You might also like
- Chemical Reactor Analysis and Applications for the Practicing EngineerFrom EverandChemical Reactor Analysis and Applications for the Practicing EngineerNo ratings yet
- Ped-Guidelines en PDFDocument261 pagesPed-Guidelines en PDFAnte NinićNo ratings yet
- Cold Spring of Restrained Piping SystemDocument5 pagesCold Spring of Restrained Piping Systemsateesh chandNo ratings yet
- Turboexpander Compressors 2Document5 pagesTurboexpander Compressors 2Lidia JaraNo ratings yet
- Air CoolerDocument15 pagesAir Coolerronny_fernandes363No ratings yet
- Control Valve SourcebookDocument5 pagesControl Valve Sourcebookpneuma110No ratings yet
- Types of Fire PumpsDocument3 pagesTypes of Fire PumpsEhab KamalNo ratings yet
- Control Valve CoefficientsDocument2 pagesControl Valve CoefficientsjroperNo ratings yet
- NPSHDocument26 pagesNPSHarunrai78No ratings yet
- 08a PDFDocument36 pages08a PDFProcess EngineerNo ratings yet
- Vessels For High Pressure Dust CollectorsDocument4 pagesVessels For High Pressure Dust CollectorsWade ColemanNo ratings yet
- Design of Heat ExchangerDocument20 pagesDesign of Heat ExchangerSHIVAM GUPTANo ratings yet
- King Abdulaziz University Mechanical Engineering Heat Exchanger DesignDocument65 pagesKing Abdulaziz University Mechanical Engineering Heat Exchanger DesignMuhammad HaidiNo ratings yet
- Air - Understanding Fan Curves PDFDocument4 pagesAir - Understanding Fan Curves PDFCarlos100% (1)
- Compressor FormulaDocument1 pageCompressor FormulaMangal SinghNo ratings yet
- Pump System CurveDocument6 pagesPump System CurveMohan MalavNo ratings yet
- Shaft and bearing design calculationsDocument24 pagesShaft and bearing design calculationsArul Gnana JohnNo ratings yet
- Technip Separations PDFDocument10 pagesTechnip Separations PDFProcess EngineerNo ratings yet
- Steam Turbine PerformanceDocument16 pagesSteam Turbine PerformanceVILLANUEVA_DANIEL2064100% (2)
- Wall metal temperature during emergency depressurizationDocument7 pagesWall metal temperature during emergency depressurizationmihaileditoiu2010No ratings yet
- Igor J. Karassik (1911-1995): Pioneering Pump EngineerDocument2 pagesIgor J. Karassik (1911-1995): Pioneering Pump EngineervcockscribdNo ratings yet
- Knock Out Drum: Wiring DiagramsDocument8 pagesKnock Out Drum: Wiring DiagramsAlinaIordacheNo ratings yet
- OrificeDocument10 pagesOrificeRicha GhoshNo ratings yet
- Offsites and UtilitiesDocument70 pagesOffsites and Utilitiesankitalalwani100% (1)
- Equipment Selection & Plant LayoutDocument11 pagesEquipment Selection & Plant LayoutFebio DalantaNo ratings yet
- Basic Weights Calc - ACHEDocument6 pagesBasic Weights Calc - ACHESiva ShankarNo ratings yet
- Centrifugal CompressorDocument2 pagesCentrifugal CompressorAyman EsaNo ratings yet
- Hairpin Heat ExchangerDocument9 pagesHairpin Heat ExchangerBrandon HaleNo ratings yet
- Thermal Design of Coil-Wound LNG Heat ExchangersDocument168 pagesThermal Design of Coil-Wound LNG Heat ExchangersMuhammad Rozi100% (1)
- Pressure Relief - Valve Sizing Mastery (HP)Document4 pagesPressure Relief - Valve Sizing Mastery (HP)Ricardo BecNo ratings yet
- CHEMCAD 7 User Guide PDFDocument154 pagesCHEMCAD 7 User Guide PDFadfNo ratings yet
- Industrial RefrigerationDocument5 pagesIndustrial RefrigerationApet GriffinNo ratings yet
- Expertise in Cryogenic Turboexpander ControlDocument6 pagesExpertise in Cryogenic Turboexpander ControlJose Luis Rodriguez LópezNo ratings yet
