You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- 20150409111632910Document9 pages20150409111632910sansagithNo ratings yet
- Layout Approval 2016 17Document3 pagesLayout Approval 2016 17sansagithNo ratings yet
- Data Chart For Threads by MARYLANDDocument71 pagesData Chart For Threads by MARYLANDN.Palaniappan100% (6)
- Calculation of Plate ThicknessDocument2 pagesCalculation of Plate ThicknesssansagithNo ratings yet
- BASF Design Solution GuideDocument86 pagesBASF Design Solution Guideomerscheen80% (5)
- Living Hinge Design: The Ultimate GuideDocument18 pagesLiving Hinge Design: The Ultimate GuidesansagithNo ratings yet
- Tips Hot Runners July2010Document4 pagesTips Hot Runners July2010Rizwan KhaiNo ratings yet
- Design With Plastics. Focus - Injection MoldingDocument72 pagesDesign With Plastics. Focus - Injection MoldingPrithviraj Daga100% (6)
- l05 Blanking and Fine BlankingDocument41 pagesl05 Blanking and Fine BlankingBulent TopalNo ratings yet
- Read Me FirstDocument3 pagesRead Me FirstmsuhasNo ratings yet
- Vacuum Metalized Surfaces: Figure M5.6.1: Setup For Vacuum Evaporation Physical Vapour DepositionDocument6 pagesVacuum Metalized Surfaces: Figure M5.6.1: Setup For Vacuum Evaporation Physical Vapour DepositionsansagithNo ratings yet
- IBReg FormDocument2 pagesIBReg FormsansagithNo ratings yet
- Lec3 PDFDocument14 pagesLec3 PDFsansagithNo ratings yet
- Parts Produced by Planning, Shaping and Slotting: Process DescriptionDocument7 pagesParts Produced by Planning, Shaping and Slotting: Process DescriptionsansagithNo ratings yet
- Lec1 CleaningDocument8 pagesLec1 Cleaningbalucbe35No ratings yet
- BASF Design Solution GuideDocument86 pagesBASF Design Solution Guideomerscheen80% (5)
- Vacuum Metalized Surfaces: Figure M5.6.1: Setup For Vacuum Evaporation Physical Vapour DepositionDocument6 pagesVacuum Metalized Surfaces: Figure M5.6.1: Setup For Vacuum Evaporation Physical Vapour DepositionsansagithNo ratings yet
- Lec 1Document10 pagesLec 1sansagithNo ratings yet
- Lec 2Document13 pagesLec 2sansagithNo ratings yet
- AB Steel For Moulds EngDocument28 pagesAB Steel For Moulds EngsansagithNo ratings yet
- Mold Flow Insight TrainingDocument1 pageMold Flow Insight TrainingsansagithNo ratings yet
- Pudhu VellaiDocument1 pagePudhu VellaiVaishnavi78No ratings yet
- DT CASE DFM by PlastopiaDocument13 pagesDT CASE DFM by PlastopiasansagithNo ratings yet
- 3403 PDFDocument17 pages3403 PDFsansagithNo ratings yet
- Injection Molding Designguide 0914 PDFDocument11 pagesInjection Molding Designguide 0914 PDFsansagithNo ratings yet
- Punches 1Document5 pagesPunches 1sansagithNo ratings yet
- Pudhu VellaiDocument1 pagePudhu VellaiVaishnavi78No ratings yet
- Pawar 2007Document40 pagesPawar 2007sansagithNo ratings yet
- Suggestion Allocation AllottedDocument1 pageSuggestion Allocation AllottedsansagithNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Catalog Steel 2007 enDocument57 pagesCatalog Steel 2007 enVasilica BarbarasaNo ratings yet
- Geometallurgy PDFDocument5 pagesGeometallurgy PDFEdythMarcaNo ratings yet
- Panzhihua Iron and Steel Facility, China: Blast Furnace Top Pressure Recovery TurbineDocument4 pagesPanzhihua Iron and Steel Facility, China: Blast Furnace Top Pressure Recovery TurbinePavan KumarNo ratings yet
- Milling Ford Catalogue 58Document6 pagesMilling Ford Catalogue 58Pedro Antonio Mejia SuarezNo ratings yet
- Overheated and Burnt SteelDocument10 pagesOverheated and Burnt SteelBhavikRawalNo ratings yet
- Specifications of Concrete WorksDocument45 pagesSpecifications of Concrete Worksnicoleta_cristian4798No ratings yet
- Centrifugal BlastingDocument23 pagesCentrifugal BlastingnavatharansNo ratings yet
- Machine SafeguardingDocument43 pagesMachine Safeguardingfaizijust4uNo ratings yet
- JSL BrochureDocument44 pagesJSL Brochuresahil146No ratings yet
- MEC 532 Composite MaterialsDocument2 pagesMEC 532 Composite MaterialsSumit SharmaNo ratings yet
- Lo KendraDocument76 pagesLo Kendrasagar19sNo ratings yet
- Managing The Supply ChainDocument26 pagesManaging The Supply ChainiltdfNo ratings yet
- Unit-10 Time and Cost AnalysisDocument29 pagesUnit-10 Time and Cost AnalysisFaizanNo ratings yet
- Specifications PVC - Pipe Sch80 PDFDocument2 pagesSpecifications PVC - Pipe Sch80 PDFAlaa RamadanNo ratings yet
- AugerDocument26 pagesAugerbilly_bNo ratings yet
- Prodcut Defectsin ExtrusionDocument19 pagesProdcut Defectsin ExtrusiontechopelessNo ratings yet
- CHAPTER 7 Market StructureDocument87 pagesCHAPTER 7 Market StructureRia Athirah100% (1)
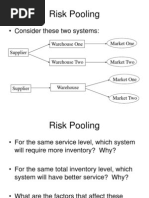
- Risk PoolingDocument11 pagesRisk PoolingAshok100% (1)
- Supply ChainDocument38 pagesSupply ChainMk YapNo ratings yet
- FoldRite Furniture CoDocument5 pagesFoldRite Furniture CoAmit Roy0% (1)
- Abb Sras 1-07-72dpiDocument100 pagesAbb Sras 1-07-72dpiahmetgumus1900No ratings yet
- Properties of AggregatesDocument24 pagesProperties of AggregatesMohamedNo ratings yet
- Green June Alcoa Portland TSL Furnace 2002Document20 pagesGreen June Alcoa Portland TSL Furnace 2002Bernard MosserNo ratings yet
- Electrical Solutions For Motors and Generators MersenDocument7 pagesElectrical Solutions For Motors and Generators Mersendbasak5043No ratings yet
- 2.1 Theory of Metal Cutting Q&A For StudentDocument8 pages2.1 Theory of Metal Cutting Q&A For Studentnikhilbatham0% (1)
- Final Pcpir As On 20.06.2014Document38 pagesFinal Pcpir As On 20.06.2014suryanathNo ratings yet
- MBa ProjectDocument2 pagesMBa Projectsahil100% (1)
- Haelok Katalog q1 2016sDocument36 pagesHaelok Katalog q1 2016sDuzzysNo ratings yet
- Tailor BlanksDocument3 pagesTailor Blankser.nikhilpathak1No ratings yet
- Flexo Uv Ink TroubleshootingDocument22 pagesFlexo Uv Ink TroubleshootingHiba Naser100% (1)