You might also like
- Welding Symbols and Presentation For Designers and DetailersDocument76 pagesWelding Symbols and Presentation For Designers and Detailerstranng100% (1)
- Dung sai - Kỹ thuật đo lường PDFDocument99 pagesDung sai - Kỹ thuật đo lường PDFThanh ThuanNo ratings yet
- Chương 2 Dung Sai Lắp Ghép Các Chi Tiết Điển Hình Part 2Document8 pagesChương 2 Dung Sai Lắp Ghép Các Chi Tiết Điển Hình Part 2Trường TrầnNo ratings yet
- Dung Sai Lắp RápDocument19 pagesDung Sai Lắp RápVu AnhNo ratings yet
- Dung Sai Lap Ghep Ch3 p1 Dung Sai Lap Ghep Be Mat Tron (Cuuduongthancong - Com)Document51 pagesDung Sai Lap Ghep Ch3 p1 Dung Sai Lap Ghep Be Mat Tron (Cuuduongthancong - Com)Tấn Hoàng DươngNo ratings yet
- 98de Thi Mon Dung Sai Scck09Document20 pages98de Thi Mon Dung Sai Scck09Cao Quang HưngNo ratings yet
- Báo Cáo Thực Tập Kĩ Thuật Thiết Kế Mạch Nguồn Giảm Áp Đơn Giản Bằng Phần Mềm AltiumDocument12 pagesBáo Cáo Thực Tập Kĩ Thuật Thiết Kế Mạch Nguồn Giảm Áp Đơn Giản Bằng Phần Mềm AltiumNghiệp Ngô ChấnNo ratings yet
- Chương 8: Các Loại Bản Vẽ Cơ KhíDocument15 pagesChương 8: Các Loại Bản Vẽ Cơ KhíMì Đen BánhNo ratings yet
- Kí hiệu mối hàn theo tiêu chuẩn Việt NamDocument4 pagesKí hiệu mối hàn theo tiêu chuẩn Việt NamThế Yên LêNo ratings yet
- Dung sai - Kỹ thuật đo lườngDocument99 pagesDung sai - Kỹ thuật đo lườngduyvubkk21No ratings yet
- câu hỏi ôn đồ án thép 2Document4 pagescâu hỏi ôn đồ án thép 2Hoàng NgôNo ratings yet
- 98de Thi Mon Dung Sai 5721Document7 pages98de Thi Mon Dung Sai 5721Nguyễn Hữu PhấnNo ratings yet
- Chuong 2 - Cong Tac CocDocument12 pagesChuong 2 - Cong Tac CocVăn ChớNo ratings yet
- Huong Dan TKMH CTM - Chuong 7 - Chi TiêtDocument16 pagesHuong Dan TKMH CTM - Chuong 7 - Chi Tiêttest dataNo ratings yet
- Cic Lan 3 - 05-01-2017 - Shp-Phan Hoi PmecDocument12 pagesCic Lan 3 - 05-01-2017 - Shp-Phan Hoi PmecBui Anh KhoaNo ratings yet
- Bài Giảng TKMĐ - 2023 - Bài 4Document44 pagesBài Giảng TKMĐ - 2023 - Bài 4pnam4044No ratings yet
- Đề Cương Ôn Tập Đồ Án Thiết Kế Dụng Cụ CắtDocument17 pagesĐề Cương Ôn Tập Đồ Án Thiết Kế Dụng Cụ CắtTrần Phúc NghĩaNo ratings yet
- Tekla Guide - Chuong 1 To 3 - NHVANDocument28 pagesTekla Guide - Chuong 1 To 3 - NHVANKira Dinh100% (1)
- Tinh Toán Thiết Kế Hệ Thống Kênh DẫnDocument56 pagesTinh Toán Thiết Kế Hệ Thống Kênh DẫnLe TaiNo ratings yet
- Thiet Ke Dungcu Cat (Chuong 1N)Document42 pagesThiet Ke Dungcu Cat (Chuong 1N)Quang BùiNo ratings yet
- Thiet Ke Dung Cu Cat (Chuong 1)Document38 pagesThiet Ke Dung Cu Cat (Chuong 1)Nguyễn Phúc HoàngNo ratings yet
- CSTKM2 Chuong 5Document42 pagesCSTKM2 Chuong 5Phúc ĐỗNo ratings yet
- Curve TRONG CREODocument11 pagesCurve TRONG CREOthanh120981-1No ratings yet
- Chuong 12 Ngan Hang Cau HoiDocument3 pagesChuong 12 Ngan Hang Cau HoiNgọc HữuNo ratings yet
- 97de Thi Mon Dung Sai CTCK 09 1079Document17 pages97de Thi Mon Dung Sai CTCK 09 1079IkuzBlazaNo ratings yet
- Dong 1Document7 pagesDong 111. Hoàng Trần LộcNo ratings yet
