You might also like
- Fatigue in NozzleDocument28 pagesFatigue in NozzlebookppNo ratings yet
- Yu 1980Document13 pagesYu 1980bookppNo ratings yet
- Gs143-1 Pig Launcher and RecieverDocument14 pagesGs143-1 Pig Launcher and RecieverMohd Khairul100% (3)
- Emerging Technologies in Non-Destructive Testing VI - D.G. Aggelis Et Al. (CRC, 2016)Document535 pagesEmerging Technologies in Non-Destructive Testing VI - D.G. Aggelis Et Al. (CRC, 2016)bookppNo ratings yet
- Shar Gay 2009Document24 pagesShar Gay 2009bookppNo ratings yet
- EvolutionDocument24 pagesEvolutionbookppNo ratings yet
- 1993 - Hic Testing A516 Grade 70 PDFDocument8 pages1993 - Hic Testing A516 Grade 70 PDFbookppNo ratings yet
- Stevens 1986Document10 pagesStevens 1986bookppNo ratings yet
- Nema 250Document52 pagesNema 250bookpp100% (1)
- 1993 - Hic Testing A516 Grade 70 PDFDocument8 pages1993 - Hic Testing A516 Grade 70 PDFbookppNo ratings yet
- Shar Gay 2009Document24 pagesShar Gay 2009bookppNo ratings yet
- Fabrication Guide PDFDocument96 pagesFabrication Guide PDFbookpp100% (2)
- Design of Anchor Bolts Embedded in MasonryDocument6 pagesDesign of Anchor Bolts Embedded in MasonryAnonymous DJrec2No ratings yet
- Duplex World 2016 Advance Seminar ProgramDocument8 pagesDuplex World 2016 Advance Seminar ProgrambookppNo ratings yet
- Modern Steel Seco PressDocument23 pagesModern Steel Seco PressbookppNo ratings yet
- Swaraj - by Arvind Kejriwal - EnglishDocument74 pagesSwaraj - by Arvind Kejriwal - EnglishGaurav Bansal67% (3)
- WCE2009 pp1737-1740Document4 pagesWCE2009 pp1737-1740bookpp100% (2)
- FVC Catalog - UnlockedDocument80 pagesFVC Catalog - UnlockedhumbubbleNo ratings yet
- Chapter 68 Edited 5-5-08Document60 pagesChapter 68 Edited 5-5-08bookppNo ratings yet
- Guide to Steel EmbedmentsDocument14 pagesGuide to Steel Embedmentsvinku90% (1)
- Gaylord Steel StacksDocument2 pagesGaylord Steel Stacksbookpp100% (1)
- ch26 PDFDocument70 pagesch26 PDFbookppNo ratings yet
- A Review of Simple Formulae For Elastic Hoop StressDocument24 pagesA Review of Simple Formulae For Elastic Hoop StressbookppNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- ASTM D 5957 Flood Testing Horizontal Waterproofing InstallationsDocument5 pagesASTM D 5957 Flood Testing Horizontal Waterproofing InstallationsILSEN N. DAETNo ratings yet
- Status of ISO 9000 Family of StandardsDocument4 pagesStatus of ISO 9000 Family of StandardsRajan SteeveNo ratings yet
- Contract of SaleDocument3 pagesContract of SaleLeila CruzNo ratings yet
- Networks of Workstations: (Distributed Memory)Document19 pagesNetworks of Workstations: (Distributed Memory)aliha ghaffarNo ratings yet
- Centum VP 7 ENG Advanced Labs - GlobalDocument6 pagesCentum VP 7 ENG Advanced Labs - GlobalNikhilesh Muraleedharan100% (1)
- Secure and Sustainable Decentralized Cloud Using IDocument11 pagesSecure and Sustainable Decentralized Cloud Using Iaernes12No ratings yet
- Prospectus Ph.D. July 2021 SessionDocument5 pagesProspectus Ph.D. July 2021 SessiondamadolNo ratings yet
