You might also like
- 1Document12 pages1Lily DianaNo ratings yet
- Fulbright Master Application Form 1Document10 pagesFulbright Master Application Form 1Print WarnetNo ratings yet
- Lampiran 1perhitungan Tugas KhususDocument3 pagesLampiran 1perhitungan Tugas KhususLily DianaNo ratings yet
- LAMPIRAN 5 Flowsheet Unit SynloopDocument1 pageLAMPIRAN 5 Flowsheet Unit SynloopLily DianaNo ratings yet
- Flowsheet Synloop Unit Ammonia Pusri IVDocument1 pageFlowsheet Synloop Unit Ammonia Pusri IVLily DianaNo ratings yet
- Lampiran 4 Quenching Design 105 DDocument1 pageLampiran 4 Quenching Design 105 DLily DianaNo ratings yet
- Soal TOEFL - Reading ComprehensionDocument3 pagesSoal TOEFL - Reading ComprehensionElizabeth PoedjionoNo ratings yet
- Danone at A GlanceDocument21 pagesDanone at A GlanceGudang ErsopNo ratings yet
- Furfural PatentDocument5 pagesFurfural PatentLily DianaNo ratings yet
- Moist Air PropertiesDocument12 pagesMoist Air PropertiesLily DianaNo ratings yet
- Pertemuan 05 Rancangan Pabrik (04 November 2015)Document15 pagesPertemuan 05 Rancangan Pabrik (04 November 2015)Lily DianaNo ratings yet
- Msds Molten SulphurDocument9 pagesMsds Molten SulphurLily DianaNo ratings yet
- Paten Kak DeviDocument33 pagesPaten Kak DeviLily DianaNo ratings yet
- Membrane Filtration HandbookDocument129 pagesMembrane Filtration Handbookmario_nqn89% (9)
- Pertemuan 02 Rancangan Pabrik (14 Oktober 2015)Document15 pagesPertemuan 02 Rancangan Pabrik (14 Oktober 2015)Lily DianaNo ratings yet
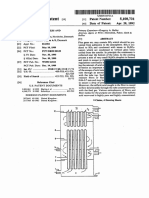
- Us5108731 PDFDocument12 pagesUs5108731 PDFLily DianaNo ratings yet
- PDF Abstrak Id Abstrak-20376774Document1 pagePDF Abstrak Id Abstrak-20376774Lily DianaNo ratings yet
- Topsoe wet gas sulphuric acid technology reduces sulfur emissionsDocument8 pagesTopsoe wet gas sulphuric acid technology reduces sulfur emissionstsaleh100% (1)
- Us 20140309468Document4 pagesUs 20140309468Lily DianaNo ratings yet
- 10195en Rev6 PDFDocument8 pages10195en Rev6 PDFLily DianaNo ratings yet
- Topsoe wet gas sulphuric acid technology reduces sulfur emissionsDocument8 pagesTopsoe wet gas sulphuric acid technology reduces sulfur emissionstsaleh100% (1)
- Konversi Sulfur Di Proses Pembakaran 1 PDFDocument6 pagesKonversi Sulfur Di Proses Pembakaran 1 PDFLily DianaNo ratings yet
- Proses Wsa 2 PDFDocument2 pagesProses Wsa 2 PDFLily DianaNo ratings yet
- Pertemuan 05 Rancangan Pabrik (04 November 2015)Document15 pagesPertemuan 05 Rancangan Pabrik (04 November 2015)Lily DianaNo ratings yet
- Paten Sulfur Mixer PDFDocument7 pagesPaten Sulfur Mixer PDFLily DianaNo ratings yet
- Us 20150147266 A 1Document18 pagesUs 20150147266 A 1Lily DianaNo ratings yet
- c01Document21 pagesc01Mustafa BakırNo ratings yet
- Wsa Condenser PDFDocument21 pagesWsa Condenser PDFLily DianaNo ratings yet
- Us 8138371Document10 pagesUs 8138371Lily DianaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Manual de Teatro en Casa Nuevo PanasonicDocument56 pagesManual de Teatro en Casa Nuevo PanasonicMiguel Angel Aguilar BarahonaNo ratings yet
