. Agüero, J.R. - Solar PV Integration Challengesjagadeeshkumar116100% (1)