You might also like
- Length Unit Conversion Imperial Thickness ConversionDocument2 pagesLength Unit Conversion Imperial Thickness ConversionChester SmithNo ratings yet
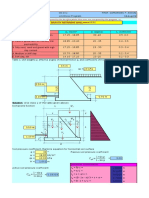
- ACI 318 08 Design of Retaining Wall With Counterfort Rev1Document4 pagesACI 318 08 Design of Retaining Wall With Counterfort Rev1KING ENG100% (2)
- VBA Engineers EB255AFDocument6 pagesVBA Engineers EB255AFSuhas NatuNo ratings yet
- OCPA DesignManualDocument145 pagesOCPA DesignManualVojin LepojevicNo ratings yet
- L AngleDocument1 pageL AngleChester SmithNo ratings yet
- Structural Strengthening With BASF FRP - Kalın Kumaş Doyurma Problemli Olabilir DikkatDocument28 pagesStructural Strengthening With BASF FRP - Kalın Kumaş Doyurma Problemli Olabilir DikkataygunbayramNo ratings yet
- G Series 15 7588 Laptop Service Manual en UsDocument113 pagesG Series 15 7588 Laptop Service Manual en UsChester SmithNo ratings yet
- Design of Gravity Retaining WallDocument36 pagesDesign of Gravity Retaining WallCarmel Buniel Sabado100% (10)
- ACI 318 08 Design of Retaining Wall With Counterfort Rev1Document4 pagesACI 318 08 Design of Retaining Wall With Counterfort Rev1KING ENG100% (2)
- Notes Reliability Theory 2004Document231 pagesNotes Reliability Theory 2004abduldanNo ratings yet
- Bentuk FungsiDocument6 pagesBentuk Fungsitrisna086No ratings yet
- Finite Element Equations For Heat TransferDocument8 pagesFinite Element Equations For Heat TransfertuckfoongNo ratings yet
- Precast Concrete Traffic Barriers: Purpose, Specifications & TypesDocument27 pagesPrecast Concrete Traffic Barriers: Purpose, Specifications & Typesjunaid112No ratings yet
- How2 Deflection Calculations v05.07Document8 pagesHow2 Deflection Calculations v05.07FlaviaNo ratings yet
- Unit3 HWDocument39 pagesUnit3 HWsubhyNo ratings yet
- Bms - Peraturan Perencanaan Teknik Jembatan PDFDocument390 pagesBms - Peraturan Perencanaan Teknik Jembatan PDFAnggit Pratama PutraNo ratings yet
- Fixed End MomentsDocument1 pageFixed End MomentsHarold DeanNo ratings yet
- NCHRP RPT 350-A PDFDocument74 pagesNCHRP RPT 350-A PDFuntung CahyadiNo ratings yet
- Civil 3D TutorialsDocument840 pagesCivil 3D TutorialsRebecca ZodinpuiiNo ratings yet
- AU214-2 - Photorealistic Rendering Techniques in AutoCAD 3DDocument15 pagesAU214-2 - Photorealistic Rendering Techniques in AutoCAD 3DAdi Tri WiyantoNo ratings yet
- ETABS - Concrete Frame Design ManualDocument161 pagesETABS - Concrete Frame Design ManualvardogerNo ratings yet
- Deflections PDFDocument9 pagesDeflections PDFChristopher SingletonNo ratings yet
- Distortional BucklingDocument16 pagesDistortional BucklingadnanmominNo ratings yet
- EtabsDocument75 pagesEtabsIndira Kei83% (6)
- Nikon ManualDocument46 pagesNikon ManualChester SmithNo ratings yet
- FRP-OFBG Smart Bars Monitor Reinforced Concrete BeamsDocument5 pagesFRP-OFBG Smart Bars Monitor Reinforced Concrete BeamsChester SmithNo ratings yet
- SW Design ManualDocument81 pagesSW Design ManualChester SmithNo ratings yet
- Measures of Distance Between Samples: Standardized Euclidean DistanceDocument11 pagesMeasures of Distance Between Samples: Standardized Euclidean DistanceCuong PolymeNo ratings yet
- catOI Upv PDFDocument2 pagescatOI Upv PDFPatria KusumaningrumNo ratings yet
- A New Dimension in Logistics in The Paper Industry: 24/7 Production and Logistics OperationDocument8 pagesA New Dimension in Logistics in The Paper Industry: 24/7 Production and Logistics OperationChester SmithNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- VRF Technical Data Book Highlights Key Specs (38k-61k BTU, 3-4.5 TonDocument55 pagesVRF Technical Data Book Highlights Key Specs (38k-61k BTU, 3-4.5 TonFred BensimonNo ratings yet
