You might also like
- Cameron Ajax Package Service Manual PDFDocument829 pagesCameron Ajax Package Service Manual PDFAlfredo100% (1)
- Ajax Cause & EffectDocument3 pagesAjax Cause & EffectgustavoespinosamNo ratings yet
- Dresser-Rand: Service ManualDocument1 pageDresser-Rand: Service ManualTu PhamNo ratings yet
- Ariel Training Hoerbiger Valves 2012Document100 pagesAriel Training Hoerbiger Valves 2012sithulibra100% (7)
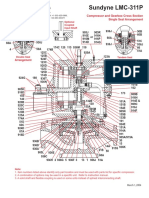
- Compressor Api617 Lmc311p Sundyne Cross-SectionDocument1 pageCompressor Api617 Lmc311p Sundyne Cross-SectionMiguel SoteloNo ratings yet
- A-VIP Compressor BrochureDocument6 pagesA-VIP Compressor BrochureAvrinFakherniaNo ratings yet
- g3616 A4 Lehw0198 FinalDocument4 pagesg3616 A4 Lehw0198 FinalVictor NunezNo ratings yet
- NUOVO PIGNONE Compressor Spares (2010-37)Document4 pagesNUOVO PIGNONE Compressor Spares (2010-37)sianas1706No ratings yet
- Improve force feed lubrication upgradesDocument8 pagesImprove force feed lubrication upgradesdiego yecid millan mendozaNo ratings yet
- CT valve handles high speeds in gas compressorsDocument5 pagesCT valve handles high speeds in gas compressorsTu PhamNo ratings yet
- JGR JGJ enDocument137 pagesJGR JGJ enKarlosant MJ100% (1)
- MH62 - 07H1622-07H1628 GEA - ManualDocument3 pagesMH62 - 07H1622-07H1628 GEA - ManualSAID GUERROUTNo ratings yet
- Waukesha Knock Index Power CurveDocument1 pageWaukesha Knock Index Power CurveparathasiNo ratings yet
- Ariel Compressor Bolting Tightening Torque-Reciprocating CompDocument8 pagesAriel Compressor Bolting Tightening Torque-Reciprocating CompCokro YudhaNo ratings yet
- Rod ReversalDocument21 pagesRod ReversalandresNo ratings yet
- Ariel J. Lubrication System-03 04 04Document43 pagesAriel J. Lubrication System-03 04 04Manuel LiñeiroNo ratings yet
- Ariel E. Valves 3.2Document48 pagesAriel E. Valves 3.2Manuel Liñeiro100% (1)
- Check Valves Brochure AmericasDocument6 pagesCheck Valves Brochure AmericasJanaina AssunçãoNo ratings yet
- Reciprocating Compressor DiagnosticsDocument4 pagesReciprocating Compressor DiagnosticsChandra ShekarNo ratings yet
- Compressor Valve Reference DataDocument3 pagesCompressor Valve Reference DataHusnu KusumaNo ratings yet
- ES9-414 Leveling Install - CDocument29 pagesES9-414 Leveling Install - CIfran Sierra100% (1)
- Brochure BEGEMANN BS Pumps-Low ResolutionDocument6 pagesBrochure BEGEMANN BS Pumps-Low ResolutionunknownsaylorNo ratings yet
- Ariel Air CompressorDocument4 pagesAriel Air CompressorCelso FernandesNo ratings yet
- Cylinder and Packing LubeDocument6 pagesCylinder and Packing LubemadhancairnNo ratings yet
- DPC 2802 Startup ProcedureDocument6 pagesDPC 2802 Startup ProcedureMuhammad Asad100% (1)
- GE Oil & Gas Nuovo Pignone: Title: Part List: Drawing: Centrifugal Compressor 2Bcl 608Document1 pageGE Oil & Gas Nuovo Pignone: Title: Part List: Drawing: Centrifugal Compressor 2Bcl 608Mohammed ElarbedNo ratings yet
- EXXI-4130-00-00-VD-MAN-5251 - 00x-Sellos MecanicosDocument33 pagesEXXI-4130-00-00-VD-MAN-5251 - 00x-Sellos MecanicosrodolfostiNo ratings yet
- VHP Alarms & Shutdown Setpoints S-8382-02Document2 pagesVHP Alarms & Shutdown Setpoints S-8382-02Asif Mahmood100% (1)
- Operator Manual for Champion Screw CompressorDocument90 pagesOperator Manual for Champion Screw CompressorPrince NeroNo ratings yet
- D VipDocument6 pagesD VipClemente Rafael Marval EscalonaNo ratings yet
- Ge Parts 2014 CompressorDocument145 pagesGe Parts 2014 CompressorTelemetria EnerflexNo ratings yet