- Lecture 4-Unit 1 Lesson 4Document23 pagesLecture 4-Unit 1 Lesson 4Jameel MalikNo ratings yet
- CV for Mechanical Inspector and Welding InspectorDocument28 pagesCV for Mechanical Inspector and Welding InspectorAJMAL KAREEMNo ratings yet
- Chap4 Student VersionDocument39 pagesChap4 Student VersionAzrif MoskamNo ratings yet
- Ladybug5 DatasheetDocument2 pagesLadybug5 DatasheetEloy Ricardo Franco FigueiraNo ratings yet
- Dome AbcsDocument1 pageDome AbcsRiddhi BhutadaNo ratings yet
- Owner'S Manual: PLDVD134FDocument20 pagesOwner'S Manual: PLDVD134FalphasoundNo ratings yet
- CSD Counter Drone Systems ReportDocument23 pagesCSD Counter Drone Systems ReportmrkuroiNo ratings yet
- Marina Pier Repair Nasugbu BatangasDocument28 pagesMarina Pier Repair Nasugbu BatangasDennis SagaoNo ratings yet
- Rajib Mall Lecture NotesDocument97 pagesRajib Mall Lecture NotesAnuj Nagpal100% (1)
- StradaDocument4 pagesStradayzk14No ratings yet
- Procedure For Management ReviewDocument3 pagesProcedure For Management ReviewMAYMODERN STEELNo ratings yet
- Min. Requirements For Retaining Wall/Sloping BackfillDocument6 pagesMin. Requirements For Retaining Wall/Sloping Backfillfostbarr0% (1)
- DNS Amplification Attacks ExplainedDocument13 pagesDNS Amplification Attacks ExplainedhammNo ratings yet
- Wind farm project NPV and LCOE analysisDocument5 pagesWind farm project NPV and LCOE analysisPedro Galvani72% (32)
- Company Profile - QuosphereDocument5 pagesCompany Profile - QuosphereDivya Rao100% (2)
- Enterprise, Innovation Creativity 2018-19 S3 CourseworkDocument7 pagesEnterprise, Innovation Creativity 2018-19 S3 CourseworkSajidNo ratings yet
- Food Safety ChecklistDocument5 pagesFood Safety ChecklistDenver Palingit Rimas100% (3)
- Design of Water Cooled Electric Motors Using CFD and Thermography TechniquesDocument6 pagesDesign of Water Cooled Electric Motors Using CFD and Thermography TechniquesNicolas JerezNo ratings yet
- Why Geomechanical Reservoir KpiDocument43 pagesWhy Geomechanical Reservoir KpiKevin MusterNo ratings yet
- Mahindra and Mahindra PPT LibreDocument11 pagesMahindra and Mahindra PPT LibreMeet DevganiaNo ratings yet
- Asi X Packer 105243965Document3 pagesAsi X Packer 105243965Esteban RochaNo ratings yet
- Hydraulic Excavator GuideDocument9 pagesHydraulic Excavator Guidewritetojs100% (1)
- Skynex SkyknightDocument2 pagesSkynex SkyknightMOHSENNo ratings yet
- Cisco Catalyst Switching Portfolio (Important)Document1 pageCisco Catalyst Switching Portfolio (Important)RoyalMohammadkhaniNo ratings yet
- Electric Current and Ohm's Law - LecturesDocument21 pagesElectric Current and Ohm's Law - LecturesMuhammad AhmadNo ratings yet
- Eee342 hw3 PDFDocument2 pagesEee342 hw3 PDFRedion XhepaNo ratings yet
- INDUCTORDocument18 pagesINDUCTORBhavaniPrasadNo ratings yet
- Bio BatteryDocument29 pagesBio BatteryDileepChowdary100% (1)
- Nuke 9.0v1 ReleaseNotesDocument32 pagesNuke 9.0v1 ReleaseNotesFlavioNo ratings yet