You might also like
- Engineering Plasticity: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionFrom EverandEngineering Plasticity: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionNo ratings yet
- Electrodynamic Shaker Fundamentals PDFDocument8 pagesElectrodynamic Shaker Fundamentals PDFJorge Luis Ardila MatajiraNo ratings yet
- Flow Simulation Report PRIMER TTRABAJODocument29 pagesFlow Simulation Report PRIMER TTRABAJOGian MorenoNo ratings yet
- Scan To 3d NewDocument22 pagesScan To 3d Newanton widodoNo ratings yet
- Heat Sink Seminar on Computer & Electronics CoolingDocument24 pagesHeat Sink Seminar on Computer & Electronics CoolingRohit HajareNo ratings yet
- Computational Methods in Nonlinear Structural and Solid Mechanics: Papers Presented at the Symposium on Computational Methods in Nonlinear Structural and Solid MechanicsFrom EverandComputational Methods in Nonlinear Structural and Solid Mechanics: Papers Presented at the Symposium on Computational Methods in Nonlinear Structural and Solid MechanicsAhmed K. NoorNo ratings yet
- Understanding The Physics of Electrodynamic Shaker Performance by G.F. Lang and D. SnyderDocument10 pagesUnderstanding The Physics of Electrodynamic Shaker Performance by G.F. Lang and D. Snydermohamedabbas_us3813No ratings yet
- Faraday Rings Voice Coil ImpedanceDocument37 pagesFaraday Rings Voice Coil ImpedanceMatthew MillerNo ratings yet
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- Vibration Shaker ManualDocument3 pagesVibration Shaker Manualmuladi dwianggaNo ratings yet
- Microsoft Word - PZT Manual ABAQUS PDFDocument9 pagesMicrosoft Word - PZT Manual ABAQUS PDFHarshMahajan100% (1)
- Submodeling Using ANSYS WorkbenchDocument22 pagesSubmodeling Using ANSYS WorkbenchArkana AllstuffNo ratings yet
- Welcome TO Cswa Certification Exam: BY Logical Solutions LimitedDocument28 pagesWelcome TO Cswa Certification Exam: BY Logical Solutions LimitedNagesh BiradarNo ratings yet
- Finite Element Modeling To Verify Residual Stress in Orthogonal Machining PDFDocument124 pagesFinite Element Modeling To Verify Residual Stress in Orthogonal Machining PDF陳國父No ratings yet
- Tut10 Modal Analysis of A Cantilever Beam Using AnsysDocument9 pagesTut10 Modal Analysis of A Cantilever Beam Using AnsysMaher KattanNo ratings yet
- 2011 Spring UGM Presentation File DistributeDocument299 pages2011 Spring UGM Presentation File DistributeAtsis PapadopoulosNo ratings yet
- Tutorial 17 - CEL - BoatDocument13 pagesTutorial 17 - CEL - BoatBin VoNo ratings yet
- MECN 3350 - Aircraft Design and Performance - Module 1 - Unit 1.1 - Lesson 1.1.2Document54 pagesMECN 3350 - Aircraft Design and Performance - Module 1 - Unit 1.1 - Lesson 1.1.2Jose A Rosado LopezNo ratings yet
- Understanding Mechanical Behaviour and Deformation PhenomenaDocument18 pagesUnderstanding Mechanical Behaviour and Deformation PhenomenaGalal FazNo ratings yet
- L&T Random Vibration Analysis and Fatigue Life Evaluation of Auxiliary Heater BracketDocument12 pagesL&T Random Vibration Analysis and Fatigue Life Evaluation of Auxiliary Heater BracketalfonxxlNo ratings yet
- Support Notes For MATLAB Script Damage Detection On Metal SheetDocument12 pagesSupport Notes For MATLAB Script Damage Detection On Metal SheetJohn Bofarull GuixNo ratings yet
- A User-Material Subroutine Incorporating Single Crystal Plasticity in The Abaqus Finite Element ProgramDocument47 pagesA User-Material Subroutine Incorporating Single Crystal Plasticity in The Abaqus Finite Element ProgramangrycabbageNo ratings yet
- Buckling, Postbuckling, and Collapse Analysis With Abaqus: About This CourseDocument11 pagesBuckling, Postbuckling, and Collapse Analysis With Abaqus: About This CourseEvgeny ShavelzonNo ratings yet
- MABE 012412 WebDocument4 pagesMABE 012412 WebAltairKoreaNo ratings yet
- Tutorial 16 - CEL - BottleDocument14 pagesTutorial 16 - CEL - BottleRezaNo ratings yet