- Vol 01Document153 pagesVol 01chandrasingh4564No ratings yet
- FTA157 Piping Plan PosterDocument1 pageFTA157 Piping Plan PosterGloria HamiltonNo ratings yet
- LMV-331 Instruction and Operation ManualDocument76 pagesLMV-331 Instruction and Operation Manualidiotstrial100% (2)
- Ariel Compressor InfoDocument439 pagesAriel Compressor InfojimeneajNo ratings yet
- HOS (Heavy Oilfield Separable Compressor) BrochureDocument6 pagesHOS (Heavy Oilfield Separable Compressor) BrochureakamalapuriNo ratings yet
- DDDocument3 pagesDDAnkush Sehgal100% (1)
- Automation of Reciprocating Gas Engine Compressor Packages UsingDocument7 pagesAutomation of Reciprocating Gas Engine Compressor Packages UsingGnanaSekar0% (1)
- Pump Iso13709 Api610 bb3 Multistage DVMX Marelli Maintenance Manual EnglishDocument25 pagesPump Iso13709 Api610 bb3 Multistage DVMX Marelli Maintenance Manual EnglishJuan Pablo Chumba Lara100% (1)
- Hoerbiger Rings & Packings Training SeminarDocument20 pagesHoerbiger Rings & Packings Training SeminarinamNo ratings yet
- WH Compressor Frame OverviewDocument43 pagesWH Compressor Frame OverviewArzyman100% (1)
- MH64 - SuperiorDocument2 pagesMH64 - SuperiorTimothy Owens67% (6)
- Champion - Sparkplugs - en - Toadas RN79G PDFDocument36 pagesChampion - Sparkplugs - en - Toadas RN79G PDFPilar TorquemadaNo ratings yet
- Dynaseal Trunnion Ball Valves: Dynaseal 370E-4 Dynaseal 370Ct Dynaseal 370D-4Document36 pagesDynaseal Trunnion Ball Valves: Dynaseal 370E-4 Dynaseal 370Ct Dynaseal 370D-4Boris ZaslichkoNo ratings yet
- BCL506Document1 pageBCL506hakimsalimiNo ratings yet
- API 614-Chapter 2 DATA SHEET Special Purpose Oil System Si UnitsDocument7 pagesAPI 614-Chapter 2 DATA SHEET Special Purpose Oil System Si UnitstutuionutNo ratings yet
- SPECIFICATION FOR LUBRICATING OILS FOR USE in Solar Gas Turbine Engines PDFDocument13 pagesSPECIFICATION FOR LUBRICATING OILS FOR USE in Solar Gas Turbine Engines PDFMohamed Adel100% (2)
- Oil Mist Lubrication PDFDocument35 pagesOil Mist Lubrication PDFmatteus boldrocchioNo ratings yet
- Hps 165958ecol AlsDocument195 pagesHps 165958ecol Alssrangel77100% (3)
- Smart ChoicesDocument32 pagesSmart ChoicesSUN RAVINo ratings yet
- Superior - Cylinder Databook - ValvesDocument8 pagesSuperior - Cylinder Databook - ValvesJake NavarreteNo ratings yet
- JGZ UDocument212 pagesJGZ ULenin Marcel Fajardo AlmeidaNo ratings yet
- Lubricating Oil Specification For GE Aircraft Derivative Gas TurbinesDocument3 pagesLubricating Oil Specification For GE Aircraft Derivative Gas TurbinesMohammed ElarbedNo ratings yet
- L7042GDocument2 pagesL7042GRose MarieNo ratings yet
- Ariel Performance Software DescriptionDocument8 pagesAriel Performance Software Descriptionmichaelxiao100% (2)
- Start User ManualDocument256 pagesStart User ManualEmmanuel Rocha Rodriguez100% (3)
- 79U, E Spring Return and Double Acting Pneumatic Quarter-Turn Actuators Operations (2000)Document12 pages79U, E Spring Return and Double Acting Pneumatic Quarter-Turn Actuators Operations (2000)COILED TUBINGNo ratings yet
- HD-2-FM ServiceDocument8 pagesHD-2-FM Servicebabis lionakisNo ratings yet
- Maintaining Flowline EquipmentDocument23 pagesMaintaining Flowline Equipmentralph100% (1)
- Pneumatische Wegeventile Serie VA13 Und VA15 - Katalog PDE2617TCDEDocument16 pagesPneumatische Wegeventile Serie VA13 Und VA15 - Katalog PDE2617TCDEMatija BušićNo ratings yet
- Missing Items ListDocument1 pageMissing Items Listmahmod alrousanNo ratings yet