- B.Tech CST R20Document212 pagesB.Tech CST R20ẞyed RehamanNo ratings yet
- IVMS Pharmacology Flash FactsDocument8,250 pagesIVMS Pharmacology Flash FactsMarc Imhotep Cray, M.D.No ratings yet
- Atmanirbhar Bharat A Study Based On Budget 2021 2022 1616066143Document5 pagesAtmanirbhar Bharat A Study Based On Budget 2021 2022 1616066143santoshsadanNo ratings yet
- 2019 - 2020 Skills Gap Report FINAL PDFDocument12 pages2019 - 2020 Skills Gap Report FINAL PDFPradyumna DangewarNo ratings yet
- PEFA Regional Government of SomaliDocument172 pagesPEFA Regional Government of SomaliGirmaye HaileNo ratings yet
- Design of Experiments - Wikipedia, The Free EncyclopediaDocument12 pagesDesign of Experiments - Wikipedia, The Free EncyclopediaKusuma ZulyantoNo ratings yet
- Openlectures Publicity PackDocument20 pagesOpenlectures Publicity PacksuhangdageekNo ratings yet
- Selective photocatalytic recovery of platinum, rhodium and palladiumDocument8 pagesSelective photocatalytic recovery of platinum, rhodium and palladiumSarangNo ratings yet
- OSV Part 4Document664 pagesOSV Part 4devbsl123No ratings yet
- What Type of Connection Is Used at Transformers Used at Generation Side and Distribution Side PDFDocument1 pageWhat Type of Connection Is Used at Transformers Used at Generation Side and Distribution Side PDFcharanNo ratings yet
- MF AXIOM Cyber Brief PDFDocument2 pagesMF AXIOM Cyber Brief PDFluis demetrio martinez ruizNo ratings yet
- Ecg EkgDocument3 pagesEcg EkgrochimNo ratings yet
- Gastrointestinal Dysfunction in The CriticallyDocument17 pagesGastrointestinal Dysfunction in The Criticallysirenita33No ratings yet
- Tumkur University Pre PHD Course Work Syllabus ManagementDocument6 pagesTumkur University Pre PHD Course Work Syllabus Managementafjwftijfbwmen100% (1)
- Illustrated Parts & Service Map - HP Compaq Dc7900 Convertible Minitower Business PCDocument4 pagesIllustrated Parts & Service Map - HP Compaq Dc7900 Convertible Minitower Business PCSaimir Astrit HydiNo ratings yet
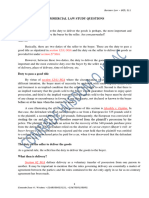
- Commercial Law Study QuestionsDocument33 pagesCommercial Law Study QuestionsIfeanyi NdigweNo ratings yet
- Risk Management Under Covid 19 CPA KimeuDocument32 pagesRisk Management Under Covid 19 CPA KimeuREJAY89No ratings yet
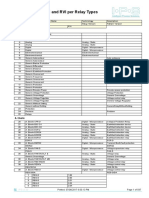
- IPS-ENERGY - Available Relay ModelsDocument597 pagesIPS-ENERGY - Available Relay Modelsbrahim100% (2)
- 303-14 Electronic Engine Controls - Removal and Installation - Camshaft Position CMP SensorDocument6 pages303-14 Electronic Engine Controls - Removal and Installation - Camshaft Position CMP SensorCARLOS LIMADANo ratings yet
- Introduction To BondsDocument5 pagesIntroduction To BondsHuu Duy100% (1)
- LM - Top Voicemail HacksDocument5 pagesLM - Top Voicemail HacksMaksi UnairNo ratings yet
- Asme B5.38-1958Document14 pagesAsme B5.38-1958vijay pawarNo ratings yet
- Statutory Construction - Legal MaximsDocument5 pagesStatutory Construction - Legal MaximsglendaNo ratings yet