- Voice Coil MotorsDocument7 pagesVoice Coil MotorsMat_Idi_6608No ratings yet
- Fluid Structure Interaction in COMSOLDocument33 pagesFluid Structure Interaction in COMSOLVoona RanganadhanNo ratings yet
- Mechanical Vibrations Ecole Centrale NantesDocument41 pagesMechanical Vibrations Ecole Centrale NantesAhmad Basshofi HabiebNo ratings yet
- 3D FEA Simulations in MachiningDocument95 pages3D FEA Simulations in MachiningAyman TamimNo ratings yet
- Urmet 1130 Intercom Wiring DiagramDocument2 pagesUrmet 1130 Intercom Wiring DiagramG. M.No ratings yet
- Stress AnalysisDocument8 pagesStress Analysisram vomNo ratings yet
- Hooke's LawDocument19 pagesHooke's LawJohn CornorNo ratings yet
- Frekans Cevap AnaliziDocument25 pagesFrekans Cevap AnalizineredemaliNo ratings yet
- ANSYS Modal Analysis-1Document40 pagesANSYS Modal Analysis-1Bunda NauraNo ratings yet
- ANSYS Tutorials - SubstructuringDocument12 pagesANSYS Tutorials - Substructuringgopal06No ratings yet
- Shape Memory AlloysDocument16 pagesShape Memory AlloysIvan HernandezNo ratings yet
- Shock Analysis of Electronic Comonents - MingYao DingDocument39 pagesShock Analysis of Electronic Comonents - MingYao DingRaki Rock100% (1)
- Fatigue Life of Rubber Components: Presented By: Abdul Hakim AbdullahDocument20 pagesFatigue Life of Rubber Components: Presented By: Abdul Hakim AbdullahSyah IlhamNo ratings yet
- Voice Coil Motors: Electromechanical Actuators Sixth EditionDocument11 pagesVoice Coil Motors: Electromechanical Actuators Sixth Editionritesh2011No ratings yet
- SOLIDWORKS CFD Flow Simulation Manual For Beginner1Document22 pagesSOLIDWORKS CFD Flow Simulation Manual For Beginner1hongshin129No ratings yet
- Ch3 Contact StiffnessDocument16 pagesCh3 Contact Stiffnessanilmavi100% (1)
- Topic 2 Airy Stress FunctionDocument20 pagesTopic 2 Airy Stress FunctionAnonymous ohCM2ktv100% (1)
- A Review of T-Stress and Its Effects in Fracture MechanicsDocument24 pagesA Review of T-Stress and Its Effects in Fracture MechanicsMarilene Lobato100% (1)
- Design and Optimization Formula SAE DrivetrainDocument21 pagesDesign and Optimization Formula SAE DrivetrainIJRASETPublicationsNo ratings yet
- Using Abaqus To Model Delamination in Fiber-Reinforced Composite MaterialsDocument18 pagesUsing Abaqus To Model Delamination in Fiber-Reinforced Composite MaterialsdashatanliNo ratings yet
- WBv12.1 Emag Tutorial3 Busbars PDFDocument58 pagesWBv12.1 Emag Tutorial3 Busbars PDFAraz SNo ratings yet
- Measurement TechnicsDocument41 pagesMeasurement Technicsulys1922No ratings yet
- Comandi Ansys APDLDocument51 pagesComandi Ansys APDLRiccardinoFuffoloNo ratings yet
- Heat Chap05 043Document28 pagesHeat Chap05 043Kerem GönceNo ratings yet
- SolidWorks Simulation - Avoiding SingularitiesDocument6 pagesSolidWorks Simulation - Avoiding SingularitiesAnonymous P8Bt46mk5INo ratings yet
- Analysis of Primal and Dual Variables in Structural Shape Control by Piezoelectric Patches Using SolidDocument12 pagesAnalysis of Primal and Dual Variables in Structural Shape Control by Piezoelectric Patches Using SolidFessal KpekyNo ratings yet
- Design Optimization of Roller Straightening Process For Steel Cord Using Response Surface MethodologyDocument6 pagesDesign Optimization of Roller Straightening Process For Steel Cord Using Response Surface MethodologybulkformingNo ratings yet
- Simulating Turning With DEFORMDocument12 pagesSimulating Turning With DEFORMramkumar121100% (1)
- Creep WavesDocument1 pageCreep WavesCarlos BustamanteNo ratings yet
- Weld Stress Calculations GuideDocument9 pagesWeld Stress Calculations GuideAbsec PandaNo ratings yet
- Mays SEPs 201806Document35 pagesMays SEPs 201806Bruno SotoNo ratings yet
- Langenscheidt Basic German Grammar (Only Text)Document435 pagesLangenscheidt Basic German Grammar (Only Text)api-372599297% (92)
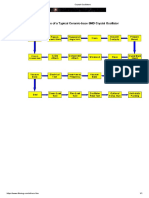
