You might also like
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingFrom EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingRating: 5 out of 5 stars5/5 (2)
- Drill Grinding With The PP-U3 Grinder Copy of The Deckel SO GrinderDocument14 pagesDrill Grinding With The PP-U3 Grinder Copy of The Deckel SO GrinderAndy L100% (1)
- Measuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopFrom EverandMeasuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopNo ratings yet
- Practical Lessons In Metal Turning - A Handbook For Young Engineers And Amateur MechanicsFrom EverandPractical Lessons In Metal Turning - A Handbook For Young Engineers And Amateur MechanicsNo ratings yet
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Construction and Manufacture of AutomobilesFrom EverandConstruction and Manufacture of AutomobilesRating: 5 out of 5 stars5/5 (1)
- Turning Lathes - A Manual For Technical Schools And Apprentices - A Guide To Turning, Screw-Cutting Metal SpinningFrom EverandTurning Lathes - A Manual For Technical Schools And Apprentices - A Guide To Turning, Screw-Cutting Metal SpinningRating: 2.5 out of 5 stars2.5/5 (2)
- The Indexing or Dividing HeadDocument55 pagesThe Indexing or Dividing HeadRam SharmaNo ratings yet
- 3 in 1 MachineDocument5 pages3 in 1 Machinemarandan85100% (1)
- Schaublin 102N Lathe Technical DetailsDocument1 pageSchaublin 102N Lathe Technical DetailsFranciscoNo ratings yet
- Functional Composite Materials: Manufacturing Technology and Experimental ApplicationFrom EverandFunctional Composite Materials: Manufacturing Technology and Experimental ApplicationNo ratings yet
- V Po-To 3Document60 pagesV Po-To 3Pierre799es100% (1)
- Directions for Using Bottum's Patent Improved Universal Lathe Chucks and Improved Lathes for Turning and Finishing Every Description of Watch Pivots, Pinions, Staffs, EtcFrom EverandDirections for Using Bottum's Patent Improved Universal Lathe Chucks and Improved Lathes for Turning and Finishing Every Description of Watch Pivots, Pinions, Staffs, EtcNo ratings yet
- 8454 PDFDocument72 pages8454 PDFjon@libertyintegrationcom100% (1)
- South Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007Document16 pagesSouth Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007asdfNo ratings yet
- Ralph Patterson Tailstock Camlock 2Document13 pagesRalph Patterson Tailstock Camlock 2supremesportsNo ratings yet
- Model Motor Boats - Being No. 2 of the Model Maker Series of Practical Handbooks Covering Every Phase of Model Building and DesignFrom EverandModel Motor Boats - Being No. 2 of the Model Maker Series of Practical Handbooks Covering Every Phase of Model Building and DesignNo ratings yet
- MotorBoys MembersOnly PlanBookDocument113 pagesMotorBoys MembersOnly PlanBookriofeliz100% (1)
- Motor Whittle V8 PDFDocument39 pagesMotor Whittle V8 PDFBorralla Cinza100% (1)
- 33 - Making Clocks PDFDocument65 pages33 - Making Clocks PDFBruno DelsupexheNo ratings yet
- Right Angle HeadDocument13 pagesRight Angle Headkwayneolson6081100% (3)
- Universal Tool and Cutter Grinder Manual Low ResDocument16 pagesUniversal Tool and Cutter Grinder Manual Low ResDale Wade100% (1)
- 2562 The Model EngineerDocument31 pages2562 The Model Engineerstilmix60No ratings yet