- Downtime BD TyreDocument127 pagesDowntime BD TyreRidhani IqbalNo ratings yet
- Product Release: CKMTA12 / 24Document9 pagesProduct Release: CKMTA12 / 24Zewdu TsegayeNo ratings yet
- BH35 2Document4 pagesBH35 2Bipin KumarNo ratings yet
- Turbulent Flow Exiting a Reservoir and Impacting a Solid ObjectDocument22 pagesTurbulent Flow Exiting a Reservoir and Impacting a Solid ObjectMariaEstherAlguacilRodriguezNo ratings yet
- Structural Design 1: Module inDocument4 pagesStructural Design 1: Module inkangkongNo ratings yet
- Escort Limited Champion F 11 Brand Name - FarmtracDocument12 pagesEscort Limited Champion F 11 Brand Name - Farmtrachugo fernandezNo ratings yet
- Eaton 420 PartsDocument16 pagesEaton 420 PartsF Labio Alex100% (1)
- SAE350 AND 450-SAE, - F3L-912 DEUTZ Engine Welders: Parts List TitlesDocument18 pagesSAE350 AND 450-SAE, - F3L-912 DEUTZ Engine Welders: Parts List TitlesCarlos IrabedraNo ratings yet
- Rav M05 0001Document40 pagesRav M05 0001DanielDeFrancescoNo ratings yet
- Split Case LRDocument8 pagesSplit Case LRmartin.rubenNo ratings yet
- Cadworx Cadworx Cadworx Cadworx Syllabus Syllabus Syllabus SyllabusDocument6 pagesCadworx Cadworx Cadworx Cadworx Syllabus Syllabus Syllabus SyllabusSelvaNo ratings yet
- Gear BoxDocument14 pagesGear Boxarackalfrancis0% (1)
- ChEg4124-Chap-3 (P-1)Document46 pagesChEg4124-Chap-3 (P-1)Yonas TarekegnNo ratings yet
- Characteristics Series CE, CP, C: 2 Way Slip-In Cartridge ValvesDocument17 pagesCharacteristics Series CE, CP, C: 2 Way Slip-In Cartridge Valvess_waqarNo ratings yet
- Kic API X70Document8 pagesKic API X70Ivan SilveiraNo ratings yet
- Single Aisle Maintenance Practice Training Manual CFM56 Engine Run Up Course (M70) ChecklistsDocument28 pagesSingle Aisle Maintenance Practice Training Manual CFM56 Engine Run Up Course (M70) ChecklistsLucas GabrielNo ratings yet
- 544-13 IndicatingDocument64 pages544-13 IndicatingHENIGUEDRINo ratings yet
- Design Criteria For Exposed Hydro Penstocks - Gordon1978 PDFDocument12 pagesDesign Criteria For Exposed Hydro Penstocks - Gordon1978 PDFDavid DelgadoNo ratings yet
- LHB Monograph PDFDocument60 pagesLHB Monograph PDFVijay Ranjan KumarNo ratings yet
- Hydraulic Puller Operating InstructionsDocument5 pagesHydraulic Puller Operating InstructionsMasterrNo ratings yet
- Sisweb Sisweb Techdoc Techdoc Print PageDocument4 pagesSisweb Sisweb Techdoc Techdoc Print PageGustavo PereiraNo ratings yet
- Solar Water Heaters Guidelines V1 Aug 2019Document49 pagesSolar Water Heaters Guidelines V1 Aug 2019Mile DjordjevicNo ratings yet
- Shuttlewagon Commander ManualDocument21 pagesShuttlewagon Commander ManualDecebalusII100% (2)
- ASTM C1609 - C1609M - 19a Standard Test Method For Flexural Performance of Fiber-Reinforced Concrete (Using Beam With Third-Point Loading)Document5 pagesASTM C1609 - C1609M - 19a Standard Test Method For Flexural Performance of Fiber-Reinforced Concrete (Using Beam With Third-Point Loading)ming_zhu10No ratings yet
- Kr451 Nepiro Ergo PR enDocument4 pagesKr451 Nepiro Ergo PR enForum PompieriiNo ratings yet
- Manual Volvo XC90 2005Document17 pagesManual Volvo XC90 2005Diego Alejandro QuinteroNo ratings yet
- Hyperbolic ShellsDocument42 pagesHyperbolic ShellshythamNo ratings yet
- Thermal Breakage and Impact Strength of Tempered GlassDocument7 pagesThermal Breakage and Impact Strength of Tempered GlassMartinBalanagNo ratings yet
- "DOL Starter": Submitted byDocument10 pages"DOL Starter": Submitted byKartik InamdarNo ratings yet