You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Pipeline Soil InteractionDocument19 pagesPipeline Soil Interactionlama_fluidaNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- EPC PracticeDocument4 pagesEPC PracticeSaid Ahmed SalemNo ratings yet
- Guide To Expansion Joints (Choosing and Maintenance)Document16 pagesGuide To Expansion Joints (Choosing and Maintenance)stevebeanNo ratings yet
- Unani Pharmacopoeia of India Part II Vol 3Document248 pagesUnani Pharmacopoeia of India Part II Vol 3azeem dilawar100% (6)
- 18 - Free Spanning PipelinesDocument24 pages18 - Free Spanning PipelinesMannattil Krishna Kumar100% (1)
- NGL Recovery Process Options ExplainedDocument87 pagesNGL Recovery Process Options Explainedrkumar_225No ratings yet
- Distillation Column PipingDocument57 pagesDistillation Column PipingKaran Singh92% (13)
- Suvidya Book1Document113 pagesSuvidya Book1amankodi50% (2)
- Dual Nature of Matter and Radiation PDFDocument49 pagesDual Nature of Matter and Radiation PDFabhishekNo ratings yet
- 05 Chapt 5 PD Section 5.5 Process - ENG - FINAL - Oct 04Document14 pages05 Chapt 5 PD Section 5.5 Process - ENG - FINAL - Oct 04Sujith SekarNo ratings yet
- Dictionary of Oil Industry TerminologyDocument79 pagesDictionary of Oil Industry Terminologyniksharris100% (22)
- 17 - On-Bottom Stability PDFDocument25 pages17 - On-Bottom Stability PDFSaid Ahmed SalemNo ratings yet
- Oal Ed Ethahne: Prof. P. K. SinghDocument67 pagesOal Ed Ethahne: Prof. P. K. SinghViplove RajurkarNo ratings yet
- 20 - Offshore Construction - Part 1Document27 pages20 - Offshore Construction - Part 1Said Ahmed Salem100% (2)
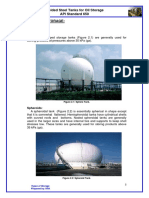
- Type of Storage Tanks PDFDocument8 pagesType of Storage Tanks PDFSaid Ahmed SalemNo ratings yet
- Basic Biomass Power Plant EfficiencyDocument12 pagesBasic Biomass Power Plant EfficiencyPichai ChaibamrungNo ratings yet
- Installation of Fire Protection System Pipes: 132/11KV GARDEN CITY SubstationDocument14 pagesInstallation of Fire Protection System Pipes: 132/11KV GARDEN CITY SubstationSaid Ahmed Salem100% (1)
- pressureProcedTest PDFDocument7 pagespressureProcedTest PDFfaizal azizNo ratings yet
- OGTConference 19nov13Document20 pagesOGTConference 19nov13Said Ahmed SalemNo ratings yet
- Effective Meeting Management For Projects PDFDocument18 pagesEffective Meeting Management For Projects PDFSaid Ahmed SalemNo ratings yet
- PDFDocument23 pagesPDFSaid Ahmed SalemNo ratings yet
- 01 Introductiontoframework 101018053825 Phpapp01Document52 pages01 Introductiontoframework 101018053825 Phpapp01Uma KandukuriNo ratings yet
- QC-1 2016 TranslatedDocument4 pagesQC-1 2016 TranslatedSaid Ahmed SalemNo ratings yet
- Effective Meeting Management For Projects PDFDocument18 pagesEffective Meeting Management For Projects PDFSaid Ahmed SalemNo ratings yet
- Leak TestDocument7 pagesLeak TestSoner KulteNo ratings yet
- Leak TestDocument7 pagesLeak TestSoner KulteNo ratings yet
- 22Document37 pages22Satya kaliprasad vangaraNo ratings yet
- NG Industry Guide to Gas Conditioning, Processing & PropertiesDocument171 pagesNG Industry Guide to Gas Conditioning, Processing & PropertiesSaid Ahmed SalemNo ratings yet
- PDFDocument23 pagesPDFSaid Ahmed SalemNo ratings yet
- SeparatorDocument25 pagesSeparatortirsaawuyNo ratings yet
- 10 - Mechanical Design - Local Buckling (External Overpressure) Part1Document23 pages10 - Mechanical Design - Local Buckling (External Overpressure) Part1vb_pol@yahooNo ratings yet