- 05 - Milling Operations in The LatheDocument125 pages05 - Milling Operations in The Lathej43951048No ratings yet
- Lathe Chuck Backplate FittingDocument2 pagesLathe Chuck Backplate FittingAnonymous iYKTkmhpZ100% (3)
- Building Your own Toy Steam Engine - A Guide to Constructing Your own Model Steam Engine and Single Acting Toy EngineFrom EverandBuilding Your own Toy Steam Engine - A Guide to Constructing Your own Model Steam Engine and Single Acting Toy EngineNo ratings yet
- Mill Keyways On LatheDocument1 pageMill Keyways On LatheJim100% (3)
- KeycutterDocument3 pagesKeycutterFrenchwolf420No ratings yet
- 149-Workshop Hints & TipsDocument1 page149-Workshop Hints & TipssyllavethyjimNo ratings yet
- 02 ServiceDocument20 pages02 ServiceRaúl Muñiz100% (1)
- Exploded View of WEBER 34 ICH EURDocument3 pagesExploded View of WEBER 34 ICH EURRaúl MuñizNo ratings yet
- Intake Manifold Design for High RPM Race CarDocument28 pagesIntake Manifold Design for High RPM Race CarDarius Toth100% (3)
- Keihin CarburetorsDocument33 pagesKeihin CarburetorsRaúl MuñizNo ratings yet
- How To Make SpringsDocument62 pagesHow To Make Springsrudey18No ratings yet
- Flash3.0 Nitro enDocument46 pagesFlash3.0 Nitro enRaúl MuñizNo ratings yet
- Safety Instructions and WarningsDocument40 pagesSafety Instructions and Warningsmarcos_1984No ratings yet
- Koil ManualDocument7 pagesKoil ManualRaúl MuñizNo ratings yet
- Fitting Bike CarbsDocument8 pagesFitting Bike CarbsDick HolderNo ratings yet
- Flash3.0 Nitro enDocument46 pagesFlash3.0 Nitro enRaúl MuñizNo ratings yet
- 1 760861AdeptLathesDocument18 pages1 760861AdeptLathesStephen BlackNo ratings yet
- The Art of Gear Fabrication PDFDocument222 pagesThe Art of Gear Fabrication PDFJose Prado100% (2)
- 1 760861AdeptLathesDocument18 pages1 760861AdeptLathesStephen BlackNo ratings yet
- CarbuDocument6 pagesCarbuRaúl MuñizNo ratings yet
- Laser PDFDocument5 pagesLaser PDFRaúl MuñizNo ratings yet
- Stirling 60Document8 pagesStirling 60Ami JohnstonNo ratings yet
- Gear Cutters 02Document5 pagesGear Cutters 02Raúl MuñizNo ratings yet
- Safety Instructions and WarningsDocument40 pagesSafety Instructions and Warningsmarcos_1984No ratings yet
- Safety Instructions and WarningsDocument40 pagesSafety Instructions and Warningsmarcos_1984No ratings yet
- 164711831deh-1700 Operation ManualDocument46 pages164711831deh-1700 Operation ManualSaul Valerio LoyolaNo ratings yet
- LatheDocument157 pagesLatheMohammad Mustafa AkbariNo ratings yet
- Deh-1700 Installation ManualDocument6 pagesDeh-1700 Installation ManualRaúl MuñizNo ratings yet
- Thomas Kamps - Model Jet Engines PDFDocument109 pagesThomas Kamps - Model Jet Engines PDFRaúl Muñiz67% (3)
- 164711831deh-1700 Operation ManualDocument46 pages164711831deh-1700 Operation ManualSaul Valerio LoyolaNo ratings yet
- LatheDocument157 pagesLatheMohammad Mustafa AkbariNo ratings yet
- Oaring Igest: Radi C NTR LledDocument20 pagesOaring Igest: Radi C NTR LledRaúl MuñizNo ratings yet
- ) Perational Vlaintena, Nce Manual: I UGRK SeriesDocument22 pages) Perational Vlaintena, Nce Manual: I UGRK Seriessharan kommiNo ratings yet
- Refrigerating type dryer, air cooling typeDocument3 pagesRefrigerating type dryer, air cooling typeyohanesNo ratings yet
