You might also like
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingFrom EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingRating: 5 out of 5 stars5/5 (2)
- Practical Lessons In Metal Turning - A Handbook For Young Engineers And Amateur MechanicsFrom EverandPractical Lessons In Metal Turning - A Handbook For Young Engineers And Amateur MechanicsNo ratings yet
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Measuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopFrom EverandMeasuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopNo ratings yet
- Metalworkers' Hints and Tips for Home Machinists: Practical & Useful Advice for the Small ShopFrom EverandMetalworkers' Hints and Tips for Home Machinists: Practical & Useful Advice for the Small ShopVic SmeedNo ratings yet
- Metalworking for Home Machinists: 53 Practical Projects to Build YourselfFrom EverandMetalworking for Home Machinists: 53 Practical Projects to Build YourselfNo ratings yet
- Lathe Chuck Backplate FittingDocument2 pagesLathe Chuck Backplate FittingAnonymous iYKTkmhpZ100% (3)
- South Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007Document16 pagesSouth Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007asdfNo ratings yet
- 33 - Making Clocks PDFDocument65 pages33 - Making Clocks PDFBruno DelsupexheNo ratings yet
- The Advance Metalworking LatheDocument6 pagesThe Advance Metalworking LathePronina100% (1)
- A Mini Spark Erosion Machine for Model EngineersDocument11 pagesA Mini Spark Erosion Machine for Model EngineersWedy Lim100% (1)
- SphericalturninglathetoolDocument14 pagesSphericalturninglathetoolFrenchwolf420No ratings yet
- More Tricks With The: "Quorn"Document5 pagesMore Tricks With The: "Quorn"Dan HendersonNo ratings yet
- Atlas Mill AccessoriesDocument1 pageAtlas Mill AccessoriesGary RepeshNo ratings yet
- Mini Milldiy PDFDocument6 pagesMini Milldiy PDFCelso Ari SchlichtingNo ratings yet
- Measuring tools and techniques in metalworkingDocument2 pagesMeasuring tools and techniques in metalworkingInstruktur MesinNo ratings yet
- Mill Keyways On LatheDocument1 pageMill Keyways On LatheJim100% (3)
- 1946 Rusnok Mill Heads CatDocument25 pages1946 Rusnok Mill Heads CatfgrefeNo ratings yet
- 8454 PDFDocument72 pages8454 PDFjon@libertyintegrationcom100% (1)
- In The Workshop: Duplex "Document6 pagesIn The Workshop: Duplex "johnboy183No ratings yet
- Clayton Steam Truck-Ocr PDFDocument76 pagesClayton Steam Truck-Ocr PDFbackyardcncNo ratings yet
- A Fine Vertical Steam Engine - Hobbies - Apr 1931Document8 pagesA Fine Vertical Steam Engine - Hobbies - Apr 1931dsdffgfgfssfdgsfgdNo ratings yet
- MotorBoys MembersOnly PlanBookDocument113 pagesMotorBoys MembersOnly PlanBookriofeliz100% (1)
- Single Lip Cutter D-BitDocument2 pagesSingle Lip Cutter D-Bitsjdarkman1930No ratings yet
- Simple Boring BarDocument3 pagesSimple Boring BarMike Nichlos100% (1)
- 149-Workshop Hints & TipsDocument1 page149-Workshop Hints & TipssyllavethyjimNo ratings yet
- Parts Price List Atlas Milli NG Machine: Atlas Press Company - Kalamazoo 13D Michigan - U.S.ADocument16 pagesParts Price List Atlas Milli NG Machine: Atlas Press Company - Kalamazoo 13D Michigan - U.S.Ataxmac100% (2)
- Quorn User ManualDocument31 pagesQuorn User ManualGeorge Stright100% (5)
- Water Motor: Figure 105 Is A Perspective View of ADocument4 pagesWater Motor: Figure 105 Is A Perspective View of AHenry Pannell100% (1)
- 3 PhaseDocument9 pages3 PhaseArnulfo LavaresNo ratings yet
- Lathe alignment test resultsDocument3 pagesLathe alignment test resultsRichardScribed100% (1)
- Simple Mini Tube Bender InstructionsDocument4 pagesSimple Mini Tube Bender InstructionsMartin OngNo ratings yet
- Lathe Cross-Sli Olders.: " DuplexDocument3 pagesLathe Cross-Sli Olders.: " Duplexjohnboy183100% (1)
- Right Angle HeadDocument13 pagesRight Angle Headkwayneolson6081100% (2)