- Glossary of Project Management PDFDocument10 pagesGlossary of Project Management PDFSaid Ahmed SalemNo ratings yet
- 16 - Bottom Roughness PDFDocument20 pages16 - Bottom Roughness PDFSatya kaliprasad vangaraNo ratings yet
- 03 - Pipeline HydraulicsDocument34 pages03 - Pipeline Hydraulicsvb_pol@yahooNo ratings yet
- 12 - Mechanical Design - Combined Loads PDFDocument16 pages12 - Mechanical Design - Combined Loads PDFSaid Ahmed SalemNo ratings yet
- Statistical Mechanics: Alice PaganoDocument253 pagesStatistical Mechanics: Alice PaganoSharon Di SpenaNo ratings yet
- Painting Technical RequirementsDocument28 pagesPainting Technical RequirementshazopmanNo ratings yet
- Investigations On Fouling Rate in Convective BundlesDocument11 pagesInvestigations On Fouling Rate in Convective BundlesAnitha Kumari SivathanuNo ratings yet
- SSIP GR 11 Acids N BasesDocument10 pagesSSIP GR 11 Acids N BasesMangwane Sello100% (1)
- Ethanol Absolute Lomb 201208XXDocument11 pagesEthanol Absolute Lomb 201208XXMarvvvNo ratings yet
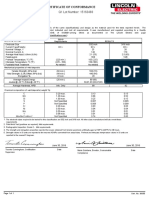
- Certificate of Conformance: Q1 Lot Number: 15163483Document1 pageCertificate of Conformance: Q1 Lot Number: 15163483interx00No ratings yet
- Tell sth apart = distinguish between sth: phân biệt giữa 2 thứ gìDocument6 pagesTell sth apart = distinguish between sth: phân biệt giữa 2 thứ gìHiền TrầnNo ratings yet
- Safety Management in Oil & Gas Industry ReportDocument10 pagesSafety Management in Oil & Gas Industry ReportZayn AhmedNo ratings yet
- Proteins: The Diverse Macromolecules of LifeDocument54 pagesProteins: The Diverse Macromolecules of LifeMilimo JingsawNo ratings yet
- 04 - Metode ElektrogravimetriDocument19 pages04 - Metode ElektrogravimetriNurul Aulia HusainNo ratings yet
- Epoxy resin free flow grout for heavy duty applicationsDocument4 pagesEpoxy resin free flow grout for heavy duty applicationsFeri Oktara IrawanNo ratings yet
- Grivory HT3: The Durable High-Performance PolyamideDocument6 pagesGrivory HT3: The Durable High-Performance PolyamideSpu XisterNo ratings yet
- 02 Filtros de Ingreso A CompresorDocument6 pages02 Filtros de Ingreso A CompresorLuis Alonso Dipaz ZeaNo ratings yet
- Silva Et Al., 2013 Coffee FerDocument13 pagesSilva Et Al., 2013 Coffee FerYon SadisticNo ratings yet
- M.E.Forge Tech: Customer:M/s L & T Valves LimitedDocument1 pageM.E.Forge Tech: Customer:M/s L & T Valves LimitedK.s. Raghavendra KumarNo ratings yet
- PLD 105Document8 pagesPLD 105madx44No ratings yet
- Le 3000 Sostanze Controverse Che Neways Non UtilizzaDocument122 pagesLe 3000 Sostanze Controverse Che Neways Non UtilizzaGiorgio FerracinNo ratings yet
- Iso 13438 2018Document9 pagesIso 13438 2018Phạm Hùng CườngNo ratings yet
- PLAJEX SN Leaflet 2019Document2 pagesPLAJEX SN Leaflet 2019pushpanjali singhNo ratings yet
- Tds-Duraplate UhsDocument4 pagesTds-Duraplate UhsAlberto Acosta GongoraNo ratings yet
- Streeter-Phelps equation for predicting dissolved oxygen levelsDocument7 pagesStreeter-Phelps equation for predicting dissolved oxygen levelsAditya SheoranNo ratings yet
- MSCCH09Document352 pagesMSCCH09Muhammed Anees FazalNo ratings yet
- Pipe Support PDFDocument111 pagesPipe Support PDFm2110No ratings yet
- Newton HydroSeal 107F Elastic 2K TDS 4.0Document8 pagesNewton HydroSeal 107F Elastic 2K TDS 4.0Дмитрий СаламатовNo ratings yet