- Crystal OscillatorsDocument1 pageCrystal OscillatorsBruno SotoNo ratings yet
- Eia/Jedec Standard: Test Method A110-B Highly-Accelerated Temperature and Humidity Stress Test (HAST)Document11 pagesEia/Jedec Standard: Test Method A110-B Highly-Accelerated Temperature and Humidity Stress Test (HAST)Bruno SotoNo ratings yet
- Manual MonitorDocument59 pagesManual MonitorBruno SotoNo ratings yet
- Defects SummaryDocument10 pagesDefects SummaryBruno SotoNo ratings yet
- PalebloodHunt FinalizedDocument108 pagesPalebloodHunt FinalizedBruno SotoNo ratings yet
- Maple 13 ManualDocument540 pagesMaple 13 Manualmauriprofe100% (3)
- Bare copper conductor data and standardsDocument1 pageBare copper conductor data and standardsDiana AkmaliahNo ratings yet
- MBR20H100CTG, MBRB20H100CTG, MBRF20H100CTG, NRVBB20H100CTT4G Switch-Mode Power Rectifier 100 V, 20 ADocument9 pagesMBR20H100CTG, MBRB20H100CTG, MBRF20H100CTG, NRVBB20H100CTT4G Switch-Mode Power Rectifier 100 V, 20 AVictorManuelBernalBlancoNo ratings yet
- Cells and Batteries: How Electrochemistry WorksDocument161 pagesCells and Batteries: How Electrochemistry WorksamanNo ratings yet
- Molecular Hydrodynamics in Complex FluidsDocument183 pagesMolecular Hydrodynamics in Complex FluidsgovindhegdeNo ratings yet
- Nomograph For RCF Determination: ExampleDocument2 pagesNomograph For RCF Determination: Exampleshikhasharma_85No ratings yet
- MCCB'S: 16A To 1600ADocument26 pagesMCCB'S: 16A To 1600ATiNa NguyenNo ratings yet
- VC15B+/VC17B+ Digital Multimeter User Manual: NOT Exceed The "Maximum Value" Indicated in The SpecificationDocument2 pagesVC15B+/VC17B+ Digital Multimeter User Manual: NOT Exceed The "Maximum Value" Indicated in The SpecificationDiegoM.ArdissoneNo ratings yet
- (Lecture# 8) SubstationDocument42 pages(Lecture# 8) SubstationTatta Maruthi100% (3)
- Cambridge IGCSE (9-1) : Physics 0972/11Document20 pagesCambridge IGCSE (9-1) : Physics 0972/11michael nanlohyNo ratings yet
- 6 Work and EnergyDocument44 pages6 Work and EnergyClaire Danes SuraltaNo ratings yet
- 4.multiple Choice QuestionsDocument8 pages4.multiple Choice QuestionsJatin KumarNo ratings yet
- Recursive Newton Euler Algorithm for Dynamics of Serial Chains (RNEA-DSCDocument7 pagesRecursive Newton Euler Algorithm for Dynamics of Serial Chains (RNEA-DSCShubham ThakurNo ratings yet
- Tutorial 4 Work and ENERGYDocument5 pagesTutorial 4 Work and ENERGYjumanneshambiNo ratings yet
- Chapter 8 Nature of LightDocument45 pagesChapter 8 Nature of LightjellNo ratings yet
- Boost Converter - WikipediaDocument13 pagesBoost Converter - WikipediaADITYA PANDEYNo ratings yet
- IBN PE Mesh BN: Parallel Earthing Conductor (PEC)Document1 pageIBN PE Mesh BN: Parallel Earthing Conductor (PEC)mahmoud12122012No ratings yet
- ESPTrouble Shooting GuideDocument65 pagesESPTrouble Shooting Guidesivakscribd67% (3)
- Electric Motor Technical Data PDFDocument1 pageElectric Motor Technical Data PDFTushar Sonar MainNo ratings yet
- Orifice and Jet Flow AppDocument40 pagesOrifice and Jet Flow AppMayuresh ChavanNo ratings yet
- AnalysisMethods SSR SSCI SSTIDocument27 pagesAnalysisMethods SSR SSCI SSTIRaturi DeepankarNo ratings yet
- Semiconductor Electronics - Materials, Devices and Simple CircuitsDocument25 pagesSemiconductor Electronics - Materials, Devices and Simple CircuitsAshish KumarNo ratings yet
- Modul1 Awal&Akhir P4 Menentukan Nilai Konstanta Joule - Syarifah Tashara - 1308620011 - Biologi B PDFDocument18 pagesModul1 Awal&Akhir P4 Menentukan Nilai Konstanta Joule - Syarifah Tashara - 1308620011 - Biologi B PDFSya Tasya100% (1)
- Folleto HV580L AC Drive For ElevatorDocument6 pagesFolleto HV580L AC Drive For ElevatorNancy GutiNo ratings yet
- Power Quality ProblemsDocument41 pagesPower Quality ProblemsDomingo RuizNo ratings yet
- Systems in ActionDocument38 pagesSystems in ActionFJLXANo ratings yet