- Process Simulation EssentialsDocument26 pagesProcess Simulation EssentialsaalbuhseNo ratings yet
- Metering Pumps - A New DefinitionDocument3 pagesMetering Pumps - A New DefinitionMoises JonesNo ratings yet
- 5-Thermodynamics For CryogenicsDocument52 pages5-Thermodynamics For CryogenicsBhuvanaNo ratings yet
- 1 Vacuum 1introuductionDocument31 pages1 Vacuum 1introuductionapi-3856548100% (1)
- Safety in OverpressureDocument27 pagesSafety in OverpressurevrajakisoriDasiNo ratings yet
- Course Material 2Document97 pagesCourse Material 2Nurpadmi KusbiantoroNo ratings yet
- State Equations ExplainedDocument98 pagesState Equations ExplainedAnonymous xmSWrWbUKGNo ratings yet
- Compressor Stage Pressure - Design & OptimizationDocument4 pagesCompressor Stage Pressure - Design & OptimizationAshwin ChandaranaNo ratings yet
- General Features of Cfturbo: Useful For Impeller, Stator & Volute DesignDocument11 pagesGeneral Features of Cfturbo: Useful For Impeller, Stator & Volute DesignPrakash KhavasadNo ratings yet
- Principle of TurbomachineryDocument159 pagesPrinciple of TurbomachinerySharath ChandraNo ratings yet
- Compressor Api617 LMC BMC 311f Maintenance ManualDocument6 pagesCompressor Api617 LMC BMC 311f Maintenance ManualAvishek HazraNo ratings yet
- Spirajet Spray NozzleDocument2 pagesSpirajet Spray NozzleykozeNo ratings yet
- Design, Construction and Testing of An Outward Radial-Flow Reaction Water TurbineDocument97 pagesDesign, Construction and Testing of An Outward Radial-Flow Reaction Water TurbineMos Craciun100% (1)
- Chemical Engineering DiagramsDocument1 pageChemical Engineering DiagramsAngela Te SabordoNo ratings yet
- Minimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksDocument6 pagesMinimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksSumit KaushikNo ratings yet
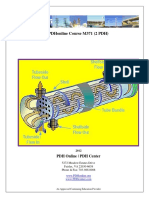
- Pdhonline Course M371 (2 PDH) : PDH Online - PDH CenterDocument35 pagesPdhonline Course M371 (2 PDH) : PDH Online - PDH Centersebas_vNo ratings yet
- m378content-HVAC - Practical Basic Calculations PDFDocument36 pagesm378content-HVAC - Practical Basic Calculations PDFInventor Solidworks100% (1)
- M 378 ContentDocument36 pagesM 378 Contentcarrei JohnNo ratings yet
- PDH Online Course M371Document32 pagesPDH Online Course M371Andres WhiteNo ratings yet
- Shell and Tube Heat Exchangers - Basic CalculationsDocument31 pagesShell and Tube Heat Exchangers - Basic Calculations이가람97% (118)
- Appendix G - Units and ConversionsDocument1 pageAppendix G - Units and Conversionskim haksongNo ratings yet
- Energy and Power ConversionsDocument2 pagesEnergy and Power Conversionsarvin_erNo ratings yet
- 3-Vapour Compression SystemsDocument18 pages3-Vapour Compression SystemsUtkarsh SinghNo ratings yet
- Conversion Factors For Units of EnergyDocument1 pageConversion Factors For Units of EnergyAfonso CuambaNo ratings yet
- Microsoft Word - HVAC Rule of Thumb CalculatorDocument26 pagesMicrosoft Word - HVAC Rule of Thumb CalculatorAndrew AllanNo ratings yet
- Designation: D695 15 Standard Test Method For Compressive Properties of Rigid Plastics 1Document9 pagesDesignation: D695 15 Standard Test Method For Compressive Properties of Rigid Plastics 1วรศิษฐ์ อ๋องNo ratings yet
- Analysis of Mechanical Behavior of 3D Printed ABS Parts by ExperimentsDocument9 pagesAnalysis of Mechanical Behavior of 3D Printed ABS Parts by ExperimentssharuziNo ratings yet