- CTES - Coiled Tubing Hydraulics ModelingDocument27 pagesCTES - Coiled Tubing Hydraulics Modelingmirza_munir_baig995No ratings yet
- Schramm Reigns SupremeDocument2 pagesSchramm Reigns Suprememahmod alrousanNo ratings yet
- Parker Store - (Series PCM, PCCM) - Valves, Flow Control Valves, Pressure CompensatedDocument1 pageParker Store - (Series PCM, PCCM) - Valves, Flow Control Valves, Pressure Compensatedmahmod alrousanNo ratings yet
- SCR Drive System Technical Manual OverviewDocument30 pagesSCR Drive System Technical Manual OverviewDda Ddan100% (4)
- Service Manual: 1810 Plunger Pump SeriesDocument8 pagesService Manual: 1810 Plunger Pump Seriesmahmod alrousanNo ratings yet
- Schramm Reigns SupremeDocument2 pagesSchramm Reigns Suprememahmod alrousanNo ratings yet
- PCT 389351 PDFDocument98 pagesPCT 389351 PDFcarlosorizabaNo ratings yet
- Power factor correction and harmonic filtering in electrical plantsDocument62 pagesPower factor correction and harmonic filtering in electrical plantsjumpingjack229No ratings yet
- Spincat Wash Tool: Thru-Tubing Technology - Product Code - WT - RWTDocument1 pageSpincat Wash Tool: Thru-Tubing Technology - Product Code - WT - RWTmahmod alrousanNo ratings yet
- AWD BrochureDocument1 pageAWD Brochuremahmod alrousanNo ratings yet
- MEERKAT Shaker Demonstrates Effective Solids Removal in CaliforniaDocument2 pagesMEERKAT Shaker Demonstrates Effective Solids Removal in Californiamahmod alrousanNo ratings yet
- 18 Frame 10K Triplex PumpDocument4 pages18 Frame 10K Triplex Pumpmahmod alrousanNo ratings yet
- FMC Plug Valve Manifolds Prices Not Current FC PVMCDocument16 pagesFMC Plug Valve Manifolds Prices Not Current FC PVMCSUMSOLCA100% (1)
- For Large Diameter and Flooded Reverse Water WellsDocument2 pagesFor Large Diameter and Flooded Reverse Water Wellsmahmod alrousanNo ratings yet
- New, More Transportable Drill Offers Contractor Benefits: Resource DrillingDocument2 pagesNew, More Transportable Drill Offers Contractor Benefits: Resource Drillingmahmod alrousanNo ratings yet
- T130Xd Trailer: Trailer Convenience With Optional Sliding Angle TelemastDocument2 pagesT130Xd Trailer: Trailer Convenience With Optional Sliding Angle Telemastmahmod alrousanNo ratings yet
- GDocument2 pagesGmahmod alrousanNo ratings yet
- SPM - Pump Products PDFDocument44 pagesSPM - Pump Products PDFmahmod alrousan100% (1)
- Schramm Reigns SupremeDocument2 pagesSchramm Reigns Suprememahmod alrousanNo ratings yet
- 057-004 CAN Guide PDFDocument88 pages057-004 CAN Guide PDFMeriem ZAGRIRI100% (1)
- 140-710 BIMG 11 - 2012 - TCM - 12-114679Document144 pages140-710 BIMG 11 - 2012 - TCM - 12-114679AbdulNo ratings yet
- 20-335 - Technical Manual For Teach PackerDocument41 pages20-335 - Technical Manual For Teach Packermahmod alrousanNo ratings yet
- 183Document7 pages183mahmod alrousanNo ratings yet
- 17 Cable - Access - v03-74076Document33 pages17 Cable - Access - v03-74076mahmod alrousanNo ratings yet
- Log FileDocument13 pagesLog Filemahmod alrousanNo ratings yet
- Special Instruction: Installation Guide For The PL1000E Communications ECMDocument24 pagesSpecial Instruction: Installation Guide For The PL1000E Communications ECMEdwin F Marcano MNo ratings yet
- Tech Tool Adapter and Cable GuideDocument15 pagesTech Tool Adapter and Cable Guidemetanirvana100% (5)
- DSG 25P Parts Manual 65 Pgs A2 1Document10 pagesDSG 25P Parts Manual 65 Pgs A2 1mahmod alrousan100% (1)