- Unequal Angles in Accordance With BS4848-SECTION - PROPERTIESDocument3 pagesUnequal Angles in Accordance With BS4848-SECTION - PROPERTIESdsanandaNo ratings yet
- Gravity (Draft) PrudenteDocument16 pagesGravity (Draft) PrudentePatrick James B. PrudenteNo ratings yet
- Modeling and Simulation of Six-Phase Permanent Magnet Synchronous Motor DriveDocument9 pagesModeling and Simulation of Six-Phase Permanent Magnet Synchronous Motor Driveجمال ضيفي100% (1)
- Self-Excited GenratorDocument6 pagesSelf-Excited GenratorYasirNo ratings yet
- Conquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeFrom EverandConquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeRating: 5 out of 5 stars5/5 (8)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4.5 out of 5 stars4.5/5 (542)
- High Performance Loudspeakers: Optimising High Fidelity Loudspeaker SystemsFrom EverandHigh Performance Loudspeakers: Optimising High Fidelity Loudspeaker SystemsRating: 4 out of 5 stars4/5 (1)
- The Rare Metals War: the dark side of clean energy and digital technologiesFrom EverandThe Rare Metals War: the dark side of clean energy and digital technologiesRating: 5 out of 5 stars5/5 (2)
- C++ Programming Language: Simple, Short, and Straightforward Way of Learning C++ ProgrammingFrom EverandC++ Programming Language: Simple, Short, and Straightforward Way of Learning C++ ProgrammingRating: 4 out of 5 stars4/5 (1)
- Off-Grid Projects: Step-by-Step Guide to Building Your Own Off-Grid SystemFrom EverandOff-Grid Projects: Step-by-Step Guide to Building Your Own Off-Grid SystemNo ratings yet
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4 out of 5 stars4/5 (331)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- 8051 Microcontroller: An Applications Based IntroductionFrom Everand8051 Microcontroller: An Applications Based IntroductionRating: 5 out of 5 stars5/5 (6)
- The Phone Fix: The Brain-Focused Guide to Building Healthy Digital Habits and Breaking Bad OnesFrom EverandThe Phone Fix: The Brain-Focused Guide to Building Healthy Digital Habits and Breaking Bad OnesRating: 5 out of 5 stars5/5 (1)
- Lithium-Ion Battery: The Power of Electric Vehicles with Basics, Design, Charging technology & Battery Management SystemsFrom EverandLithium-Ion Battery: The Power of Electric Vehicles with Basics, Design, Charging technology & Battery Management SystemsRating: 5 out of 5 stars5/5 (2)
- Ramblings of a Mad Scientist: 100 Ideas for a Stranger TomorrowFrom EverandRamblings of a Mad Scientist: 100 Ideas for a Stranger TomorrowNo ratings yet
- Current Interruption Transients CalculationFrom EverandCurrent Interruption Transients CalculationRating: 4 out of 5 stars4/5 (1)
- The Fast Track to Your Technician Class Ham Radio License: For Exams July 1, 2022 - June 30, 2026From EverandThe Fast Track to Your Technician Class Ham Radio License: For Exams July 1, 2022 - June 30, 2026Rating: 5 out of 5 stars5/5 (1)
- Build Your Own Electric Vehicle, Third EditionFrom EverandBuild Your Own Electric Vehicle, Third EditionRating: 4.5 out of 5 stars4.5/5 (3)
- The Graphene Revolution: The Weird Science of the Ultra-thinFrom EverandThe Graphene Revolution: The Weird Science of the Ultra-thinRating: 4.5 out of 5 stars4.5/5 (4)
- Beginner's Guide to Reading Schematics, Fourth EditionFrom EverandBeginner's Guide to Reading Schematics, Fourth EditionRating: 3.5 out of 5 stars3.5/5 (10)
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)
- Digital Gold: The Beginner's Guide to Digital Product Success, Learn Useful Tips and Methods on How to Create Digital Products and Earn Massive ProfitsFrom EverandDigital Gold: The Beginner's Guide to Digital Product Success, Learn Useful Tips and Methods on How to Create Digital Products and Earn Massive ProfitsRating: 5 out of 5 stars5/5 (3)
- Electrical Principles and Technology for EngineeringFrom EverandElectrical Principles and Technology for EngineeringRating: 4 out of 5 stars4/5 (4)