- 8.8 Boiler Efficiency TestDocument17 pages8.8 Boiler Efficiency TestRINJUNo ratings yet
- Thermodynamics and Heat Powered CyclesDocument677 pagesThermodynamics and Heat Powered Cyclesวรศิษฐ์ อ๋องNo ratings yet
- A Comparative Study On The Components Fabricated by Injection Moulding and FDM 3d Printing ProcessDocument6 pagesA Comparative Study On The Components Fabricated by Injection Moulding and FDM 3d Printing Processวรศิษฐ์ อ๋องNo ratings yet
- US4926722 Quick-Action Bar ClampDocument8 pagesUS4926722 Quick-Action Bar Clampวรศิษฐ์ อ๋องNo ratings yet
- Boiler Efficiency Ch-8.8Document22 pagesBoiler Efficiency Ch-8.8วรศิษฐ์ อ๋องNo ratings yet
- Analyzing The Tensile, Compressive, and Flexural Properties of 3d Printed Abs p430 PlasticDocument12 pagesAnalyzing The Tensile, Compressive, and Flexural Properties of 3d Printed Abs p430 Plasticวรศิษฐ์ อ๋องNo ratings yet
- A Comparative Study On The Components Fabricated by Injection Moulding and FDM 3d Printing ProcessDocument6 pagesA Comparative Study On The Components Fabricated by Injection Moulding and FDM 3d Printing Processวรศิษฐ์ อ๋องNo ratings yet
- Boiler Efficiency Guide PDFDocument24 pagesBoiler Efficiency Guide PDFAsnfiasnfd FenfeNo ratings yet
- The Autoclave Knowledge Bank - Your impartial guide to autoclave selectionDocument38 pagesThe Autoclave Knowledge Bank - Your impartial guide to autoclave selectionวรศิษฐ์ อ๋องNo ratings yet
- Comparing Boiler Efficiency Calculation MethodsDocument21 pagesComparing Boiler Efficiency Calculation Methodsวรศิษฐ์ อ๋องNo ratings yet
- Refrigerant-Piping Design Guide-McquayDocument91 pagesRefrigerant-Piping Design Guide-Mcquayapi-19789368100% (4)
- A Matlab Toolbox For Thermodynamic Property Evaluation PDFDocument12 pagesA Matlab Toolbox For Thermodynamic Property Evaluation PDFวรศิษฐ์ อ๋องNo ratings yet
- A0360106 PDFDocument6 pagesA0360106 PDFdimchienNo ratings yet
- CLTD Method PaperDocument10 pagesCLTD Method Paperวรศิษฐ์ อ๋อง100% (1)
- Air 20conditioning 20and 20refrigeration 20engineering PDFDocument105 pagesAir 20conditioning 20and 20refrigeration 20engineering PDFMark Joseph BalaresNo ratings yet
- 01 - Ashrae - AerodynamicsDocument52 pages01 - Ashrae - Aerodynamicsวรศิษฐ์ อ๋องNo ratings yet
- Mebs6006 0910 04-LoadDocument66 pagesMebs6006 0910 04-LoadLeonardo Oliveira FariaNo ratings yet
- CLTD-Walls-TablesDocument25 pagesCLTD-Walls-TablesAnthony M. Newton100% (4)
- ANSYS Fluent Tutorial Guide r170Document1,242 pagesANSYS Fluent Tutorial Guide r170วรศิษฐ์ อ๋องNo ratings yet
- Design Cooling Load: No More "Survival of The Fittest" Occupant?Document14 pagesDesign Cooling Load: No More "Survival of The Fittest" Occupant?วรศิษฐ์ อ๋องNo ratings yet
- h47751 Hfc134a Thermo Prop Eng PDFDocument36 pagesh47751 Hfc134a Thermo Prop Eng PDFวรศิษฐ์ อ๋องNo ratings yet
- ASHRAE Example Room - Cooling LoadsDocument14 pagesASHRAE Example Room - Cooling LoadsSaiful Islam100% (2)
- Mathematical Modeling and Numerical Solution of 1D Heat ConductionDocument12 pagesMathematical Modeling and Numerical Solution of 1D Heat Conductionวรศิษฐ์ อ๋องNo ratings yet
- Thermodynamic design of a fire-tube steam boilerDocument8 pagesThermodynamic design of a fire-tube steam boilerวรศิษฐ์ อ๋องNo ratings yet
- Siemens PLM NX Thermal Fs Y3Document4 pagesSiemens PLM NX Thermal Fs Y3วรศิษฐ์ อ๋องNo ratings yet