- Lathe-Milling AttachmentDocument4 pagesLathe-Milling AttachmentFrenchwolf420No ratings yet
- How To Run A Horizontal Metalworking ShaperDocument43 pagesHow To Run A Horizontal Metalworking ShaperALLEN FRANCIS100% (2)
- Atlas 7B Know Your ShaperDocument6 pagesAtlas 7B Know Your ShaperColin FinkbeinerNo ratings yet
- Ins Ha Per 1Document5 pagesIns Ha Per 1David SaylorNo ratings yet
- Small Cupola For Workshop 2004Document4 pagesSmall Cupola For Workshop 2004Mos CraciunNo ratings yet
- Motor Whittle V8 PDFDocument39 pagesMotor Whittle V8 PDFBorralla Cinza100% (1)
- Ralph Patterson Tailstock Camlock 2Document13 pagesRalph Patterson Tailstock Camlock 2supremesportsNo ratings yet
- Making It Dead Flat and SquareDocument9 pagesMaking It Dead Flat and SquareSimon Uwtvuur100% (2)
- Quorn: Tool and Cutter GrinderDocument5 pagesQuorn: Tool and Cutter GrinderDan HendersonNo ratings yet
- Lathe Tool Post Grinder PlansDocument5 pagesLathe Tool Post Grinder Plansozland9No ratings yet
- Metal Spinning PDFDocument86 pagesMetal Spinning PDFloosenut100% (1)
- MyfordDocument1 pageMyfordPeanut d. DestroyerNo ratings yet
- WPS 39 Model Engineers Workshop Projects PDFDocument55 pagesWPS 39 Model Engineers Workshop Projects PDFabeeraj100% (2)
- Series 7 Lathes: Technical Support Explaining Changewheel Sets For Lathes With Changewheel Driven LeadscrewsDocument8 pagesSeries 7 Lathes: Technical Support Explaining Changewheel Sets For Lathes With Changewheel Driven LeadscrewsTomas MalyNo ratings yet
- Build a Simple Pipe Bending MachineDocument1 pageBuild a Simple Pipe Bending Machinegodfrey73100% (1)
- Reaming processes and toolsDocument1 pageReaming processes and toolsvikash kumarNo ratings yet
- 6 in ShaperDocument4 pages6 in ShaperRed Warrant100% (1)
- Tramming Bridgeport MillDocument13 pagesTramming Bridgeport Millva3ttn100% (2)
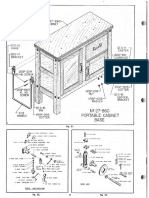
- AMMCO Shaper Cabinet Isometric DrawingDocument1 pageAMMCO Shaper Cabinet Isometric DrawingtaiwestNo ratings yet
- Higher Algebra - Hall & KnightDocument593 pagesHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Grinding and Lapping Reprint PDFDocument25 pagesGrinding and Lapping Reprint PDFtaiwestNo ratings yet
- H 3Document20 pagesH 3Marko HriberšekNo ratings yet
- Spitfire MK XviDocument1 pageSpitfire MK XvitaiwestNo ratings yet
- Bonelle TCG DrawingsDocument74 pagesBonelle TCG Drawingsnevadablue100% (1)
- Paul Rodgers - How To Make A ReamerDocument4 pagesPaul Rodgers - How To Make A Reamerpepito2002cu100% (1)
- Testing Lathe For AccuracyDocument4 pagesTesting Lathe For AccuracyArnieTNo ratings yet
- All About Stepper MotorsDocument28 pagesAll About Stepper MotorsPrasanth100% (1)
- Ignition Coils and Magnetos in Miniature PDFDocument285 pagesIgnition Coils and Magnetos in Miniature PDFtaiwestNo ratings yet
- Spitmk 9Document1 pageSpitmk 9taiwestNo ratings yet
- P51b Pony 1Document1 pageP51b Pony 1taiwestNo ratings yet
- How To Operate and Care For The ShaperDocument19 pagesHow To Operate and Care For The ShapertaiwestNo ratings yet
- Shaper Work Delmar ContentsDocument7 pagesShaper Work Delmar ContentstaiwestNo ratings yet
- The Jersey Albatross - A Free-Flight Model Airplane (Glider)Document4 pagesThe Jersey Albatross - A Free-Flight Model Airplane (Glider)Bob Kowalski100% (1)
- Horizontal, Vertical and Combined CutsDocument16 pagesHorizontal, Vertical and Combined CutstaiwestNo ratings yet
- Bonelle GrinderDocument11 pagesBonelle Grinderjohnjohn520% (1)
- Work Holding Devices - Description ofDocument20 pagesWork Holding Devices - Description oftaiwestNo ratings yet
- Description of Angular CutsDocument10 pagesDescription of Angular CutstaiwestNo ratings yet
- How To Set Up Shaper ToolsDocument6 pagesHow To Set Up Shaper ToolstaiwestNo ratings yet
- How To Mount Work Holding DevicesDocument34 pagesHow To Mount Work Holding DevicestaiwestNo ratings yet