- Chuong10s CokhiDocument33 pagesChuong10s Cokhiphamminhduc113No ratings yet
- DS-KTD-chuong 2Document30 pagesDS-KTD-chuong 2Ming TríNo ratings yet
- Huong Dan Do An Thiet Ke Dong Co Dot TrongDocument48 pagesHuong Dan Do An Thiet Ke Dong Co Dot TrongĐặng ThắngNo ratings yet
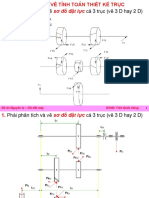
- 4 - Tinh Toan Thiet Ke TRUCDocument7 pages4 - Tinh Toan Thiet Ke TRUCtrungNo ratings yet
- thuyết minh chế tạoDocument47 pagesthuyết minh chế tạophúc trần hoàngNo ratings yet
- De & DapAn Thi DSLG (CD 2016 - ThanhLam)Document12 pagesDe & DapAn Thi DSLG (CD 2016 - ThanhLam)Du DuongNo ratings yet
- MỘT SỐ CÂU HỎI THƯỜNG GẶP TRONG BẢO VỆ ĐỒ ÁNDocument4 pagesMỘT SỐ CÂU HỎI THƯỜNG GẶP TRONG BẢO VỆ ĐỒ ÁNHuânNo ratings yet
- Cong Nghe Han Ngo Le Thong Da CN Han Nong Chay (Cuuduongthancong - Com)Document37 pagesCong Nghe Han Ngo Le Thong Da CN Han Nong Chay (Cuuduongthancong - Com)Thành Tâm CaoNo ratings yet
- DS-KTD-chuong 1Document15 pagesDS-KTD-chuong 1Ming TríNo ratings yet
- HD Lam BTL Mon HocDocument47 pagesHD Lam BTL Mon HocPhạm Mạnh CườngNo ratings yet
- Giáo trình vẽ kĩ thuật PDFDocument190 pagesGiáo trình vẽ kĩ thuật PDFHùng Anh NguyễnNo ratings yet
- De Cuong Khoa Hoc TC My+tcvnDocument9 pagesDe Cuong Khoa Hoc TC My+tcvnDieu NguyenNo ratings yet
- FPGA DESIGN WITH VERILOG - 08.2020 - VLSI - Only - 2022-10-05T205838.405Document18 pagesFPGA DESIGN WITH VERILOG - 08.2020 - VLSI - Only - 2022-10-05T205838.405Trần Thanh TùngNo ratings yet
- tcvn6083 2012Document6 pagestcvn6083 2012Khoa HaNo ratings yet
- Tou Thi8 EemtDocument4 pagesTou Thi8 EemtAnh Đặng ThếNo ratings yet
- Nguyen Tac Tinh Thep Theo TCVNDocument5 pagesNguyen Tac Tinh Thep Theo TCVNLộc ChâuNo ratings yet
- Gia Cong Chi Tiet Dang TrucDocument29 pagesGia Cong Chi Tiet Dang TrucNguyễn Trần Thành ĐạtNo ratings yet
- Do Hoa Ky Thuat 2 Bai 2 Dochieu BVL Va Ve Tach Chi Tiet (Cuuduongthancong - Com)Document16 pagesDo Hoa Ky Thuat 2 Bai 2 Dochieu BVL Va Ve Tach Chi Tiet (Cuuduongthancong - Com)tranthangxn61No ratings yet
- quy trình thiết kế bo mạch inDocument15 pagesquy trình thiết kế bo mạch incon ga ga conNo ratings yet
- Cau Hoi Ky Thuat Ghep Noi May TinhDocument8 pagesCau Hoi Ky Thuat Ghep Noi May TinhTung DuongNo ratings yet
- KLTN MAU 11 3 CHUONG 3 TinhToanThietKeDocument3 pagesKLTN MAU 11 3 CHUONG 3 TinhToanThietKeDuy DươngNo ratings yet
- Đề Cương Ôn Tập Thiết Kế MáyDocument9 pagesĐề Cương Ôn Tập Thiết Kế MáyNguyen Duy DuongNo ratings yet
- Hà Văn TH CDocument50 pagesHà Văn TH CCông Tâm LêNo ratings yet
- Quy Dinh Ban VeDocument13 pagesQuy Dinh Ban VeBòng QuảNo ratings yet
- FILE - 20220425 - 095922 - thuyết minh đồ ánDocument33 pagesFILE - 20220425 - 095922 - thuyết minh đồ ánLe Cong LapNo ratings yet
- Chương 7 Các TCVN Để Trình Bày BVKTDocument39 pagesChương 7 Các TCVN Để Trình Bày BVKTVươngNo ratings yet
- Cac Buc Thuc Hien Thi Cong PipingDocument26 pagesCac Buc Thuc Hien Thi Cong Pipinganhtu8200No ratings yet