You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Hawking-Brief History of TimeDocument336 pagesHawking-Brief History of TimeAlbert Kristian0% (1)
- Cold Backup and Recovery From Archivelog - OrACLE-HELPDocument4 pagesCold Backup and Recovery From Archivelog - OrACLE-HELPadelarduarteNo ratings yet
- CobolDocument224 pagesCobolrahulravi007No ratings yet
- Drager Fabius Gs Technical Service ManualDocument350 pagesDrager Fabius Gs Technical Service ManualLeonardo Chirinos100% (3)
- Verify scope acceptance of project deliverablesDocument5 pagesVerify scope acceptance of project deliverablesmypmpbooksNo ratings yet
- Prepositional PhrasesDocument14 pagesPrepositional PhrasesCh AliNo ratings yet
- 1 - 8051intro - Part IDocument48 pages1 - 8051intro - Part ICh AliNo ratings yet
- CodeDocument2 pagesCodeCh AliNo ratings yet
- Binomial DistributionDocument11 pagesBinomial DistributionAnjalee PrabhaNo ratings yet
- 1 - 8051intro - Part IDocument48 pages1 - 8051intro - Part ICh AliNo ratings yet
- Density Functions PDFDocument33 pagesDensity Functions PDFCh AliNo ratings yet
- CH 01 IntroductionDocument65 pagesCH 01 IntroductionCh AliNo ratings yet
- Binomial DistributionDocument11 pagesBinomial DistributionAnjalee PrabhaNo ratings yet
- EM-226 Materials and Manufacturing Processes: Instructor: Dr. Khurram KamalDocument27 pagesEM-226 Materials and Manufacturing Processes: Instructor: Dr. Khurram KamalCh AliNo ratings yet
- Chapter 3 1Document20 pagesChapter 3 1Ch AliNo ratings yet
- Lab 7Document16 pagesLab 7Ch AliNo ratings yet
- EM-226 Materials and Manufacturing Processes: Instructor: Dr. Khurram KamalDocument39 pagesEM-226 Materials and Manufacturing Processes: Instructor: Dr. Khurram KamalCh AliNo ratings yet
- Digital Logic & Design EM 242: Dept. of Mechatronics EnggDocument11 pagesDigital Logic & Design EM 242: Dept. of Mechatronics EnggCh AliNo ratings yet
- Lab - SSDDocument8 pagesLab - SSDCh AliNo ratings yet
- Satellite TestingDocument30 pagesSatellite TestingXavier Ponce Ferrufino100% (1)
- Alc10 DatasheetDocument7 pagesAlc10 Datasheetd4l170No ratings yet
- Inferential Statistics: Estimation and Confidence IntervalsDocument19 pagesInferential Statistics: Estimation and Confidence IntervalsHasan HubailNo ratings yet
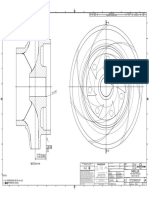
- Impeller: REV Rev by Description PCN / Ecn Date CHK'D A JMM Released For Production N/A 18/11/2019 PDLDocument1 pageImpeller: REV Rev by Description PCN / Ecn Date CHK'D A JMM Released For Production N/A 18/11/2019 PDLSenthilkumar RamalingamNo ratings yet
- Home Automation Iot Bca Up (2ND SEMINAR PPT) RTDocument30 pagesHome Automation Iot Bca Up (2ND SEMINAR PPT) RTTejaswiniNo ratings yet
- 1/2" Cellflex Superflexible Foam-Dielectric Coaxial Cable: SCF12-50JDocument2 pages1/2" Cellflex Superflexible Foam-Dielectric Coaxial Cable: SCF12-50JpeguigonsoNo ratings yet
- Apriori AlgorithmDocument13 pagesApriori AlgorithmKiran JoshiNo ratings yet
- Classification of Differential Equations For Finding Their SolutionsDocument2 pagesClassification of Differential Equations For Finding Their SolutionsakhileshNo ratings yet
- Camshaft Test SheetDocument4 pagesCamshaft Test SheetsughieantoNo ratings yet
- 171 - New CAN-filter For Cran Com. SCS4 and MidrangeDocument4 pages171 - New CAN-filter For Cran Com. SCS4 and MidrangeMohamed ElnagdyNo ratings yet
- Winegard Sensar AntennasDocument8 pagesWinegard Sensar AntennasMichael ColeNo ratings yet
- Nso User Guide-5.3 PDFDocument178 pagesNso User Guide-5.3 PDFAla JebnounNo ratings yet
- General 04 Fixed Flow Pump To Three TanksDocument13 pagesGeneral 04 Fixed Flow Pump To Three TanksjpalauguillemNo ratings yet
- Low-Complexity Iterative Detection For Large-Scale Multiuser MIMO-OFDM Systems Using Approximate Message PassingDocument14 pagesLow-Complexity Iterative Detection For Large-Scale Multiuser MIMO-OFDM Systems Using Approximate Message PassingNitin KumarNo ratings yet
- Answers To Chemistry Homework 5.1 From Particles To Solutions P. 178 # 8,9,10Document6 pagesAnswers To Chemistry Homework 5.1 From Particles To Solutions P. 178 # 8,9,10fantasy373No ratings yet
- DS Ac0801 GBDocument20 pagesDS Ac0801 GBHossein Jalali MoghaddamNo ratings yet
- Material Balance of Naphtha Hydrotreater and Reformer ReactorsDocument22 pagesMaterial Balance of Naphtha Hydrotreater and Reformer ReactorsSukirtha GaneshanNo ratings yet
- AMD OverDrive Utility 4.3.1.0698 Release NotesDocument1 pageAMD OverDrive Utility 4.3.1.0698 Release Notesbayu_gendeng666No ratings yet
- College of Information Technology Dmmmsu-Mluc City of San FernandoDocument9 pagesCollege of Information Technology Dmmmsu-Mluc City of San FernandoZoilo BagtangNo ratings yet
- RMA 3000 Remote Meter Assemblies Specifications: 34-ST-03-81, July 2017Document8 pagesRMA 3000 Remote Meter Assemblies Specifications: 34-ST-03-81, July 2017Amir LopezNo ratings yet
- Submittal Chiller COP 6.02Document3 pagesSubmittal Chiller COP 6.02juan yenqueNo ratings yet
- Lsantos - Reflecting Writing For Optimization ProjectDocument2 pagesLsantos - Reflecting Writing For Optimization Projectapi-341418797No ratings yet
- Wsat200 RamsaDocument12 pagesWsat200 RamsaAndy ColeNo ratings yet
- Rodi TestSystem EZSDI1 Iom D603Document25 pagesRodi TestSystem EZSDI1 Iom D603Ricardo AndradeNo ratings yet
- ITTC Validation of ManoeuvringDocument11 pagesITTC Validation of ManoeuvringFelipe IlhaNo ratings yet