- FDBA en Metric LetterDocument1 pageFDBA en Metric LetterY.EbadiNo ratings yet
- ES2200 ES2500 InstManualDocument32 pagesES2200 ES2500 InstManualBeltazor HellboyNo ratings yet
- ASCO NK ATEX Flameproof Explosion Proof Operator Hazardous Area Solenoid Valve Operator EX D Operator Zone 1 Zone 2Document4 pagesASCO NK ATEX Flameproof Explosion Proof Operator Hazardous Area Solenoid Valve Operator EX D Operator Zone 1 Zone 2Nahid RahmaniNo ratings yet
- What is Earthing and its Importance for SafetyDocument11 pagesWhat is Earthing and its Importance for SafetyRohan PatilNo ratings yet
- SCANIA Truck Coordinator COO Fault CodesDocument13 pagesSCANIA Truck Coordinator COO Fault CodesSurafel Abebe100% (3)
- Data Sheet 3VA1225-5EF32-0AA0: ModelDocument7 pagesData Sheet 3VA1225-5EF32-0AA0: ModelJENNYNo ratings yet
- Settings LNCDocument24 pagesSettings LNCNoptana TummasitNo ratings yet
- Work Method For Pulling CableDocument14 pagesWork Method For Pulling CableCiel Panthomhive100% (1)
- HydrantDocument30 pagesHydranttrisaktiyNo ratings yet
- UNITED Y8PCugjDocument2 pagesUNITED Y8PCugjFadhilNo ratings yet
- Common Tools and Equipment For Computer System ServicingDocument17 pagesCommon Tools and Equipment For Computer System ServicingEchelle OgatisNo ratings yet
- Donaldson Filter ServiceDocument2 pagesDonaldson Filter ServiceJulissa Villarreal ChavezNo ratings yet
- GEZE Operating Instructions User Manual en 808279Document24 pagesGEZE Operating Instructions User Manual en 808279Yudha P MNo ratings yet
- John Deere Catalog Sept 2019Document74 pagesJohn Deere Catalog Sept 2019Pedro Alberto Benites0% (2)
- 4100+ Contractor Installation InstructionsDocument16 pages4100+ Contractor Installation InstructionsBrad StroudNo ratings yet
- Ranjeet Singh Apex Gear ListDocument4 pagesRanjeet Singh Apex Gear ListRajat BaghelNo ratings yet
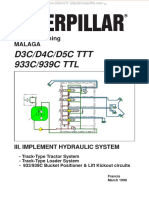
- Manual Caterpillar d3c d4c d5c Track Type Tractors 933c 939c Track Type Loader Implement Hydraulic SystemDocument17 pagesManual Caterpillar d3c d4c d5c Track Type Tractors 933c 939c Track Type Loader Implement Hydraulic Systemrayendra84% (19)
- Electrical data and motor specificationsDocument2 pagesElectrical data and motor specificationsMea AurelieNo ratings yet
- Nissan 370Z BCSDocument85 pagesNissan 370Z BCSHendrick Cepeda0% (1)
- Catalogo Paneles Square D PDFDocument22 pagesCatalogo Paneles Square D PDFCarlos MendozaNo ratings yet
- FOC Specs (Figure 8) - FTTHDocument4 pagesFOC Specs (Figure 8) - FTTHLuis OdictaNo ratings yet
- Ckd-Filter w1000 SeriesDocument5 pagesCkd-Filter w1000 SeriessunhuynhNo ratings yet
- Trane 12.5 To 25 TonsDocument108 pagesTrane 12.5 To 25 TonsReinerio Praxedes Castillo CespedesNo ratings yet
- SIGA CT1 Est Manual Instalacion SH IngenieriaDocument3 pagesSIGA CT1 Est Manual Instalacion SH IngenieriaedgarNo ratings yet
- 315KVA Sub Station Offer For CME Group PDFDocument10 pages315KVA Sub Station Offer For CME Group PDFfairmix usaNo ratings yet
- Construction EquipmentsDocument183 pagesConstruction EquipmentsSenthamizh SankarNo ratings yet
- Weston 981 Alignment ProcedureDocument2 pagesWeston 981 Alignment ProcedureRenato DeákNo ratings yet
- Drinking Water GBDocument96 pagesDrinking Water GBtangouzeNo ratings yet