- Application of FRC in Construction of The Underground Railway TrackDocument8 pagesApplication of FRC in Construction of The Underground Railway TrackClaudio PazNo ratings yet
- Flexible grid coupling selection guideDocument18 pagesFlexible grid coupling selection guidechavico113No ratings yet
- Overall Heat Transfer CoefficientDocument3 pagesOverall Heat Transfer CoefficientcordobaluisfNo ratings yet
- Glo Brochure Sikagard 555 W ElasticDocument4 pagesGlo Brochure Sikagard 555 W ElasticYasndra AbeygunewardhaneNo ratings yet
- Zero Waste Europe Policy-Briefing Waste Prevention Framework enDocument12 pagesZero Waste Europe Policy-Briefing Waste Prevention Framework enFernanda BenedettiNo ratings yet
- The Introduction of Sterilization PouchesDocument3 pagesThe Introduction of Sterilization PouchesjarzloniezNo ratings yet
- VIBRATION PROBLEM IN A HYDRO-TURBINE GENERATOR SETDocument7 pagesVIBRATION PROBLEM IN A HYDRO-TURBINE GENERATOR SETAnonymous NUn6MESxNo ratings yet
- Toyota 8fg Forklift Wiring DiagramDocument10 pagesToyota 8fg Forklift Wiring Diagrammarilyn100% (45)
- Carsoquat™ CT 425 Carsoquat™ CT 429: Cetrimonium ChlorideDocument2 pagesCarsoquat™ CT 425 Carsoquat™ CT 429: Cetrimonium ChlorideTAPaolaNo ratings yet
- PCL Handbook 2017 Lub1007eDocument228 pagesPCL Handbook 2017 Lub1007eMahmoud MohamedNo ratings yet
- 20MCC New Brochure Compressed-CompressedDocument22 pages20MCC New Brochure Compressed-Compressedfranchise.adajanNo ratings yet
- Painting Specification for Aegean Refinery ProjectDocument18 pagesPainting Specification for Aegean Refinery Projectraluca_19735597No ratings yet
- METAL ORGANIC FRAMEWORKS (MOFs)Document8 pagesMETAL ORGANIC FRAMEWORKS (MOFs)FabianCcahuanaAymaNo ratings yet
- Rapport Stoppons Le Torrent de Plastique WWF-minDocument46 pagesRapport Stoppons Le Torrent de Plastique WWF-minshamimshawonNo ratings yet
- Recycling ConcreteDocument56 pagesRecycling ConcreteReshmita PallaNo ratings yet
- A Comparative Investigation On The Effects of Nanocellulose From BacteriaDocument13 pagesA Comparative Investigation On The Effects of Nanocellulose From BacteriaPaloma GuardeziNo ratings yet
- Steval Isa172v2Document12 pagesSteval Isa172v2Hasanudin UdinNo ratings yet
- IFR 101 ManualDocument28 pagesIFR 101 ManualsunhuynhNo ratings yet
- Aama 501.2-83Document3 pagesAama 501.2-83Abdul Raqeeb67% (3)
- Ieee STD C57 100-1995Document4 pagesIeee STD C57 100-1995José Enrique García VillarrealNo ratings yet
- Flow Diagram SymbolsDocument5 pagesFlow Diagram SymbolshussainNo ratings yet
- Xypec Catalog B UVC A MS 9106 R0 DraftDocument94 pagesXypec Catalog B UVC A MS 9106 R0 DraftJusron MasjhudaNo ratings yet
- ExhibitorsDocument6 pagesExhibitorsamanprajapati488No ratings yet
- Cable Impedance Calculations - Open ElectricalDocument4 pagesCable Impedance Calculations - Open Electricaludayakumart100% (1)
- DuctDocument14 pagesDuctSalehAfadlehNo ratings yet
- Acids, Bases, Salts-IG ChemistryDocument16 pagesAcids, Bases, Salts-IG ChemistryRashi GhadiyaNo ratings yet
- Gear Failures PDFDocument19 pagesGear Failures PDFermaksan0% (1)
- Automatic ingot feeder streamlines aluminum productionDocument6 pagesAutomatic ingot feeder streamlines aluminum productionPooja BanNo ratings yet
- 15 151905 Machine Design IDocument3 pages15 151905 Machine Design IPeeka Prabhakara RaoNo ratings yet
- FMCG Sector Analysis - Long Term ProfitabilityDocument33 pagesFMCG Sector Analysis - Long Term ProfitabilityADITYA RANJANNo ratings yet