- HFC-134a SI PDFDocument30 pagesHFC-134a SI PDFวรศิษฐ์ อ๋องNo ratings yet
- Evaporative Cooling (Energy Engineering)Document15 pagesEvaporative Cooling (Energy Engineering)วรศิษฐ์ อ๋องNo ratings yet
- Evaluation of Cold Storage Insulation by Thermal Images AnalysisDocument9 pagesEvaluation of Cold Storage Insulation by Thermal Images Analysisวรศิษฐ์ อ๋องNo ratings yet
- CS2204 Analog & Digital Communication Question BankDocument16 pagesCS2204 Analog & Digital Communication Question BankJesse VincentNo ratings yet
- Special Build Typical Requirements (Rev1) PDFDocument2 pagesSpecial Build Typical Requirements (Rev1) PDFToper CdjNo ratings yet
- ECI Symposium Proceedings Optimizes Fouling Mitigation DesignDocument6 pagesECI Symposium Proceedings Optimizes Fouling Mitigation DesignJoseAndresCarreñoNo ratings yet
- P&ID ManualDocument35 pagesP&ID Manualdharan kumarNo ratings yet
- KN Yb 1000Document13 pagesKN Yb 1000taharNo ratings yet
- TIMO Mock 2019 卷P3fDocument9 pagesTIMO Mock 2019 卷P3fDo Yun100% (1)
- Mathematics T (954/1) Functions QuizDocument1 pageMathematics T (954/1) Functions QuizmasyatiNo ratings yet
- Physico-Chemical Properties of DrugsDocument64 pagesPhysico-Chemical Properties of DrugsYap Jacky33% (6)
- 2.design and Analysis of Escalator FrameDocument7 pages2.design and Analysis of Escalator FrameSyamil Dzulfida100% (1)
- Abstract Load Balancing 1Document3 pagesAbstract Load Balancing 1Naveen AbhiNo ratings yet
- DeZURIK VPB VPort Ball 031317Document19 pagesDeZURIK VPB VPort Ball 031317Joel VeraNo ratings yet
- Basic Chromatography Notes 1Document27 pagesBasic Chromatography Notes 1Aufa InsyirahNo ratings yet
- 5437 1Document190 pages5437 1Khateeb RehmanNo ratings yet
- Hysys For Aspen Plus Users PDFDocument11 pagesHysys For Aspen Plus Users PDFKarim KholeifNo ratings yet
- Dell Emc Data Domain Dd3300 Faq: Frequently Asked QuestionsDocument14 pagesDell Emc Data Domain Dd3300 Faq: Frequently Asked QuestionseriquewNo ratings yet
- Manual LDM5 U enDocument3 pagesManual LDM5 U enLuizAugustoMedeirosNo ratings yet
- Student's Error Analysis in Finishing Mathematic Word Problem Based Newman AnalysisDocument11 pagesStudent's Error Analysis in Finishing Mathematic Word Problem Based Newman AnalysisguanyitorNo ratings yet
- Data MiningDocument48 pagesData MiningJAYASREE K.KNo ratings yet
- Surveying - Traverse Surveying - TraverseDocument13 pagesSurveying - Traverse Surveying - Traversebills100% (1)
- Operations Management 1St Edition Cachon Test Bank Full Chapter PDFDocument36 pagesOperations Management 1St Edition Cachon Test Bank Full Chapter PDFwayne.martin885100% (11)
- Crowd Puller FinalDocument10 pagesCrowd Puller FinalJanette Tibayan CruzeiroNo ratings yet
- Aimo 2019 Trial g6Document6 pagesAimo 2019 Trial g6Jomar EjedioNo ratings yet
- GMAT Practice QuestionsDocument8 pagesGMAT Practice QuestionswithraviNo ratings yet
- OOPS AbapDocument188 pagesOOPS Abapraky036950% (2)
- Vasu Chourasia Sde-01 ResumeDocument1 pageVasu Chourasia Sde-01 ResumeDhaval MailNo ratings yet
- Putzmeister Pump TrucksDocument17 pagesPutzmeister Pump Truckslwin_oo243575% (4)
- 10.8 Special Polar GraphsDocument16 pages10.8 Special Polar GraphsIlias NihaNo ratings yet
- Application of Nitrous Oxide in AutomobilesDocument26 pagesApplication of Nitrous Oxide in AutomobilesMohammed NuhmanNo ratings yet
- Periodic TableDocument1 pagePeriodic TableChemist MookaNo ratings yet