- Section 01 Description of The Crank Shaper PDFDocument30 pagesSection 01 Description of The Crank Shaper PDFtaiwestNo ratings yet
- How To Adjust The ShaperDocument22 pagesHow To Adjust The ShapertaiwestNo ratings yet
- How To Oil The ShaperDocument8 pagesHow To Oil The ShapertaiwestNo ratings yet
- Description of Shaper Tool Holder and Shaper Tools PDFDocument16 pagesDescription of Shaper Tool Holder and Shaper Tools PDFtaiwestNo ratings yet
- How To Plane Angular SurfacesDocument24 pagesHow To Plane Angular SurfacestaiwestNo ratings yet
- Description of Shaper Tool Holder and Shaper ToolsDocument16 pagesDescription of Shaper Tool Holder and Shaper Toolstaiwest100% (1)
- How To Adjust The ShaperDocument22 pagesHow To Adjust The ShapertaiwestNo ratings yet
- ITC Shaper BookDocument90 pagesITC Shaper BooktaiwestNo ratings yet
- Manual Dremel300seriesDocument167 pagesManual Dremel300seriesΑργύρης ΧατζηπαντελήNo ratings yet
- Dormer Multicut2011Document26 pagesDormer Multicut2011marcelocamaraNo ratings yet
- Osai Controller ManualDocument98 pagesOsai Controller ManualNiculae ValentinNo ratings yet
- RedLine Lathe Tool Catalog NAT 06142018 PDFDocument73 pagesRedLine Lathe Tool Catalog NAT 06142018 PDFAndres Felipe Rodriguez MartinezNo ratings yet
- Whose Lathe ThesisDocument7 pagesWhose Lathe Thesisstephaniewilliamscolumbia100% (2)
- Quick Start Guide: Contact With Power Lines Can Result in Death or Serious InjuryDocument16 pagesQuick Start Guide: Contact With Power Lines Can Result in Death or Serious InjuryLuis Orlando Paez CubillosNo ratings yet
- Makita 3600brDocument20 pagesMakita 3600brmisko_mtcNo ratings yet
- Woodturning LathesDocument24 pagesWoodturning LatheslucibrandusNo ratings yet
- Catalogue 2528k PDFDocument390 pagesCatalogue 2528k PDFbhushan kalwa100% (1)
- Osai Manual 2015Document78 pagesOsai Manual 2015Benedict JoNo ratings yet
- Miyano Model Lz-02Ry2 Quick Loading CNC Lathe Turning Center W/Y - Axis and Revolving Tool AttachmentDocument18 pagesMiyano Model Lz-02Ry2 Quick Loading CNC Lathe Turning Center W/Y - Axis and Revolving Tool AttachmentFidel Eduardo Luque Percka100% (1)
- UCR ME SOP Manual Milling Machines v5Document12 pagesUCR ME SOP Manual Milling Machines v5Tareef HashNo ratings yet
- Accutek Catalog 2023Document240 pagesAccutek Catalog 2023Mann Sales & MarketingNo ratings yet
- Tapmatic Safety InstructionsDocument6 pagesTapmatic Safety InstructionsMohd Asri TaipNo ratings yet
- Page 55 Thru 112Document58 pagesPage 55 Thru 112Anonymous vypymttdCONo ratings yet
- BSP 30 ManualDocument37 pagesBSP 30 Manualpan RoyNo ratings yet
- Hardinge Catalog 2351Document48 pagesHardinge Catalog 2351JoeGriffNo ratings yet
- Te CoDocument235 pagesTe CoColban Ovidiu AlexandruNo ratings yet
- Design of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureDocument20 pagesDesign of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureVarthini RajaNo ratings yet
- (GT-15Y Y-Axis Model Gang Lathes) : Machine Features & SpecificationsDocument18 pages(GT-15Y Y-Axis Model Gang Lathes) : Machine Features & Specificationsjimy46No ratings yet
- EMCO F1 ManualDocument308 pagesEMCO F1 ManualClinton Koo100% (1)
- FT MedPress AutoclaveDocument12 pagesFT MedPress AutoclaveAymeeenNo ratings yet
- Metrology and Machine Tools Module 2: Milling, Grinding and MoreDocument91 pagesMetrology and Machine Tools Module 2: Milling, Grinding and MorejibinNo ratings yet
- CRANKSHAFT-CONNECTING ROD-FLY WHEEL PartsDocument143 pagesCRANKSHAFT-CONNECTING ROD-FLY WHEEL PartsLuis RinascenteNo ratings yet
- Section 1Document163 pagesSection 1mohamedfawzy_engNo ratings yet
- Jigs and FixturesDocument83 pagesJigs and FixturesRoyNo ratings yet
- The New Generation With System Accessories. Made in Germany!Document9 pagesThe New Generation With System Accessories. Made in Germany!warekarNo ratings yet
- Haroin 6 EDocument12 pagesHaroin 6 EPedro VianaNo ratings yet
- CNC 101Document13 pagesCNC 101Hendi RofiansyahNo ratings yet